Tabela temperature spajkanja za cevi iz polipropilena
 Da je dogovorjena komunikacija iz plastičnih materialov, vročena dolgo, je zelo pomembno pravilno določiti temperaturo spajkanja polipropilenskih elementov. Ko napeljava naprava po cevi vodovodnih in segrevanje na osnovi polipropilena je zelo pomembno, da vzdržujejo zahtevano točnost temperature in časa vrednostmi pri delu na cevi varjenje. Če se izvedejo odstopanja od priporočenih kazalnikov, obstaja nevarnost poškodbe priključnih območij. Druga negativna posledica tega je lahko poslabšanje kroženja tekočine skozi cevi.
Da je dogovorjena komunikacija iz plastičnih materialov, vročena dolgo, je zelo pomembno pravilno določiti temperaturo spajkanja polipropilenskih elementov. Ko napeljava naprava po cevi vodovodnih in segrevanje na osnovi polipropilena je zelo pomembno, da vzdržujejo zahtevano točnost temperature in časa vrednostmi pri delu na cevi varjenje. Če se izvedejo odstopanja od priporočenih kazalnikov, obstaja nevarnost poškodbe priključnih območij. Druga negativna posledica tega je lahko poslabšanje kroženja tekočine skozi cevi.
Vsebina
Izbira tipov spajkanja
 Pri delu s cevmi razdelek do 63 mm najpogosteje se izbira ustavi z metodo spajkanja, ki vključuje uporabo elementov, kot so spojke in vtičnice. Omeniti velja, da je v obeh primerih obvezno uporabiti dodaten sestavni del, kot so spojke. Če združeni elementi presežejo premer 63 mm, se najpogosteje uporablja metoda zadnjice.
Pri delu s cevmi razdelek do 63 mm najpogosteje se izbira ustavi z metodo spajkanja, ki vključuje uporabo elementov, kot so spojke in vtičnice. Omeniti velja, da je v obeh primerih obvezno uporabiti dodaten sestavni del, kot so spojke. Če združeni elementi presežejo premer 63 mm, se najpogosteje uporablja metoda zadnjice.
Če vrednost premera ne presega 40 mm, se take cevi varijo z elektrodno prenosno enoto. Če presek konstrukcije presega 49 mm, se dela pri povezovanju elementov izvedejo z uporabo naprave, ki ima osrednjo konstrukcijo.
Pri povezovanju polimernih elementov se uporablja grelna metoda, izvedena s pomočjo pritrditev varjenega agregata.
Če je bila izbira ustavljena po metodi zvonca, je najprej potrebna pripravljalne dejavnosti:
 Potrebno je vzeti električni spajk, s katerim se bodo zavarili dielektrične cevi in ga postavili na gladko površino. Poleg tega je treba s posebnimi tipkami pritrditi grelnike, ki jih je mogoče vstaviti, z ustrezno velikostjo. Paziti je treba, da ima enota ustrezen pritrdilni element, preden jo zagrejete;
Potrebno je vzeti električni spajk, s katerim se bodo zavarili dielektrične cevi in ga postavili na gladko površino. Poleg tega je treba s posebnimi tipkami pritrditi grelnike, ki jih je mogoče vstaviti, z ustrezno velikostjo. Paziti je treba, da ima enota ustrezen pritrdilni element, preden jo zagrejete;- Začnite nastavljati napravo tako, da izberete ustrezno temperaturo za povezavo cevi polipropilena.
Šteje se, da je nedopustna, če pri priključitvi električnih izdelkov zunanja temperatura ne ustreza optimalnemu režimu. Temu trenutku je treba nameniti posebno pozornost. Če poleti in na cesti obstaja močna toplota, je treba zmanjšati čas segrevanja komponent. V nasprotni situaciji, ko se temperatura zunanjega zraka spusti, je treba priključene elemente segrevati dlje kot običajno. Za določitev ustrezne temperature za varilne cevi je pomembno upoštevati vse nianse.
Prvi varilni sistem se zažene po 5 minutah od trenutka, ko je bila varilna enota vklopljena za ogrevanje. Hkrati, ko je zaključen naslednji varilni postopek z električnim varilnim strojem, je treba odstraniti plastične delce s svojih delovnih površin.
Vpliv temperature na proces pripajanja PP cevi in fitingov
Če govorimo o značilnostih povezave cevi iz polipropilena, je obvezni postopek, ki je pred spajkanjem, ogrevanje elementov na določeno temperaturo. Skladnost s tem pogojem omogoča, da se plastičnim masam elementov, ki jih je treba povezati, omogočiti dovolj elastičnosti. Po zaključku dela na spajkanju polipropilenskih cevi lahko opazimo pojav, kot je npr difuzija molekul polipropilena. Z drugimi besedami, struktura varjenih elementov se spreminja na molekularni ravni, zato po strjevanju materiala plastične mase v skupnem območju pridobijo močne vezi.
