Izbira pipe za navoj v obdelovancu
 Veliko industrijskih naprav, kot tudi veliko gospodinjskih predmetov, imajo navojne povezave, ki so bili uporabljeni že od antičnih časov.
Veliko industrijskih naprav, kot tudi veliko gospodinjskih predmetov, imajo navojne povezave, ki so bili uporabljeni že od antičnih časov.
Vsebina
Za glavne naprave, ki se uporabljajo za izdelavo elementov takšnih povezav, se uporablja črpalka. Njegova uporaba omogoča hitro in brez posebne težave, da se luknja v notranji ravnini luknje izreza, natančna nit. Če želite izrezati nit z dotikom, potrebujete tabelo, da določite velikost naprave.
Značilnosti oblikovanja
Prve naprave za vrezovanje funkcije enostaven sistem, in predstavlja tetraedrični drog na delovnem koncu, ki ga gladko stožec za zmanjšanje zob oster. Natezno telo je bilo ob uporabi takšne naprave razrezano z vijakom v notranji del matice ali v predhodno pripravljeno luknjo v predelanem izdelku.
Seveda je takšen mehanizem imel veliko pomanjkljivosti. Najpomembnejša pomanjkanja vključujejo odsotnost zadnje ravnine na rezalnem robu in negativno vrednost prednjega vogala. Sčasoma je sistem pipov postal bolj nameren, do danes pa ponujajo možnost ustvarjanja jasne in kvalitetne notranje niti.
V vsaki pipe za rezanje na notranjih površinah so taki elementi:
- utori (2 do 6);
- del ograje;
- Umeritveni del, ki ima cevasto konfiguracijo.
 Utori se nahajajo na drugi ravnini instrumenta, vzdolž celotne dolžine hkrati opravlja dve nalogi: zagotavljanje izhodnih žetonov s področja zdravljenja in dobavo poenostavitve v tem območju ohlaja mazivnega tekočino (hladila). Konfiguracija, ki utor je prečni prerez določi njene dve letali, od katerih se šteje sprednja stran armaturne naprej zob in 2. - naslonjala.
Utori se nahajajo na drugi ravnini instrumenta, vzdolž celotne dolžine hkrati opravlja dve nalogi: zagotavljanje izhodnih žetonov s področja zdravljenja in dobavo poenostavitve v tem območju ohlaja mazivnega tekočino (hladila). Konfiguracija, ki utor je prečni prerez določi njene dve letali, od katerih se šteje sprednja stran armaturne naprej zob in 2. - naslonjala.
Po vrsti profila so čipske flavte naslednje vrste:
- enojno radialno (z žlebovi te oblike se v večjem obsegu izvajajo pipe tipa kalibracije);
- z ravnimi površinami (naprave z žlebovi tega formata se uporabljajo za rezanje notranjih orehov);
- z ravnimi in radialnimi površinami (večina pip se proizvaja s takšnimi žlebovi, ki so neposredno takšne vrste).
Žlebove lahko postavimo na različne načine, razlikujemo pravokotne in spirale. Z žlebovi pravokotnega videza so izdelani večnamenski pipi splošne smeri. S spiralnimi levimi žlebovi se naprave uporabljajo za rezanje niti v prehod. Čipe, ki jih ustvari pripomoček, se premikajo pred njimi vzdolž gojene luknje, s čimer se odpravi nevarnost poslabšanja že odrezane niti. Ko se pipe uporabljajo s pravilno smerjo zvijanja žlebov, se ostružki odstranijo iz predelovalnega območja na steblo naprave. Desničarji so najbolj primerni za rezanje slepe luknje.
 Kot je že opisano, ima dotični del pipe konično konfiguracijo, kar poenostavlja postopek vstavljanja orodja v luknjo. Določena vrednost naklonskim kotom, ki je lahko v območje 3-20 ° izbran glede na dejstvo, za vsako vrsto mehanizma za obdelavo Uporabljena bo: struženje, intermediat ali barve.
Kot je že opisano, ima dotični del pipe konično konfiguracijo, kar poenostavlja postopek vstavljanja orodja v luknjo. Določena vrednost naklonskim kotom, ki je lahko v območje 3-20 ° izbran glede na dejstvo, za vsako vrsto mehanizma za obdelavo Uporabljena bo: struženje, intermediat ali barve.
