Razred trdote in oznake
 Današnja izbira pritrdilnih elementov je zelo velika. Uporabljajo se za povezovanje komponent različnih modelov ter povečujejo njihovo zanesljivost in odpornost na stres. Glede na namen navojnih delov jih je treba izbrati glede na razred trdnosti vijakov.
Današnja izbira pritrdilnih elementov je zelo velika. Uporabljajo se za povezovanje komponent različnih modelov ter povečujejo njihovo zanesljivost in odpornost na stres. Glede na namen navojnih delov jih je treba izbrati glede na razred trdnosti vijakov.
Značilnosti izbire
Razred trdnosti teh delov je odvisen predvsem od razreda in moči jekla, uporabljajo v njihovi proizvodnji. Če na primer struktura ni podvržena resnemu stresu, se lahko varno osredotočimo na dele z nizko stopnjo.
Če se bodo uporabljali v kritičnih strukturah, na primer, stolpni žerjavi, brez izdelkov visoke trdnosti, ne bo delovala.

Vsi tehnični parametri takšnih delov morajo ustrezati GOST 7817-70. Navaja razrede zlitin, ki jih je mogoče uporabiti za njihovo izdelavo. Ker obstaja več vrst izdelkov, imajo vsi poseben namen. Odvisno od razreda se tudi njihova oznaka spremeni.
Razredi moči
 GOST 1759.4-87, odvisno od mehanskih značilnosti delov, vključuje razdelitev teh izdelkov v enajst kategorij. Pravila za dekodiranje njihovih oznak ne bi smela povzročati resnih težav - pomnožitev s 100 mesti pred točko, omogoča določitev takšnega indikatorja kot natezna trdnost materiala sornika. Za merjenje uporabite enoto - N / mm2. Na primer oznaka 4.6 predpostavlja, da ima izdelek natezno trdnost 400 N / mm2.
GOST 1759.4-87, odvisno od mehanskih značilnosti delov, vključuje razdelitev teh izdelkov v enajst kategorij. Pravila za dekodiranje njihovih oznak ne bi smela povzročati resnih težav - pomnožitev s 100 mesti pred točko, omogoča določitev takšnega indikatorja kot natezna trdnost materiala sornika. Za merjenje uporabite enoto - N / mm2. Na primer oznaka 4.6 predpostavlja, da ima izdelek natezno trdnost 400 N / mm2.
Razmnoževanje druge številke za 10 omogoča, da poznamo eksponentni parameter napetosti (napetosti, pri kateri zlitina postane predmet plastične deformacije). Na primer, za kategorijo 3.6 bo 60%.
Pri izračunavanju obremenitev v navojnih sklepih je običajno določiti določeno varnostno stopnjo glede na indeks napetosti.
Vijaki, ki spadajo v skupino izdelkov z visoko trdnostjo, morajo imeti natezno trdnost najmanj 800 MPa. V teh panogah so našli široko uporabo, v katerih so strukture strogo zanesljive. Ta skupina vključuje vse podrobnosti, ki se začnejo s kategorijo 8.8. Zlitine z visoko trdnostjo, po drugi strani, veljajo za izdelke razreda ne manj kot 8,0.
 To je treba omenitiKategorija moči navojnih delov ni odvisna le od materiala, ampak tudi proizvodne tehnologije. Skoraj vsi vijaki, ki so del skupine izdelkov visoke trdnosti, proizvajajo metoda izkrcanja, za oblikovanje navoja pa se uporabljajo posebni kotalni polavtomatski stroji. Po obdelavi se izdelki ustrezno toplotno obdelajo. Končna faza proizvodnje visoko trdnih sornikov je premaz.
To je treba omenitiKategorija moči navojnih delov ni odvisna le od materiala, ampak tudi proizvodne tehnologije. Skoraj vsi vijaki, ki so del skupine izdelkov visoke trdnosti, proizvajajo metoda izkrcanja, za oblikovanje navoja pa se uporabljajo posebni kotalni polavtomatski stroji. Po obdelavi se izdelki ustrezno toplotno obdelajo. Končna faza proizvodnje visoko trdnih sornikov je premaz.
Tehnološka oprema, ki se uporablja za sprostitev delov po metodi izkrcanja, je zelo raznolika. Obstajajo modeli, ki lahko proizvedejo približno 200 enot na minuto. Glavni material za njihovo proizvodnjo so zlitine z nizko vsebnostjo ogljika in legiranim jeklom. Glavna zahteva za to je količina ogljika. V skladu z dokumentacijo ta parameter ne sme presegati 40%.
Odličen primer takih materialov je lahko 20KP, 40X, 20G2R in drugi. Zaradi uporabe različnih vrst toplotne obdelave je mogoče izdelati dele iz enega materiala, ki spada v različne kategorije trdnosti. Kot primer upoštevajte jeklo 35, iz katerega lahko izdelate naslednje izdelke:
- 5.6 - doseženi s strojno obdelavo proizvoda na stružnih in rezkalnih strojih.
- 6.6, 6.8 - volumetrično žigosanje.
- 8.8 - po obdelavi je izdelek izpostavljen strjevanju.
