Vroče pocinkanje jeklenih konstrukcij: tehnologija cinkanja
 Vroče galvaniziranje se uporablja že več kot 250 let in je še vedno najcenejši in najučinkovitejši način za zaščito kovinskih izdelkov pred korozijo
Vroče galvaniziranje se uporablja že več kot 250 let in je še vedno najcenejši in najučinkovitejši način za zaščito kovinskih izdelkov pred korozijo
Vroče pocinkanje bo zaščitilo izdelke in opremo železnih kovin pred korozijo in jim omogočilo uporabo v določenem obdobju. Običajno pocinkani izdelki služijo 25-30 let.
Prednosti vročega pocinkanja
Ko je galvaniziranje kovinskih konstrukcij vroče pocinkano, je površina kovinskega izdelka pokrita s plastjo cinka, po metodi priljubljenosti pa je druga le galvanska tehnologija. S stroški izvedbe in vzdržljivosti nastalih premazov je ta metoda boljša od elektrokemijske metode.
Metoda predvideva nanašanje plasti cinka na površino kovinske posode z debelino 40-65 μm. Ta premaz zagotavlja oviro in elektrokemično zaščito pred korozijo. Predvsem pocinkano jeklo.
Vroče pocinkanje je v primerjavi z drugimi tehnologijami značilna optimalna kombinacija stroškov postopka in zagotavljanje visokih zaščitnih lastnosti cinkove plasti. Zdravljeni izdelek lahko traja 65-70 let tudi v zelo neugodnih pogojih, hkrati pa ohranja te lastnosti.
Prednosti metode so naslednje:
 Ta tehnologija se uporablja tudi za obdelavo izdelkov iz kompleksnih geometrijskih oblik. Zlasti cevi se obravnavajo tako.
Ta tehnologija se uporablja tudi za obdelavo izdelkov iz kompleksnih geometrijskih oblik. Zlasti cevi se obravnavajo tako.- Površine cinkanja, poškodovane z mehanskim delovanjem, je mogoče obnoviti brez motenj.
- Stabilnost prevleke pri medsebojnem delovanju s tekočimi mediji je 6-krat višja kot v primeru drugih načinov galvanizacije. Zato se ta tehnologija uporablja pri predelavi cevi in posod.
- Veliko pomanjkljivosti se učinkovito odpravi: pore, lupine itd.
- Uporaba cevi in strojne opreme, prekrita s cinkom s to tehnologijo, zahteva minimalne finančne stroške. Površine ne zahtevajo rednega barvanja, saj že obstaja zaščita pred negativnim vplivom zunanjega okolja. To je zelo pomembno za cevi, ki delujejo na težko dostopnih mestih (pod zemljo, znotraj sten).
Faze pocinkanih jeklenih konstrukcij
Dve fazi:
- Površina, ki jo je treba obdelati, je skrbno pripravljena.
- Izdelek je potopljen v staljen cink in kot rezultat je dobesedno obdano z njim.
Odtenke vroče pocinkane kovine urejajo GOST 9.307-89.
Priprava proizvoda za postopek
Po GOST je treba površino, ki jo je treba obdelati, skrbno pripraviti. Usposabljanje vključuje:
 strojna obdelava;
strojna obdelava;- razmaščevanje;
- pranje;
- jedkanje;
- pranje po jedkanju;
- fluxing;
- sušenje.
Mehanska obdelava odstrani umazanijo, rje, izdelke oksidacije, vključke žlindre. GOST določa okrog ostrih robov in vogalov na izdelku, to pa tudi z obdelavo. V proizvodnji se uporabljajo peskalne naprave.
Pred glavnim postopkom izboljšamo oprijem zaščitne plasti na obdelovancu pri približno 75 ° C. Prisotnost madežev olja in masti na površini izdelka lahko povzroči neenakomerno debelino ali lesketanje na teh območjih. Odstranjevanje se izvaja s pomočjo kemijskih reagentov, seznam katerih ureja ustrezen GOST. Ostanke snovi je treba naknadno odstraniti s spiranjem.
V skladu z istim GOST ne bi smelo biti oksidiranih površin in starih premazov na ceveh in drugih pocinkanih izdelkih. Za izpolnjevanje teh zahtev je površina jedkana s klorovodikovo kislino. Postopek izvajamo pri temperaturi 22-24 ° C in koncentracijo kisle raztopine je izbrana glede na stopnjo površinske kontaminacije z korozijo in oksidi.
Praviloma se uporabljajo za jedkanje, kjer se 140-200 g kisline raztopi v 1 liter vode. Ko je jedkana, lahko rešitev poškoduje površino. Da bi preprečili to in zmanjšali sproščanje vodika iz raztopine, se v formulacijo uvedejo zaviralci. Po jedkanju produkt temeljito speremo, da odstranimo ostanke uporabljenih kemikalij.
Fluxing pred galvanizacijo
Tehnologija omogoča temeljito pripravo obdelovanca, preprečuje oksidacijo in izboljša oprijem prevleke na kovino.