Valjasti del umerjanja se izvaja z prenizke vrnitve v 0,1 milimetra, kar je potrebno, da se zmanjša sila trenja, ki se pojavljajo pri rezanju. Zmanjša silo trenja med delovnim delom iz pipe in površinsko podloga omogoča tudi zadnjo ravnino rezalnih zob, izvaja na svojih vrhovih z 1/3 njihovo širino. Podobno prenizka tvorjen opazil ravnini rezalnega zoba S velikost premera orodja od 12-30 mm je okoli 0,1 mm.
Vrste pip do cilja
Sodobna industrija proizvaja različne vrste pip, ki se razlikujejo po zasnovi in večnamenski zmogljivosti. Torej, glede na lastno zasnovo, se lahko pipi nanašajo na eno od teh tipov.
Ključavničarji
 Te naprave se najpogosteje štejejo za ročne in se uporabljajo v povezavi z ovratnikom, skozi katere se poroča o vrtenju. Praviloma jih objavljajo in uporabljajo s kompleti, sestavljenimi iz 2-3 instrumentov, od katerih vsaka odstrani iz obdelane ravnine samo del dodatka. Lestvica pip, ki vstopajo v tak komplet (delovni premeri) je drugačna.
Te naprave se najpogosteje štejejo za ročne in se uporabljajo v povezavi z ovratnikom, skozi katere se poroča o vrtenju. Praviloma jih objavljajo in uporabljajo s kompleti, sestavljenimi iz 2-3 instrumentov, od katerih vsaka odstrani iz obdelane ravnine samo del dodatka. Lestvica pip, ki vstopajo v tak komplet (delovni premeri) je drugačna.
Prvo orodje v steblu ki je začel označba 1 vezaj se uporablja za izvajanje struženje, 2. (z 2 pomišljaji stebla) - za vmesne in tretje (vsakokrat s 3 pomišljaji) - za zaključevanje navoja .
Stroj ali strojni priročnik
To so naprave, s pomočjo katerih se lahko nit izdeluje ročno in na strojih različnih vrst (struženje, vrtanje, agregat itd.). Od ključavničarjev se takšne naprave razlikujejo le v skrajšanem sesalnem delu in višji odpornosti na mehanske obremenitve.
Nut naprave
S pomočjo takšnih naprav, kot sledi iz njihovega imena, opravljajo rezanje v maticah. Matice, v katerih je bila nit že odrezana, ne zavrtite iz naprave, ampak se premaknite v podolgovat repni odsek. Ruševine naprav, s katerimi so rezani navoji v vrtalnih strojih, imajo pravokotno konfiguracijo.
Matice z že narezanim navojem, premaknjene na tak pritrdilni element, preprosto izklopite, potem ko odstranite napravo iz stiskalnice stroja. Za rezanje orehov v navojnih strojih se uporabljajo naprave, katerih kraki imajo ukrivljeno konfiguracijo. Pri vijačenju s podobno metodo se tlačne matice potisnejo med seboj vzdolž hrbtišča naprave, segajo do končnega dela in padejo v pripravljeno posodo.
Vrste pip po načrtih
Po lastni zasnovi so naprave tudi razdeljene na različne tipe. Torej, odvisno od tega parametra, razlikujemo takšna orodja:
- s črtami za britje skrajšane dolžine, Kateri beskanavochnymi (na primer sistem pipe posebej zasnovan, da se zmanjšajo delov iz viskozno nizko ogljična jekla, aluminijevih zlitin, kot tudi trajnega jekel);
 z žlebovi, nameščenimi vzdolž vijačnice (namestite podobne naprave v obdelovalne centre in uporabite za rezanje gluhih niti);
z žlebovi, nameščenimi vzdolž vijačnice (namestite podobne naprave v obdelovalne centre in uporabite za rezanje gluhih niti);- z rezanjem zob v zaporednem vrstnem redu (zaradi dejstva, da se rezalni zob v kalibracijskem delu podobne naprave prekriža skozi eno, je mogoče med obdelavo doseči zmanjšanje sile trenja);
- korak z delovnim delom, razdeljen na dva mesta, od katerih vsak opravlja svojo vlogo (na primer, da se okrepimo pipe, kjer se prvi odsek deluje na generator tokokroga in drugi - po profilnoy- naprave v drugih vrstah koraku prvi odsek nosi funkcijo rezanja, in drugi - glajenje);
- skupaj (to je v bistvu 2 v 1: njihov rezalni delež, izdelan v enem dizajnu, se začne s svedrom in se konča s pipo);
- pipe, ki se uporabljajo v luknji katerega koli premera (Z njihovo podporo je nit reši na stružnici, v katerem je vpenjalna glava pritrjena predelan del in vpenjanje orodja - Premikanje steblo instrumenta, ki se uporablja med tekočo navojev podprt motorizirano sani in enakomernega obdelana delov - vreteno vrtenje.);
- z notranjo votlino, kot rezultat, ki je hladilna naprava za predelavo (uporaba takšne pipe, v nekaterih posebno opremo ali faznih, omogoča znatno povečanje učinkovitosti navojem);
- zvonec (podobne naprave se uporabljajo za precejšen premer (50-400 milimetrov) in imajo montažni sistem, sestavljen iz enojnih rezalnih komponent).
