Kako pravilno spajkati cevi iz polipropilena z lastnimi rokami
 Sistem za oskrbo z vodo in ogrevanje sta sestavni del vsakega sodobnega stanovanja ali hiše. Osnova teh sistemov so cevi. Tradicionalne železarne in jeklene konstrukcije so nadomestile bolj trajne in enostavne polipropilenske vode in ogrevalne konstrukcije. So plastične, enostavno popravljene ali zamenjane, niso predmet korozije.
Sistem za oskrbo z vodo in ogrevanje sta sestavni del vsakega sodobnega stanovanja ali hiše. Osnova teh sistemov so cevi. Tradicionalne železarne in jeklene konstrukcije so nadomestile bolj trajne in enostavne polipropilenske vode in ogrevalne konstrukcije. So plastične, enostavno popravljene ali zamenjane, niso predmet korozije.
Vsebina
- Osnovne vrste cevi iz polipropilena
- Fitingi in sklopke - vrste in namen
- Varilna orodja
- Spajkanje cevi iz polipropilena
- Kako spajkanje cevi
- Priprava
- Temperatura vgradnje
- Cevi za oskrbo s hladno vodo
- Cevovodi za ogrevanje omrežja in oskrbe s toplo vodo
- Popravila neuspelih delov avtoceste
- Metoda hladnega varjenja
Prava izbira in ustrezna povezava zagotavljata vzdržljivost vodnih in ogrevalnih sistemov.
Osnovne vrste cevi iz polipropilena
 Izbira cevi je odvisna od namena njihove uporabe. Glavni parametri so: temperatura medija, ki se bo izvajala skozi cevovod in obratovalni tlak sistema. Nič manj pomemben je premer cevovoda in je odvisen od prostornine tekočine, skozi katero mora potekati cevovod.
Izbira cevi je odvisna od namena njihove uporabe. Glavni parametri so: temperatura medija, ki se bo izvajala skozi cevovod in obratovalni tlak sistema. Nič manj pomemben je premer cevovoda in je odvisen od prostornine tekočine, skozi katero mora potekati cevovod.
Za cevovode cevi za oskrbo s hladno vodo brez ojačane komponente se uporabljajo z naslednjimi oznakami:
- PN 10 - izdelek je zasnovan za temperaturo tekočine do 20 stopinj, če se uporablja v sistemu za ogrevanje tal do 45 stopinj z maksimalnim sistemskim tlakom do 1 MPa;
- PN 16 - izdelek se uporablja pri hladni in topli vodi pri temperaturi tekočine do 95 stopinj in tlaku do 1,6 MPa.
Izdelki z večjimi toplotnimi lastnostmi in zmožnostjo dela v hladnih in toplovodnih sistemih z visokim pritiskom so označeni z indeksi:
- PN 20 se uporablja v temperaturnem načinu do 95 stopinj in največji tlak do 2 MPa.
- PN 25 se uporabljajo v sistemih za ogrevanje s toplo vodo. Imajo okrepljeno komponento, ki znatno poveča moč. Način delovanja temperature je do 95 stopinj, največji tlak pa je do 2,5 MPa.
Poleg cevi je za namestitev sistema potrebno priključiti tudi priključne elemente, ki omogočajo vzpostavitev celotnega sistema ogrevalnega omrežja ali oskrbe z vodo, ob upoštevanju vseh potrebnih zahtev za vsak primer posebej.
Fitingi in sklopke - vrste in namen
 Pri polaganju vodovodne cevi za priključitev delov vodnega vodovoda Uporabljajte posebne spojke in pribor različnih oblik. So ravne in kotne.
Pri polaganju vodovodne cevi za priključitev delov vodnega vodovoda Uporabljajte posebne spojke in pribor različnih oblik. So ravne in kotne.
Za uporabo razvejanja razvejanja deli iz različnih konfiguracijah in prehodno pribora za cevi iz polipropilena drugim sistemom priključki pipe, na primer, prožni konektorji, ki vodi do fluid točk izgube, pipe, pipe.
Pred namestitvijo sistema za vodo ali ogrevanje izdelana je risba, ki upošteva vse zavoje, veje in povezave z viri porabe. Izredno pomaga pri izračunu zahtevane vrste in števila spojnic in pribora. Po nakupu vseh elementov začnejo namestiti strukturo.