Izbrani temperaturni režim je eden od ključnih dejavnikov, na katerih je odvisna trdnost povezanih površin polipropilenskih cevi. Če je temperatura ogrevanja nezadostna, kar pogosto privede do dejstva, da med postopkom spajkanja ni mogoče zagotoviti zadostnega postopka difuzije. Kot rezultat, cevi in telo molekule ne more priti do parjenja območij, kar negativno vpliva na kakovost povezave. Pod vplivom obremenitve se spajkanje uniči ali po kratkem času pride do puščanja v uporabljeni strukturi.
Če so povezani elementi blokirani, se lahko srečate s kritično deformacijo telesa elementov. Ob tem ozadju zvarjeni deli izgubijo svojo geometrijo ali lahko pride do dotika pretiranega valja v notranjem delu. Posledica tega je zmanjšanje premera notranje odprtine izdelka v varilnem delu.
Značilnosti izbire temperature
 Pri delu s polipropilensko cevi je pomembna sidranja za ogrevanje na raven 255-265 stopinj Celzija. Pri izbiri temperaturnega načina je potrebno upoštevati več dodatnih parametrov:
Pri delu s polipropilensko cevi je pomembna sidranja za ogrevanje na raven 255-265 stopinj Celzija. Pri izbiri temperaturnega načina je potrebno upoštevati več dodatnih parametrov:
- premer;
- temperatura okolice;
- trajanje ogrevanja.
V praksi je mogoče opazovati neposredna odvisnost med premerom povezanih elementov in trajanjem njihovega segrevanja.
Posebno pozornost je treba nameniti povečanju temperature zunanjega zraka. To je posledica dejstva, da med montažo nujno potrebujejo kratke počitnice, povezane s potrebo po odstranitvi elementov iz enote za varjenje ogrevanja in opravljanjem sklopne sklopke. Da bi zmanjšali vpliv, ki ga predlaga hlajenje proizvoda pri nizkih temperaturah je povzročila, da je zaželeno, da za strukturo polipropilena za ogrevanje za daljši čas. Ker je treba priporočeni interval izbrati 2-3 sekunde in v nekaterih primerih to vprašanje rešiti z izkušnjami.
Pri izbiri načina za temperaturo grelne naprave je potrebno biti previden nad 270 stopinj Celzija v ozadju sorazmerno kratkega obdobja segrevanja. Pri spajkanju polipropilenske cevi s temi parametri obstaja nevarnost, da se zgornje plasti materiala v trenutku samo razogreyut na visoke temperature, in s tem je glavno telo dovolj segrejemo. Prikakovanje v takih razmerah lahko vodi do nastanka preveč tanke prozorne folije.
Navodila za ogrevanje, čas izpostavljenosti
Reševanju problema ogrevanja parametrov povezanih polipropilenske cevi, je potrebno paziti na premer delov, ki jih lahko najdemo v ustrezni tabeli. Še več, odvisno od tega, kaj ima dimenzije polipropilen cev, je treba spremeniti trajanje ogrevanja, pri čemer nespremenjeno vnaprej določeni temperaturi na grelni element. Za zagotovitev visoke zanesljivosti spojnega spoja je potrebno upoštevajte naslednja merila:
- trajanje ogrevanja;
- čas, v katerem je treba spojiti;
- trajanje premora, po katerem je dovoljeno nadaljevati varjenje povezanih elementov.
Dejavniki, ki lahko vplivajo na kakovost dela
 Med odtenki, ki jih je treba upoštevati pri izdelavi varjenega spoja cevi iz polipropilena, je treba poudariti potrebo po izdelavi varilnega pasu, ki naj bi imel optimalno dolžino. Najpogosteje ima enako velikost kot globina valjastih šob, ki se uporabljajo na grelnem elementu varilne opreme. Za zagotovitev zahtevane velikosti spoja je potrebno trdno pritrditi polipropilensko cev na telo elementa.
Med odtenki, ki jih je treba upoštevati pri izdelavi varjenega spoja cevi iz polipropilena, je treba poudariti potrebo po izdelavi varilnega pasu, ki naj bi imel optimalno dolžino. Najpogosteje ima enako velikost kot globina valjastih šob, ki se uporabljajo na grelnem elementu varilne opreme. Za zagotovitev zahtevane velikosti spoja je potrebno trdno pritrditi polipropilensko cev na telo elementa.
V primerih, kjer varjenje poteka v pogojih negativnih temperatur, je zaželeno, da uporabimo toplo snov, za katero jo je potrebno nekaj časa hraniti v topli sobi pred izvedbo dela.
Pred delom mora biti varilni stroj segret na temperaturo 283 stopinj Celzija, pri čemer se določi natančen način, ki upošteva temperaturo okolice. Z delovanjem na ta način je mogoče preprečiti nastanek znatne toplotne izgube v trenutku, ko je element, ki ga je treba priključiti, dostavljen iz aparata na odsek, na katerem naj se priključi. Določitev optimalne ogrevalne vrednosti in trajanja predgrevanje, vsakič, ko te indikatorje prilagajate eno do dve sekundi.
