Kotiček jekla neenakomeren: sortiment in gosty
 Valjani kovinski izdelek s profilno obliko v obliki črke G ali L se imenuje kot. Strani izdelka so strogo pravokotne. Če imajo robovi vogala drugačno širino, se imenujejo neenake. Takšni izdelki najdejo svojo uporabo v gradbeništvu in v industrijskih sektorjih.
Valjani kovinski izdelek s profilno obliko v obliki črke G ali L se imenuje kot. Strani izdelka so strogo pravokotne. Če imajo robovi vogala drugačno širino, se imenujejo neenake. Takšni izdelki najdejo svojo uporabo v gradbeništvu in v industrijskih sektorjih.
Jeklene vogale so priljubljene zaradi njihove vsestranskosti in trajnosti. Izdelane so iz ogljika ali nizko legiranega jekla
Izdelava vogalov
Pri proizvodnji izdelkov iz valjane zlitine se uporabljajo dve metodi: vroče in hladno valjanje. Valjarna je sestavljena iz kompleksa agregatov, ki izvajajo plastično deformacijo kovine v zvitkih. Na valjarnah dobijo široko paleto kovinskih izdelkov.
Jeklena gredica se segreva na temperaturo mehčanja kovine, včasih na 900-1200 stopinj, odvisno od sestave jekla. Ogrevanje mora biti enotno, zato ta postopek traja določen čas. Ta način valjanja vam omogoča, da odstranite razpoke in lupine s površine kovine.
 Nato se ogrevane predoblike napolnijo v valjarni, kjer se preidejo med valje, da tvorijo dimenzije in mere izdelka. Vroče valjanje se uporablja za proizvodnjo izdelkov z debelino od štirih milimetrov do petnajst centimetrov. Pod vplivom visokih temperatur se površina kovine oksidira s tvorbo lestvice. Druga pomanjkljivost je pridobivanje izdelka z neenakomerno debelino.
Nato se ogrevane predoblike napolnijo v valjarni, kjer se preidejo med valje, da tvorijo dimenzije in mere izdelka. Vroče valjanje se uporablja za proizvodnjo izdelkov z debelino od štirih milimetrov do petnajst centimetrov. Pod vplivom visokih temperatur se površina kovine oksidira s tvorbo lestvice. Druga pomanjkljivost je pridobivanje izdelka z neenakomerno debelino.
Na hladnem najemu uporabljajo se samo plastični materiali. V tem primeru je potrebno veliko truda, da bi izdelek pod visokim pritiskom večkrat zvijal, da bi zmanjšali debelino listov. Hladno valjanje se uporablja za izdelavo izdelkov, debelih manj kot štiri milimetre.
V tem primeru se obdelovanci ogrevajo na temperaturo 160-180 stopinj, število zvitkov pa se povečuje. V tem primeru dobimo dragocene izdelke brez lestvice na površini.
Z predgreto kovino je veliko ceneje. Če trdnost velikih izdelkov pride v ospredje in enakomerna debelina ni tako pomembna, se uporabijo vogali z vročim valjanjem. Moč je odvisna od sestave kovine. Za načrtovanje in dodelavo prostorov uporabite izdelke, ki nastanejo pri upogibanju hladnih pločevin.
Uporaba MLNZ v proizvodnji
Korak naprej je bila uporaba strojev za kontinuirno litje za proizvodnjo kovinskih izdelkov. V tem primeru lahko uporabite valjarne z nižjo zmogljivostjo.
 Jeklo se vlije v predoblik določene oblike - plesen, plesen ima vodno hlajenje.
Jeklo se vlije v predoblik določene oblike - plesen, plesen ima vodno hlajenje.- Pred vlivanjem jekla je v kalupu nameščeno seme - naprava ima zapiralni oprijem. Ustvari dno za prvi del jekla.
- Po hlajenju površine se seme raztegne z oblikovalnim ingotom.
- Postopek razlitja jekla se nadaljuje in trak nenehno narašča. Takšna proizvodnja omogoča pridobivanje izdelkov z neomejeno dolžino.
- V ohlajeni obliki se oblikuje ingot s trdno površino, vendar zadrži tekočo bazo vzdolž svoje središčne osi. V sekundarni hladilni coni se obdelovanec popolnoma strdi.
Pridobivanje grobega obdelovanca določene konfiguracije zahteva manj časa in denarja, da bi dobili končni izdelek, s čimer se poveča učinkovitost tekoče proizvodnje.
Getting jekleni kot iz ogljikovega jekla 20 metoda kontinualnih ulitkov (NLZ) - najučinkovitejši tehnološki proces. V tem primeru so procesi NLP in njihov nadaljnji valjanje združeni v enem kompleksu, zato ni potrebe po segrevanju obdelovancev v pečeh za naknadno valjanje.