Varilna orodja
Metoda spajkanja sestoji iz segrevanja materiala površin, ki jih je treba taliti pred taljenjem, nato pa povezovanje in pritrditev. Za izvedbo teh del morate pripraviti posebna orodja.
- Specializirano spajkalno železo.
- Škarje za rezanje cevi iz polipropilena.
- Naprava za čiščenje armiranega dela cevi je brivnik.
- Sredstvo za razmaščevanje na osnovi alkohola.
In tudi potrebujejo trak ukrep, nož, kotiček, kos nepotrebne tkanine, datoteke ali kože, označevalec.
Spajkalnik
 To osnovno orodje, ki je potrebno za spajkanje polipropilenskih izdelkov, je lahko dveh vrst:
To osnovno orodje, ki je potrebno za spajkanje polipropilenskih izdelkov, je lahko dveh vrst:
- Ročni tip Namenjen je spajanju delov cevi z majhnim premerom do 65 mm. Obstajata dve vrsti: valjaste in mečaste oblike. Uporabljen za domače namene, je opazen zaradi nizke cene in kompaktnosti.
- Mehanski tip - to so avtomatske ali polavtomatske varilne postaje za pritrditev cevi velikega premera večjih od 63 mm. Poravnava in povezava elementov poteka s pomočjo posebnih naprav na hidravličnem ali mehanskem načinu delovanja. Tak spajkalni aparat ima veliko velikost in ceno, namenjen je uporabi v zaprtih prostorih in na terenu.
Za vgradnjo ogrevalne mreže, vodovodne cevi v stanovanju ali hiši, uporabite ročno spajkalno napravo in njene pritrdilne elemente. Šobe so dobavljene s spajkalnikom in imajo različne velikosti, ki ustrezajo standardom proizvedenih cevi do premera 63 mm. Vsaka šoba na eni strani ustreza notranjemu premeru, na drugi strani - na zunanji premer cevi standarda. Šobe so prekrite s teflonskim premazom. To omogoča enostavno sproščanje segretega dela izdelkov za naknadno oprijemanje med seboj.
Škarje
Orodje, ki omogoča rezanje polipropilenskega izdelka pod kotom 90 stopinj glede na dolžino cevi, pri tem pa ohranja ravno rezalno robo. To je zelo pomembno za zanesljivost skupnega oprijema.
Brivnik
To je naprava za pravilno odstranjevanje iz ojačane plasti. Omogoča gladko in na zahtevani globini očistiti zunanji premer izdelka za čiščenje polipropilena na ceveh z zgornjo ojačitvijo.
Degreaser
Potrebno je za visokokakovostno taljenje izdelkov in hermetično povezavo strukture.
Spajkanje cevi iz polipropilena
 Cevi iz konice iz polipropilena so preproste, vendar zahtevajo natančnost in natančnost pri upoštevanju nekaj tehnoloških zahtev. Spodaj je opisano, kako pravilno spajkati polipropilenske cevi. Pojavijo se elementi s fuzijo zvonca z istočnim segrevanjem zunanjega dela cevi in z notranjim delom sklopke ali vgradnje s spajalno napravo s šobo, ki ustreza dimenzijam spajkanih elementov.
Cevi iz konice iz polipropilena so preproste, vendar zahtevajo natančnost in natančnost pri upoštevanju nekaj tehnoloških zahtev. Spodaj je opisano, kako pravilno spajkati polipropilenske cevi. Pojavijo se elementi s fuzijo zvonca z istočnim segrevanjem zunanjega dela cevi in z notranjim delom sklopke ali vgradnje s spajalno napravo s šobo, ki ustreza dimenzijam spajkanih elementov.
Po segrevanju na želeno temperaturo se deli odstranijo iz šob in hitro povežejo in tvorijo monolitni sklop, z drugimi besedami, so združeni skupaj. Metoda se imenuje difuzija, saj se lahko deli segrevajo po ogrevanju. Po utrjevanju se tvori zaprti spoj. Za kakovostno pravilno povezavo cevovodnih elementov bo potrebno več pripravljalnih del.
Kako spajkanje cevi
Priprava
Pred pričetkom namestitve cevovodne konstrukcije je treba cevi pravilno izrezati, tako da ni težav pri spajanju elementov. Vsi robovi materiala morajo biti pod kotom 90 stopinj. Omogočajo čim bolj natančno rezanje z enakim robom.