Nekatere posebnosti zadrževanja toplotnega režima
 Med razvojem projekta polipropilenskega plinovoda je treba upoštevati značilnosti naknadne namestitve po korakih. Neželeno je, da varilno napravo postavite predaleč od mesta, kjer se bo vzpostavila povezava z ogrevanimi elementi. V nekaterih primerih se lahko pojavijo napake, zaradi česar je težko zagotoviti neposreden dostop do varilnega mesta.
Med razvojem projekta polipropilenskega plinovoda je treba upoštevati značilnosti naknadne namestitve po korakih. Neželeno je, da varilno napravo postavite predaleč od mesta, kjer se bo vzpostavila povezava z ogrevanimi elementi. V nekaterih primerih se lahko pojavijo napake, zaradi česar je težko zagotoviti neposreden dostop do varilnega mesta.
V takem primeru ni nič drugega, kot da segrejemo elemente na veliko razdaljo od naprave. Vse to privede do izgube toplote v trenutku, ko so varjeni elementi dostavljeni na mesto njihove priključitve, kjer je potrebno natančno namestitev na mestu spojnega sklepa izgubiti čas. Če se te odtenke zanemarijo, pogosto ni mogoče zagotoviti dovolj moči za šiv.
Če se varjenje ne izvede v istem zaporedju, potem bo rezultat nezmožnost ustvarjanja končnega sklepa. To se lahko zgodi, ker med elementi ni dovolj prostora za vstavljanje grelnega elementa. V takih situacijah se je treba izogniti deformaciji cevi, tako da da dosežemo večjo širino razdalje. Odločanje ustvariti bolj udobno pogoje za dajanje naprave na lokaciji bodočega spoja lahko poslabša privlačen vrste komunikacije, in poleg tega obstaja nevarnost statične elektrike posameznih delov sistema.
Zaključek
Varilno polipropilenske cevi ponuja veliko odtenkov, med katerimi je eden od prava izbira elementov glavnega temperature ogrevanja je treba zvariti. Treba je opozoriti, da trajanje ogrevanja ne more vplivati samo na kakovost povezave, temveč tudi spremeniti videz samega inženirskega sistema. Iz tega razloga je pomembno upoštevati vse lastnosti, ki jih je treba upoštevati pri spajanju komponent cevovoda.
Izbrana temperatura je odvisna ne samo od dimenzij varjenih elementov, temveč tudi od pogojev, v katerih se bodo opravljali dela pri spajkanju izdelkov. Zanemarjanje enega in več nekaj odtenkov lahko negativno vpliva na delo celotnega sistema. V nekaterih primerih celo lahko povzroči izredne razmere.
 Kako spajkati polipropilenske cevi: pouk in video lekcije
Kako spajkati polipropilenske cevi: pouk in video lekcije Kako spajkanje plastičnih cevi - značilnosti procesa
Kako spajkanje plastičnih cevi - značilnosti procesa Kako spajkati plastične cevi za oskrbo z vodo
Kako spajkati plastične cevi za oskrbo z vodo Kako izbrati spajke za polipropilenske cevi?
Kako izbrati spajke za polipropilenske cevi? Polipropilenska cev, spajkalno železo
Polipropilenska cev, spajkalno železo Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki
Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki Armature za vodovodne cevi: glavne vrste adapterjev
Armature za vodovodne cevi: glavne vrste adapterjev Tehnični parametri, značilnosti polipropilenskih cevi in fitingov
Tehnični parametri, značilnosti polipropilenskih cevi in fitingov Montaža cevi iz polipropilena ročno: spajkanje in video
Montaža cevi iz polipropilena ročno: spajkanje in video Kako pravilno spajkati cevi iz polipropilena z lastnimi rokami
Kako pravilno spajkati cevi iz polipropilena z lastnimi rokami Metode montaže polipropilenskih cevi, video
Metode montaže polipropilenskih cevi, video Kako pravilno variti cevi polipropilena z lastnimi rokami
Kako pravilno variti cevi polipropilena z lastnimi rokami Video varjenje cevi iz polipropilena
Video varjenje cevi iz polipropilena Izbira spajke za polipropilenske cevi in šobe za to
Izbira spajke za polipropilenske cevi in šobe za to Pvc cevi in potrebno opremo za vodovodne cevi za njih
Pvc cevi in potrebno opremo za vodovodne cevi za njih Spajkanje bakrenih cevi s plinskim gorilnikom
Spajkanje bakrenih cevi s plinskim gorilnikom Varilni stroj za polipropilenske cevi: izbirna merila
Varilni stroj za polipropilenske cevi: izbirna merila Navodila za spajkanje polipropilenskih cevi
Navodila za spajkanje polipropilenskih cevi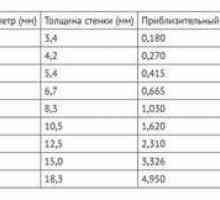 Mere in pravila za izračun polipropilenskih cevi
Mere in pravila za izračun polipropilenskih cevi Priključitev cevi iz polipropilena s kovino
Priključitev cevi iz polipropilena s kovino Varjenje cevi iz polipropilena: navodila in video
Varjenje cevi iz polipropilena: navodila in video