Strukturno so vse zgoraj navedene naprave med seboj tako različne, da jih je mogoče ločiti med seboj tudi s fotografije.
Vrste navojev
Z uporabo pip različnih kategorij, kot tudi različnih vrst umrlih, lahko na površini ustvarite podrobnosti rezbarenja različnih tipov. Odvisno od vrste niti, so pipovi razdeljeni v naslednje kategorije:
 meritev. To so naprave, s katerimi je metrićna nit izrezana. Sestavni del nitke v takšnih različicah ima konfiguracijo enakopravnega trikotnika in vse njegove značilnosti se merijo v milimetrih. Označevanje takšnih pip vsebuje črko "M". Za izbiro metrične meritve in premera predhodne luknje se uporablja posebna referenčna tabela;
meritev. To so naprave, s katerimi je metrićna nit izrezana. Sestavni del nitke v takšnih različicah ima konfiguracijo enakopravnega trikotnika in vse njegove značilnosti se merijo v milimetrih. Označevanje takšnih pip vsebuje črko "M". Za izbiro metrične meritve in premera predhodne luknje se uporablja posebna referenčna tabela;- palčni. Delovni delež takšnih pip ima konično konfiguracijo. Premer inč naprav se meri v centimetrih, višina pa je v številu niti ene palce (25,4 mm). Nagib srednje ravnine tokovnih tokov je 1 ° 47`24 ";
- cevasto. To vključuje cevaste in konične naprave, ki se uporabljajo v cevnih spojih.
Pipe se lahko uporabljajo za luknje z različnimi niti. Za levi navoj se razlikujejo od instrumentov prave vrste le po smeri dviganja rezalne linije. Obstajajo različne pipe za dotikanje, grafikon velikosti vključuje zahtevane poglede.
Materiali za pipe
Naslednji materiali se uporabljajo za izdelavo naprav različnih vrst:
- Visokogljična jekla (U10A, U12A itd.);
- Hitro jeklo (R6M5, R6M5K5 itd.);
- trde zlitine.
Izbirna merila
Najprej je vrsta naprave izbrana glede na vrsto niti in njen namen. V skladu s pogoji točnosti se določi, ali je treba uporabiti posamezen zabojnik ali je potreben komplet. Poleg tega se pipe proizvajajo z različno čistočo obdelave njihovega rezalnega elementa, ki ima velik vpliv na zanesljivost izrezovanja.
 Material, v katerem želite rezati nit, vpliva na izbiro naprave. Zato je treba upoštevati vodilni pogled na ostrenje zob. To bo 5-10 stopinj za jeklo, 0-5 stopinj za bakrove zlitine, 25-30 stopinj za aluminij in zlitine. Instrumente lahko izdelamo iz preprostih jekel, močnih jekel ali močnih pip, ki jih je treba zagotoviti, ko upoštevamo, kateri material se obdeluje.
Material, v katerem želite rezati nit, vpliva na izbiro naprave. Zato je treba upoštevati vodilni pogled na ostrenje zob. To bo 5-10 stopinj za jeklo, 0-5 stopinj za bakrove zlitine, 25-30 stopinj za aluminij in zlitine. Instrumente lahko izdelamo iz preprostih jekel, močnih jekel ali močnih pip, ki jih je treba zagotoviti, ko upoštevamo, kateri material se obdeluje.