Potem je potrebno označiti dimenzije priključnih površin. Da bi to naredili, določite globino segrevanja vgradnje ali sklopke tako, da s svinčnikom ali označevalnikom označite velikost globine šobe. Oznaka iste velikosti je izdelana na cevi.
Priprava spajkalnika je, da namestite napravo na delovno stojalo. Šobe, ki ustrezajo premerom vgrajenih delov, so pritrjene na ogrevalno površino. Montažni elementi morajo biti relativno enostavni za vstop v ogrevanih šob.
 Na temperaturnem regulatorju spajkalnika optimalna temperatura je nastavljena ogrevanje, je običajno 210-260 stopinj, polipropilen se začne taliti na 170 stopinj. Deli, ki jih je treba povezati, so hkrati nameščeni na globino, ki jo označuje marker na ogrevanih šobah.
Na temperaturnem regulatorju spajkalnika optimalna temperatura je nastavljena ogrevanje, je običajno 210-260 stopinj, polipropilen se začne taliti na 170 stopinj. Deli, ki jih je treba povezati, so hkrati nameščeni na globino, ki jo označuje marker na ogrevanih šobah.
Po čakanju na mehčanje površin (potreben čas za to se lahko določi s posebnimi enotnimi tabelami), so deli medsebojno povezani z označeno globino. Elementi so povezani z majhnim naporom, toda brez vklopa svoje osi kategorično prepovedana in zlomite tesnost površin, segretih z zlitino.
Temperatura vgradnje
Temperatura spajkanja polipropilenskih cevi je odvisna od premera in debeline izdelka in se začne od 170 stopinj. Za udobje izračunavanja časa ogrevanja obstajajo posebne mize. Spodaj so osnovni premer grelne čas cevi se uporabljajo v domačem ogrevalnih sistemov ali tekočo vodo pri temperaturi segrevanja spajkalne enote 240 stopinj.
| Standardni premeri cevi, spojni elementi v milimetrih | Čas ogrevanja v sekundah | Čas priključitve delov, ki jih je treba priključiti | Čas zaklepanja za hladilne dele |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8. mesto | 6 | 4 |
| 40 | 12. mesto | 6 | 4 |
Z uporabo parametrov optimalnega ogrevanja, priključitve in hlajenja priključenih elementov dosežejo zanesljivo spajkanje cevi iz polipropilena in drugih komponent cevovoda.
Cevi za oskrbo s hladno vodo
Za vgradnjo hladno vodo, lahko uporabite nobenih plastičnih cevi, vključno z blagovno znamko PN 10 in PN 16. Ti modeli so s tankimi stenami in zahteva skrben odnos ob vstopu ulite dele, da jih poveže pritrjena minimalno napora. In prav tako je potrebno strogo upoštevati čas potrebnega segrevanja spojnih delov. Za oskrbo s hladno vodo se praviloma uporabljajo nearmirane cevi, zato dodatna obdelava spojev ni potrebna. Pred začetkom namestitve osnovne konstrukcije je najbolje, da najprej naredite več preskusnih povezav, da izberete optimalno temperaturo ogrevanja spajkalnika.
Cevovodi za ogrevanje omrežja in oskrbe s toplo vodo
Vroča voda, ki poteka skozi cevi, povzroči rahlo raztezanje materiala in posledično povečanje dolžine proizvoda. Da bi nadomestili ta pojav med namestitvijo, je treba občasno narediti krivulje krivulje v obliki črke U. Visoka temperatura vode tudi zahteva namestitev specializiranih ojačanih cevi, ki so naredili malo več, kot je potrebno za spajanje premera. Nežno obrezujte dodatno plast materiala s brivnikom. To je potrebno za kompenzacijo širjenja širine cevi pri segrevanju. Nadaljnji ukrepi se pojavljajo na enak način kot pri priklopu cevi za hladno vodo.
Popravila neuspelih delov avtoceste
 Ko cev zlomi, pušča ali zaradi slabe kakovosti spajkanja, včasih postane potrebno zamenjati neuspeli del. V ta namen je oskrba z vodo odrezana, poškodovana površina pa s posebnimi škarjami. V krajih rezanja robovi cevi se nujno posušijo, očistijo in obrišejo s tekočino za razmaščevanje, ki vsebuje alkohol. Šele po tem se prične varjenje novega obdelovanca z zgoraj opisanimi metodami, odvisno od temperature, izvedene vzdolž vodne mline.
