Značilnosti proizvodnje in izdelave valovitega kartona
 Obdelava kovin s tlakom je tehnologija, s katero se izdeluje profilirana pločevina. Za oblikovanje profila se uporablja toplo valjana ali hladno valjana metoda. Jeklo prehaja skozi posebne valje. Prilagodite razdaljo med njimi, lahko dobite pravo velikost trapezoidov. Dobljeni material se aktivno uporablja pri gradnji.
Obdelava kovin s tlakom je tehnologija, s katero se izdeluje profilirana pločevina. Za oblikovanje profila se uporablja toplo valjana ali hladno valjana metoda. Jeklo prehaja skozi posebne valje. Prilagodite razdaljo med njimi, lahko dobite pravo velikost trapezoidov. Dobljeni material se aktivno uporablja pri gradnji.
Lastnosti valovite plošče
Glavna kovina za izdelavo valovitega kartona je hladno valjano jeklo. Na površini nanese cink premaz s hitrostjo 20-26 mikronov. Če se ta vrednost zmanjša, se življenjska doba izdelka skrajša.
Pri tvorbi pločevine na toplo valjani način se segreje. Takšen postopek je mogoč samo pri velikih metalurških podjetjih. Doma ga ni mogoče izvesti.
Debelina praznega lista se lahko spreminja. Iz vrednosti tega parametra lahko valovita plošča prenese različne obremenitve. Glede na način nanašanja se cinkanje prevleče z barvo ali drugim materialom. Pomembno je, da je površina zaščitena pred vplivom zunanjega okolja. V nasprotnem primeru se bo kovina začela porušiti, življenje valovitega kartona pa se bo zmanjšalo.
Izdelava profiliranega lista se izvaja v suhih razmerah. Zagotoviti je treba ogrevanje ozemlja. Materialu ni všeč oster padec temperature. Enaki pogoji bi morali biti tudi v skladišču za shranjevanje tuljav iz jeklene pločevine kot prazno.
Oprema za oblikovanje prevleke
Za izdelavo valovitega kartona lahko uporabimo profesionalno opremo ali ročno izdelane ročne stroje. Glede na tehnologijo se v prvi fazi kovina preide skozi zvitke, ki tvorijo profil. Nato na giljotinskih škarjah odrežejo potrebne parametre izdelka.
 Za izdelavo uporabljamo tri vrste strojev:
Za izdelavo uporabljamo tri vrste strojev:
- priročnik;
- z delno avtomatizacijo;
- avtomatske linije.
Ročni samovozni in polavtomatski stroj
Ročna oprema omogoča izdelavo izdelka le s profilom 1 standardne velikosti. To je posledica dejstva, da na stroju, ki dela doma, ni možnosti prilagajanja valjev. Tukaj je valjana kovina majhna debelina. Izdelki niso visokokakovostni in se uporabljajo samo kot ograje ali ograje.
Takšen stroj lahko izdelamo ročno. Postopek je naslednji:
- Narejen je kovinski okvir, ki je pritrjen s pomočjo sidrnih vijakov na betonsko podlago.
- Na vrhu je nameščeno namizje. Njene mere morajo presegati dolžino obdelovanca. Kovine vnaša v delovno področje in ekstrahira končni izdelek.
- Z vijačnimi priključki je pritrjena palica, ki je potrebna za pritrditev valja kovin.
- S pomočjo ležajev, vogalov in cevi je narejeno orodje opreme - zvitki.
- Nameščeni so na okvirju. Vpenjanje se izvede s pomočjo vzvoda. Nato obdelovanec napolnimo v delovno področje.
Valji so izdelani iz orodnega jekla s stopnjo strjevanja 54-58 HRC.
Pri uporabi delno avtomatizirane opreme je stroj dodatno opremljen z električnim motorjem. Proizvedeni izdelki so bolj profesionalni. Hkrati je stroj zaradi premajhne teže mobilen. To je enostavno prenašati. Nameščen je poleg objekta, za katerega je izdelana valovita plošča. To je nizko gradnja, ki pokriva kmetijska skladišča ali ograje.
Popolnoma avtomatske linije
Avtomatska linija je niz agregatov. Vključuje naslednje nastavitve:
- valjarna z valji;
- giljotinske škarje;
- oprema za premaz.
Za transport profilnih listov se uporablja električni avtomobil. Uspešnost takšnih linij je večkrat višja od katere koli opreme in se uporablja v obsežni proizvodnji.