 Nova tehnologija je omogočila poenostavitev tehnološkega procesa valjanja, s čimer so se izognili dragim prevlekam in gredicam. Pravzaprav brez dodatnih stroškov ogrevanja, skladiščenja in transporta izdelkov iz valjanih kovin.
Nova tehnologija je omogočila poenostavitev tehnološkega procesa valjanja, s čimer so se izognili dragim prevlekam in gredicam. Pravzaprav brez dodatnih stroškov ogrevanja, skladiščenja in transporta izdelkov iz valjanih kovin.
Novi pristop je omogočil Zmanjšajte izgube kovin za obrezovanje, ki je v primeru izlivanja jekla v kalupe od 15 do 25 odstotkov.
V Sovjetski zvezi se je leta 1945 začel prvi stroj za kontinuirno litje. Na njej so bili odrezani kvadratni in okrogli deli. Stran ali premer praznih mest je bil 200 mm. V naslednjih letih smo pri pridobivanju izkušenj z neprekinjenim litjem jekla postali obdelovanci z majhnim odsekom. In v sedemdesetih letih je bila LNZ instalacija razširjena industrijska uvedba.
Vrste jeklenih kotičkov in njihov opis
 Enako Vogali imajo enake širine. Takšen izdelek ima dimenzije, na primer 50 × 50 × 4. Če zadnja številka označuje debelino materiala, prva dva pa sta širina police. Širina police je od 20 do 200 milimetrov, dolžina pa je od 4 do 12 metrov. Vogali so označeni s številkami in črkami, A in B.
Enako Vogali imajo enake širine. Takšen izdelek ima dimenzije, na primer 50 × 50 × 4. Če zadnja številka označuje debelino materiala, prva dva pa sta širina police. Širina police je od 20 do 200 milimetrov, dolžina pa je od 4 do 12 metrov. Vogali so označeni s številkami in črkami, A in B.
A - zasnovan za visoko precizne valjarne, B - srednja, normalna, natančnost valjanja.
Neenakomerno Koti imajo police različnih širin, na primer 160 × 100 × 9. Jasno je, da je širina ene police 160 mm, druga 100 mm, debelina kovine 9 mm.
Neenakomerni kot GOST:
- GOST 8510-86 za vogale vroče valjanih neenakomernih žarkov.
- GOST 19772-93. za vogale ukrivljene neenake.
Razpon vogalov neenakega je velik, zato so prirejene ne samo dimenzije, temveč tudi referenčne vrednosti za osi, prečni prerez, kot osi, teža v kilogramih na meter. Dodatni parametri izdelka: polmer notranje krivine, polmer ukrivljenosti polic, vztrajnostni moment, vztrajnostni polmer, razdalja od težišča do zunanjih površin.
 Takšni koti tudi so razvrščeni glede na točnost najema s črki A in B. Teža vogalov, ne glede na vrsto valjane kovine, je lahko 0,89-36,97 kg / m. Višina police je 25-200 milimetrov, širina je od 16 do 125 milimetrov. Masa izdelka je od 0,91 do 39,07 kg / m.
Takšni koti tudi so razvrščeni glede na točnost najema s črki A in B. Teža vogalov, ne glede na vrsto valjane kovine, je lahko 0,89-36,97 kg / m. Višina police je 25-200 milimetrov, širina je od 16 do 125 milimetrov. Masa izdelka je od 0,91 do 39,07 kg / m.
Obstaja tabela omejevalnih odstopanj v velikosti police. Na primer, za vogale 2,5 / 1,6-5 / 3,2 je milimetrski v obeh smereh, za vogale 18 / 11-20 / 12,5 do 3 milimetre.
Odvijanje zunanjega roba police ni standardizirano. Ampak včasih je kot zavrtanja pomemben za potrošnika. V tem primeru z debelino 10 mm ne sme presegati 0,3 debeline police, debeline 16 mm - ne višje od 5 mm.
Ti kovinski izdelki so dimenzionalna, večkratna in neomejena dolžina.
Zahteve za trdnost jeklenih izdelkov za napetost, torzijo in upogibanje določajo sestavo materiala, potrebnega za njihovo izdelavo. Če so zahteve nizke, se uporabljajo preprosta ogljikova jekla, s povečanimi zahtevami glede nosilnosti se uporabljajo strukturna jekla.
Uporaba neenakega kota
Neenakomerni koti vročega valjanja navadnega jekla se uporabljajo v prostorih, kjer trdnost in estetika izdelka ali začasne strukture, na primer v hlevih, pomožnih zgradbah, niso tako pomembni.