Ko cev zlomi, pušča ali zaradi slabe kakovosti spajkanja, včasih postane potrebno zamenjati neuspeli del. V ta namen je oskrba z vodo odrezana, poškodovana površina pa s posebnimi škarjami. V krajih rezanja robovi cevi se nujno posušijo, očistijo in obrišejo s tekočino za razmaščevanje, ki vsebuje alkohol. Šele po tem se prične varjenje novega obdelovanca z zgoraj opisanimi metodami, odvisno od temperature, izvedene vzdolž vodne mline.
Metoda hladnega varjenja
Ta način povezovanja komponent trupa je primeren samo za hladno vodo pod nizkim pritiskom. Priključne površine se razmastijo. Uporabljamo posebno lepilo, ki se prodaja v gradbenih prodajalnah, elementi so združeni in pritrjeni trideset sekund. Oskrba z vodo bo pripravljena za uporabo v eni uri. Ta metoda ni zanesljiva in ne ustvarja monolitne povezave delov.
Cevi iz polipropilena so dobra alternativa klasičnim, jeklenim ali litim železom. Instalacija oskrbe z vodo in toploto z njihovo pomočjo je enostavna, ne težavna in poceni. Zato so ti izdelki uresničili svoje veliko in legitimno mesto na svojem segmentu gradbenega trga.
 Kako spajkanje plastičnih cevi - značilnosti procesa
Kako spajkanje plastičnih cevi - značilnosti procesa Kako spajkati plastične cevi za oskrbo z vodo
Kako spajkati plastične cevi za oskrbo z vodo Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki
Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki Tehnični parametri, značilnosti polipropilenskih cevi in fitingov
Tehnični parametri, značilnosti polipropilenskih cevi in fitingov Področja uporabe cevi, narejenih iz materiala, kot je prepleten polipropilen
Področja uporabe cevi, narejenih iz materiala, kot je prepleten polipropilen Montaža polipropilenskih cevi za oskrbo z vodo: foto in video
Montaža polipropilenskih cevi za oskrbo z vodo: foto in video Samoregulirajoč ogrevalni kabl v notranjosti vode
Samoregulirajoč ogrevalni kabl v notranjosti vode Tabela premerov in drugih parametrov kovinskih plastičnih cevi
Tabela premerov in drugih parametrov kovinskih plastičnih cevi Cevni priključki: vrste in razvrstitev
Cevni priključki: vrste in razvrstitev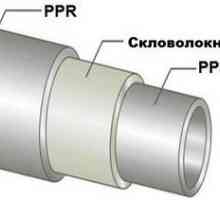 Značilnosti cevi iz polipropilena, ojačane s steklenimi vlakni
Značilnosti cevi iz polipropilena, ojačane s steklenimi vlakni Pvc cevi in potrebno opremo za vodovodne cevi za njih
Pvc cevi in potrebno opremo za vodovodne cevi za njih Plastične cevi za oskrbo z vodo v državi
Plastične cevi za oskrbo z vodo v državi Polipropilenske cevi za ogrevanje, ojačane s steklenimi vlakni
Polipropilenske cevi za ogrevanje, ojačane s steklenimi vlakni Navodila za spajkanje polipropilenskih cevi
Navodila za spajkanje polipropilenskih cevi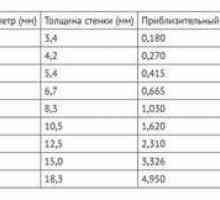 Mere in pravila za izračun polipropilenskih cevi
Mere in pravila za izračun polipropilenskih cevi Priključitev cevi iz polipropilena s kovino
Priključitev cevi iz polipropilena s kovino Mere kanalizacijskih cevi 110 in vrste cevnih izdelkov
Mere kanalizacijskih cevi 110 in vrste cevnih izdelkov Cena polipropilenskih cevi za vodovod
Cena polipropilenskih cevi za vodovod Valovite cevi za oskrbo z vodo
Valovite cevi za oskrbo z vodo Vrste vodovodnih cevi in njihove glavne značilnosti
Vrste vodovodnih cevi in njihove glavne značilnosti Varjenje cevi iz polipropilena: navodila in video
Varjenje cevi iz polipropilena: navodila in video