Razvrščanje visoko trdnih vijakov predvideva razpoložljivost visoko specializiranih izdelkov, ki se uporabljajo v nekaterih panogah. Vse njihove značilnosti so opisane v posebni regulativni dokumentaciji. Poleg zelo ozko specializiranih vijakov se lahko razlikujejo tudi pri izvedbi, za katere se oznake uporabljajo:
- U - govori o možnosti uporabe pritrdilnega elementa pri temperaturah do -40 ° C Treba je omeniti, da pismo najpogosteje ni navedeno v oznaki.
- CL - temperaturni pogoji so kaljeni in tak izdelek se lahko uporabi pri -65 ° C
Določitev delov
 Sistem za označevanje navojnih pritrdilnih elementov je ustanovila Mednarodna organizacija za standardizacijo (ISO). Treba je opozoriti, da so standardi, nastali v času sovjetskih časov, temeljili na podobnih načelih. Z vsemi malenkostmi dekodiranja označevanje vijakov najdete v ustrezni tehnični dokumentaciji.
Sistem za označevanje navojnih pritrdilnih elementov je ustanovila Mednarodna organizacija za standardizacijo (ISO). Treba je opozoriti, da so standardi, nastali v času sovjetskih časov, temeljili na podobnih načelih. Z vsemi malenkostmi dekodiranja označevanje vijakov najdete v ustrezni tehnični dokumentaciji.
Treba je opozoriti, da morajo biti simboli obvezno nameščeni na vse vijake in vijake s premerom 6 mm. Izdelke z manjšim premerom lahko označimo po želji proizvajalca. Deli, izdelani v skladu s tehnologijo rezanja kovin, morda niso označeni.

Najpogosteje se oznaka nanaša na čelno stran ali stransko površino glave sornika. V drugem primeru je treba za to uporabiti poglobljene znake. V parametru višine konveksnih simbolov obstaja več zahtev odvisno od velikosti izdelka:
- 0,1 mm - za pritrdilne elemente z navojnim delom premera do 8 mm.
- 0,2 mm - vijaki s premerom niti od 8 do 12 mm.
- 0,3 mm - za vse izdelke z navojem več kot 12 mm.
Nekateri regulativni dokumenti urejajo geometrijo navojnih povezav. Na primer, po GOST 7798-70 morajo imeti proizvodi šestkotno glavo in sodijo v normalni razred točnosti.
 Mehanske lastnosti kovin in zlitin
Mehanske lastnosti kovin in zlitin Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij
Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij Orodje jekla: ogljika in zlitine
Orodje jekla: ogljika in zlitine Karakterizacija in uporaba titana in zlitin na osnovi tega
Karakterizacija in uporaba titana in zlitin na osnovi tega Opis gosta 380-2005 o ogljikovem jeklu
Opis gosta 380-2005 o ogljikovem jeklu Katera vrsta rezbarenja se zgodi: vrste in parametri
Katera vrsta rezbarenja se zgodi: vrste in parametri Priprava betona - pravi deleži
Priprava betona - pravi deleži Kakšen razred in razred betona
Kakšen razred in razred betona Vzroki razpok v betonu
Vzroki razpok v betonu Značilnosti asortimana armatur in njegova površina glede na gost
Značilnosti asortimana armatur in njegova površina glede na gost Značilnosti, značilnosti toplotne obdelave in uporabe jekla 40h
Značilnosti, značilnosti toplotne obdelave in uporabe jekla 40h Pritrditev nosilca okrepljeno: prednosti in izbira
Pritrditev nosilca okrepljeno: prednosti in izbira Matice po GOST 5927-70: zadrge in standardizacija
Matice po GOST 5927-70: zadrge in standardizacija Ventili GOST 5781 82: klasifikacija in tehnične značilnosti
Ventili GOST 5781 82: klasifikacija in tehnične značilnosti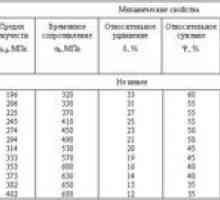 Jekleni razred 30: značilnosti praznih delov glede na stanje
Jekleni razred 30: značilnosti praznih delov glede na stanje Razred ojačitve, jeklo in označevanje
Razred ojačitve, jeklo in označevanje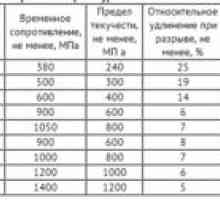 Armature razreda a1 in njegove značilnosti
Armature razreda a1 in njegove značilnosti Značilnosti proizvodnje vzmetne žice
Značilnosti proizvodnje vzmetne žice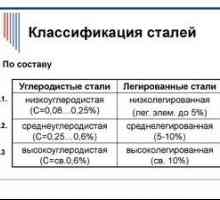 Kemična sestava in klasifikacija jekla po namenu
Kemična sestava in klasifikacija jekla po namenu Opis tipov in zasnove in vijaka distančnika
Opis tipov in zasnove in vijaka distančnika Opis in značilnosti jeklene žice po GOST 3282-74
Opis in značilnosti jeklene žice po GOST 3282-74