Pri pretoku pri 60 ° C je površina za obdelavo prekrita s tanko plastjo fluksa, ki jo vsebuje posebna raztopina. Kot fluks se običajno uporabljajo cinkov klorid in amonijev klorid, ki se zmešajo z vodo v razmerju 500 g na 1 liter, da se pripravi raztopina za postopek. Pri pretakanju je zelo pomembno spremljati naslednje parametre rešitve:
- kislost-

- gostota;
- vsebnost železa.
Ko je koncentracija železa presežena, se v raztopino vnese vodikov peroksid, ki spodbuja tvorbo železnih soli, ki precipitirajo.
V kateri koli vroči cinkanju shop mora obstajati toplotna peč, v kateri se predelani izdelek posuši po pretoku. Zahvaljujoč tej toplotni obdelavi se odstranijo tekoči ostanki, ki poslabšajo kakovost končne pocinkane prevleke, del segreje na 100 ° C, kar zmanjša stroške glavnega postopka postopka.
Tehnologija cinkanja
Zaščitni sloj cinka se lahko nanese s pomočjo vroče pocinkane linije ali preprostejše opreme. Postopek vključuje potopitev dela v staljen cink. Temperatura, pri kateri se talina nahaja v rezervoarjih, določa številne dejavnike, vključno z geometrijskimi parametri izdelka. Povprečna temperatura je 420-455 ° C.
Če oprema ni ANGTS (neprekinjeno vroče pocinkanje enote), ampak preprostejše tehnične naprave, so na mestu proizvodnje izpolnjeni naslednji pogoji:
- Prisotnost močnega izvlečka, ki iz zraka odstrani par, ki se intenzivno oblikujejo med cinkanjem.
- Oprema mora zagotoviti skladnost s stopnjo potopitve v talino sestavnega dela in čas zadrževanja v njem.
- Po odstranitvi iz posode se obdelani del ohladi kakovostno.
Strojna oprema je pocinkana na naslednji način:
- Izdelki so potopljeni v posodo s staljenim cinkom.
- Deli se hranijo 4-10 minut.
- Ekstrakcija dela iz taline, katere hitrost v veliki meri določa debelino oblikovanega premaza.
- Prisilno ali naravno hlajenje.
Predstavljena tehnologija se odraža sorazmerno nizko kompleksnostjo. Za izvedbo postopka ni potrebe po pripravi kompleksnih elektrolitskih raztopin, zaradi česar je proizvodnja galvanizacije.
Ta metoda ima svoje pomanjkljivosti. Najbolj resna je, da so dimenzije strojnih delov omejene z dimenzijami posode s staljenim cinkom. Pri velikih proizvodnih obratih se obdelava celotnih izdelkov izvaja z uporabo ANGT.
 Kaj so inhibitorji korozije kovin
Kaj so inhibitorji korozije kovin Odvisnost teže jeklene plošče na vrsti valjane kovine
Odvisnost teže jeklene plošče na vrsti valjane kovine Cinkanje kovinske in pocinkane tehnologije
Cinkanje kovinske in pocinkane tehnologije Značilnosti katodne zaščite cevovodov pred korozijo
Značilnosti katodne zaščite cevovodov pred korozijo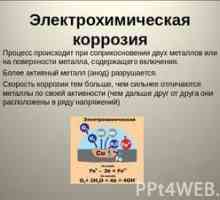 Elektrokemijska korozija: opis postopka in metode boja
Elektrokemijska korozija: opis postopka in metode boja Pocinkano železo: tipi in značilnosti, uporaba
Pocinkano železo: tipi in značilnosti, uporaba Cink premazanje telesa avtomobila v domu
Cink premazanje telesa avtomobila v domu Obseg in prednosti vroče valjanih plošč
Obseg in prednosti vroče valjanih plošč Kanal: vrste, proizvodnja in obseg
Kanal: vrste, proizvodnja in obseg Kovinska cev kvadratnega prereza
Kovinska cev kvadratnega prereza Hladno galvaniziranje kovin: tehnologija in uporabne spojine
Hladno galvaniziranje kovin: tehnologija in uporabne spojine Izbor varjene mreže za postavitev ograje
Izbor varjene mreže za postavitev ograje Cevi plina (voda in plin): proizvodnja, klasifikacija
Cevi plina (voda in plin): proizvodnja, klasifikacija Galvanska obdelava kovin: lastnosti prevleke
Galvanska obdelava kovin: lastnosti prevleke Značilnosti toplo valjanega jekla
Značilnosti toplo valjanega jekla Vrste antikorozijskih premazov za kovinske izdelke
Vrste antikorozijskih premazov za kovinske izdelke Značilnosti pločevine iz jeklene pločevine: GOST 14918-80
Značilnosti pločevine iz jeklene pločevine: GOST 14918-80 Značilnosti in vrste jeklenih elektrodnih cevi, izbirna merila
Značilnosti in vrste jeklenih elektrodnih cevi, izbirna merila Sorte in cena strešnih vijakov
Sorte in cena strešnih vijakov Profil kovin n-oblike
Profil kovin n-oblike Oblikovani kanal 20 20 8240-89 za nosilne konstrukcije
Oblikovani kanal 20 20 8240-89 za nosilne konstrukcije