 Elementi valjane kovine iz nizko legiranega jekla po višji ceni. So močnejši in prenesejo temperaturne spremembe in visoko vlažnost. So zanesljivi in se uporabljajo v gradbeništvu, proizvodnji pohištva, strojni opremi, avtomobilski industriji, strojih, izdelavi vratnih in okenskih pobočij.
Elementi valjane kovine iz nizko legiranega jekla po višji ceni. So močnejši in prenesejo temperaturne spremembe in visoko vlažnost. So zanesljivi in se uporabljajo v gradbeništvu, proizvodnji pohištva, strojni opremi, avtomobilski industriji, strojih, izdelavi vratnih in okenskih pobočij.
Vogali so nenadomestljivi, ko namestitev zemeljskega polaganja cevovodov za izvedbo pritrdilnega sistema kanalov in nosilcev v gradbeništvu. Upognjeni koti niso primerni za uporabo v nosilnih konstrukcijah.
Neenaki vogali so našli široko uporabo pri krepitvi betonskih izdelkov v industriji in gradbeništvu.
Uporabljajo se v medicini in proizvodnji strešnih kritin posebna vrsta vogalov - pocinkana. Niso korodirani, zato se uporabljajo tam, kjer lahko pridejo v stik z vodno površino.
Takšni elementi valjane kovine se uporabljajo pri gradnji nadvozov, mostov, nadstreškov, ograj, klopi, vizirjev, pri izdelavi okvirov pohištva.
 V gradbeništvu, Koti dimenzij 125 × 80 × 8 in 160 × 100 × 10. Dodatni parameter za ocenjevanje dolžine izdelka je, koliko metrov se obračuna na tono teže. Na primer, za izdelek prve velikosti je vrednost 79,49 metra, za drugo - 50,38 metra. Z različno debelino kovine se dolžina kota v toni spreminja. Element 160 × 100 × 14 ima dolžino 36,68 metra na tono teže.
V gradbeništvu, Koti dimenzij 125 × 80 × 8 in 160 × 100 × 10. Dodatni parameter za ocenjevanje dolžine izdelka je, koliko metrov se obračuna na tono teže. Na primer, za izdelek prve velikosti je vrednost 79,49 metra, za drugo - 50,38 metra. Z različno debelino kovine se dolžina kota v toni spreminja. Element 160 × 100 × 14 ima dolžino 36,68 metra na tono teže.
 Tališče kovine v stopinjah
Tališče kovine v stopinjah Orodje jekla: ogljika in zlitine
Orodje jekla: ogljika in zlitine Odvisnost teže jeklene plošče na vrsti valjane kovine
Odvisnost teže jeklene plošče na vrsti valjane kovine Obseg in prednosti vroče valjanih plošč
Obseg in prednosti vroče valjanih plošč Proizvodnja izdelkov iz nerjavečega jekla: jeklo, značilnosti
Proizvodnja izdelkov iz nerjavečega jekla: jeklo, značilnosti Kanal: vrste, proizvodnja in obseg
Kanal: vrste, proizvodnja in obseg Univerzalna miza z maso jeklenega kota 50x50x5
Univerzalna miza z maso jeklenega kota 50x50x5 Kovinska cev kvadratnega prereza
Kovinska cev kvadratnega prereza Sheet hladno valjani: tehnologija proizvodnje
Sheet hladno valjani: tehnologija proizvodnje Značilnosti toplo valjanega jekla
Značilnosti toplo valjanega jekla Proizvodnja vroče valjanega trakovnega jekla po GOST 103-76
Proizvodnja vroče valjanega trakovnega jekla po GOST 103-76 Značilnosti legiranega jekla: sorte, uporaba
Značilnosti legiranega jekla: sorte, uporaba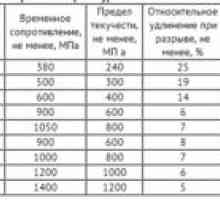 Armature razreda a1 in njegove značilnosti
Armature razreda a1 in njegove značilnosti I-žarki kovinski žarki: označevanje gost
I-žarki kovinski žarki: označevanje gost Valovita jeklena pločevina, valovita jekla 8568-77
Valovita jeklena pločevina, valovita jekla 8568-77 Profil kovin n-oblike
Profil kovin n-oblike Jekleni enak kot, gost 8509-93
Jekleni enak kot, gost 8509-93 Razvrščanje in označevanje jekla
Razvrščanje in označevanje jekla Pravokotna kovinska cev
Pravokotna kovinska cev Brezšivne, jeklene in brezšivne mehanske cevi
Brezšivne, jeklene in brezšivne mehanske cevi Značilnosti enakega kotnega kotička z dimenzijami 50 x 50 x 5
Značilnosti enakega kotnega kotička z dimenzijami 50 x 50 x 5