Opis namestitve in komponent
Za proizvodnjo kakovostnih izdelkov so izbrani oprema in komponente.
Takšne prilagoditve vključujejo:
- Mehanizem za pritrditev zvitkov. Velika podjetja so dobavljena z galvaniziranimi listi v obliki zvitkov, katerih teža je do 10 ton. V procesu dela morajo biti brezkontaktirani. V ta namen se uporabi mehanizem.
- Samodejna naprava, ki prilagaja ohlapnost obdelovanca med dovodnim mehanizmom in valjarjem. Hitrost delovnega procesa je velika in operater ne more preveriti in popraviti.
- Zamenljivo orodje za valjanje bi moralo imeti 2-3 sklopov. V primeru spreminjanja dimenzij valovitega kartona se spreminjajo.
- Moč električnega pogona določa hitrost linije.
- Delovno orodje giljotinskih škarij je treba obogatiti v skladu s tehnologijo. Na to je odvisno prisotnost grund v času obrezovanja.
 Gredica se valja med valji, ki se nahajajo na vrhu in dnu. Razlika med njima mora ustrezati debelini valjane kovine. Postopek poteka večkrat. To je potrebno zaradi vzmeti kovine, ki ga v 1-krat ni mogoče deformirati z želeno vrednostjo.
Gredica se valja med valji, ki se nahajajo na vrhu in dnu. Razlika med njima mora ustrezati debelini valjane kovine. Postopek poteka večkrat. To je potrebno zaradi vzmeti kovine, ki ga v 1-krat ni mogoče deformirati z želeno vrednostjo.
Proces izdelave valovitega kartona se lahko izvede na samo-izdelani opremi. Vendar pa bo zmogljivost takega stroja nizka. Če je treba dolgo časa izdelati velike lote, je treba opraviti delo na avtomatskih linijah.
 Kako izbrati pločevino glede na namen
Kako izbrati pločevino glede na namen Odvisnost teže jeklene plošče na vrsti valjane kovine
Odvisnost teže jeklene plošče na vrsti valjane kovine Uporaba valovitega kartona z vzorcem za les za ograje
Uporaba valovitega kartona z vzorcem za les za ograje Pokrijte streho s listom za profile
Pokrijte streho s listom za profile Vrata iz valovitega kartona z izvirnimi elementi kovanja z lastnimi rokami
Vrata iz valovitega kartona z izvirnimi elementi kovanja z lastnimi rokami Pocinkano železo: tipi in značilnosti, uporaba
Pocinkano železo: tipi in značilnosti, uporaba Krovstvo s profilno ploščo, namestitev valovite plošče
Krovstvo s profilno ploščo, namestitev valovite plošče Obseg in prednosti vroče valjanih plošč
Obseg in prednosti vroče valjanih plošč Profilirana - lahka teža, lepota in udobje vgradnje
Profilirana - lahka teža, lepota in udobje vgradnje Profilirana folija: tip, teža 1m2, lastnosti proflisa in tabele parametrov
Profilirana folija: tip, teža 1m2, lastnosti proflisa in tabele parametrov Značilnosti pocinkane valovite plošče
Značilnosti pocinkane valovite plošče Značilnosti toplo valjanega jekla
Značilnosti toplo valjanega jekla Možnosti izbire profilnega lista za strešne kritine
Možnosti izbire profilnega lista za strešne kritine Razvrščanje in vrste valovite plošče za gradnjo
Razvrščanje in vrste valovite plošče za gradnjo Valovita jeklena pločevina, valovita jekla 8568-77
Valovita jeklena pločevina, valovita jekla 8568-77 Koliko standardni list proflista tehta?
Koliko standardni list proflista tehta? Profilist: dimenzije, vrste in značilnosti materiala za streho
Profilist: dimenzije, vrste in značilnosti materiala za streho Valovita rombična plošča in leča za obloge
Valovita rombična plošča in leča za obloge Krovna profilirana plošča: streha, kovinski profil, valovita plošča
Krovna profilirana plošča: streha, kovinski profil, valovita plošča Profilist c8: značilnosti, mere in značilnosti
Profilist c8: značilnosti, mere in značilnosti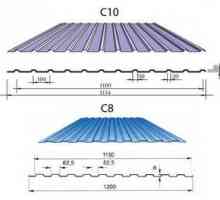 Značilnosti računanja dimenzij profilirane plošče za ograjo in streho
Značilnosti računanja dimenzij profilirane plošče za ograjo in streho