Glavna izbira je izvedena s premerom izvrtine, pri kateri se izvaja rezanje navojev. Premer delovne naprave mora biti nekoliko manjši od premera luknje. Tako je za merilni navoj M20 (premer delovne pipe 20 mm) premer izvrtine znašal 19 milimetrov. Pri metriki, če ni posebnih pogojev, se naredi standardni korak. Na primer navoj M4 - korak 0,7 mm, M5 - 0,8 mm, M10 - 1,5 mm, M12 - 1,75 mm itd.
Rezanje navojev
Če želite izrezati notranji navoj s pipo, vam bo miza za izbiro pomagala odločiti o izbiri naprave. Del, v katerem je izdelana nitna luknja, je pritrjena v trebuhu, tako da je rez na luknji na vrhu. Vrstico luknje je treba postaviti strogo navpično na mizo.
Točka je varno pritrjena v vtičnico ključev in vstavljena v posnetek luknje. Če držite roke s ključem, pritisnite pipo na del in zavrtite v smeri urinega kazalca. Promet je gladek in celo z lahkotnim pritiskom. Tako sta dva zavoja usmerjena naprej. Nato zavrtite polovico nazaj (v nasprotni smeri urinega kazalca). V tem vrstnem redu se vrti luknja.
Pri navoju mora biti vijak pritrjen. Občasno je treba mehanizem ohladiti. Priporočljivo je, da uporabite takšne snovi:
- pri delu z aluminijem - kerozinom;
- z bakrenim terpentinom;
- z jeklom - posebna emulzija.
Za bronasto ali lito železo se lahko izognemo hlajenju.
Rezanje je najbolje narediti s popolnimi napravami. Najprej odrežite črno nit. Potem se prenese srednja pip, in šele takrat se nit končno ustvari s pomočjo končne pipe. Izključitev iz obdelave katerekoli stopnje ne povzroči pospeševanja procesa, vendar bistveno vpliva na kakovost dela.
 Kako priključiti aluminijasto in bakreno žico
Kako priključiti aluminijasto in bakreno žico Sanitarna tehnika "ameriški", kaj je to?
Sanitarna tehnika "ameriški", kaj je to? Kaj je teodolit in za kaj je to?
Kaj je teodolit in za kaj je to? Kako namestiti fin filtra za vodo
Kako namestiti fin filtra za vodo Kako priključiti kotel na vodno cev - navodila po korakih
Kako priključiti kotel na vodno cev - navodila po korakih Rotacijska miza za rezkalni stroj
Rotacijska miza za rezkalni stroj Namestitev pralnega stroja z lastnimi rokami, video
Namestitev pralnega stroja z lastnimi rokami, video Katera vrsta rezbarenja se zgodi: vrste in parametri
Katera vrsta rezbarenja se zgodi: vrste in parametri Premer luknje za metrično nit
Premer luknje za metrično nit Kako ročno odrezati nit
Kako ročno odrezati nit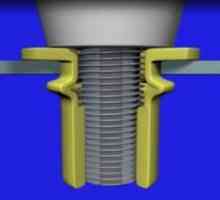 Kaj so zakovice z navojem z navojem
Kaj so zakovice z navojem z navojem Sorte sanitarnih čevljev
Sorte sanitarnih čevljev Uporaba motorja iz starega pralnega stroja
Uporaba motorja iz starega pralnega stroja Rim-nut din 582 v različnih panogah
Rim-nut din 582 v različnih panogah Matice po GOST 5927-70: zadrge in standardizacija
Matice po GOST 5927-70: zadrge in standardizacija Načelo delovanja in razporeditev vrtinčne črpalke
Načelo delovanja in razporeditev vrtinčne črpalke Na voljo so sidrni vijaki.
Na voljo so sidrni vijaki. Katere tovorne ključavnice je bolje izbrati za kovinska vrata?
Katere tovorne ključavnice je bolje izbrati za kovinska vrata? Izbira odtočne črpalke za umazano vodo
Izbira odtočne črpalke za umazano vodo Samoprezni vijaki s stiskalnico za kovine in les
Samoprezni vijaki s stiskalnico za kovine in les Teodolitna naprava in njen namen
Teodolitna naprava in njen namen