Vrste kovinskega oblikovanja
 Postopek plastične deformacije različnih kovin, da bi obdelovanec dobil želeno obliko in zahtevano velikost, se imenuje obdelava s kovinskim pritiskom ali OMD.
Postopek plastične deformacije različnih kovin, da bi obdelovanec dobil želeno obliko in zahtevano velikost, se imenuje obdelava s kovinskim pritiskom ali OMD.
Vsebina
Pod to obdelavo lahko spadajo samo plastični materiali, kot so jeklo, zlitine bakra, magnezija, aluminij itd., Ki so lahko hladni ali ogrevani.
Tlak kot metoda obdelave kovin
 Pod tlakom se hladno kovinska deformira, se zruši in razteza. Hkrati postane močnejša in čvrsta, vendar izgubi duktilnost in viskoznost. Plastična deformacija povečuje trdnost materiala, ta proces se imenuje utrjevanje.
Pod tlakom se hladno kovinska deformira, se zruši in razteza. Hkrati postane močnejša in čvrsta, vendar izgubi duktilnost in viskoznost. Plastična deformacija povečuje trdnost materiala, ta proces se imenuje utrjevanje.
S povečanjem gostote dislokacije in visoko koncentracijo točkovne napake v utoru se prosti pretok dislokacij zmanjša in nadaljnja plastična deformacija postane bolj zapletena.
Obdelava ogrevane kovine, zaradi zmanjšane upornosti dobimo povečano plastičnost. Celo rahlo ogrevanje zmanjša utrjevanje zaradi delnega izginjanja okvar rešetke, pri tem pa ohranja deformirano obliko zrna. Ta učinek se imenuje kovinska vrnitev.
Če se material močneje ogreje, utrjevanje popolnoma izgine. Začne se proces, v katerem deformirana stara zrna tvorijo novo, bolj popolno, primarno rekristalizacijo. Nadaljnje segrevanje omogoča sekundarno rekristalizacijo, pri kateri se posamezna zrna povečajo.
Vsaka kovinska zlitina, ko je vroča obdelana, ima dve meji - zgornji in spodnji. Zgornja meja točka ne dosega solidus linij (temperatura taljenja) pri približno 160-200 ° C, in najnižjo točko - pri 60-70 ° C višja od temperature, pri kateri se perlit in cementit transformirani avstenit.
Območje pregrevanja je ločeno od pregrevanja za samo 100 ° C, kar je zelo pomembno, saj izgoreli del nikjer ni primeren, gre za pretaljevanje. Območju pregretja je značilna intenzivna rast žita, zaradi česar je kovina krhka in krhka. Da bi odpravili posledice pregrevanja, je treba zrnati zrn, zato se uporablja toplotna obdelava - žarjenje.
Da bi dosegli najmanjšo velikost zrn, je potrebno deformirati material z najmanjšim ogrevanjem, ko je temperatura blizu območja strjevanja.
Za segrevanje praznih mest uporabljajte plamene ali električne peči:
- komora;
- metodično;
- indukcija.
Ogrevanje se izvaja hitro in enakomerno. To zmanjšuje toplotni stres in preprečuje rast velikih zrn.
Valjana kovina
Pri vrtenju obdelovanca med vrtljivimi gredi pride do deformacije. Tlak gredi zmanjša debelino kovine, zaradi česar je daljša in širša. Valjanje se uporablja za predelavo jekla, barvnih kovin in zlitin.
Tekmovanje se zgodi:
- vzdolžni;
- prečni;
- prečni vijak.
 Vzdolžno valjanje - ko ta obdelovanec premakne naprej, pravokotno na zvitkih, ki se gibljejo v različnih smereh in deformirajo v dolžino. Ta metoda se uporablja za izdelavo 90% pločevinastih in profiliranih valjanih izdelkov.
Vzdolžno valjanje - ko ta obdelovanec premakne naprej, pravokotno na zvitkih, ki se gibljejo v različnih smereh in deformirajo v dolžino. Ta metoda se uporablja za izdelavo 90% pločevinastih in profiliranih valjanih izdelkov.
Prečni valj - obdelovanec se ne premika naprej, se vrti na enem mestu. Premikanje je zagotovljeno s pomočjo valjev, ki se premikajo v eni smeri, pri čemer se v prečnem prerezu deformira krožna predoblikova. Ta vrsta valjanja se uporablja za izdelavo gredi, zobnikov.
Medsebojno valjanje - obdelovanec od rotirajočih zvitkov, ki se nahajajo pod kotom, zasučijo v rotacijskem in translacijskem gibanju in se vrtijo v eni smeri. Kovinski deformira hkrati vzdolž in čez. Ta vrsta valjane kovine se uporablja za proizvodnjo brezšivnih cevi.
Valjčki
Proizvodnja valjčnih zvitkov je legirano jeklo ali visoko trdna litina. Vsaka plast ima delovni del - tako imenovani sod, vrat in klub. Vrat je zasnovan tako, da se vrti v ležaju in je potrebno, da se valj poveže s sklopko ali vretenom, da dobi navor od njih.
Valj je lahko gladek ali kalibriran, da dobimo določeno vrsto valjane kovine. Valjanje poteka na valjarni.
Valjarna
Valjarne so razdeljene na dva, tri in več valjev. Lahko so s stacionarno obratno ali nepovratno smerjo vrtenja gredi in s spremenljivo smerjo vrtenja gredi.
Valjarna je lahko:
 klešče;
klešče;- sorta;
- list;
- železnica;
- cevni valj itd.
Mlini se razlikujejo po velikosti, majhni in veliki. Mlin velikega razreda se imenuje cvetenje ali slabljenje. Namenjeni so za valjanje velikih ingotov v kvadratni gredici - cvet ali v pravokotni plošči.
Valjčna proizvodnja ne proizvaja samo končnih izdelkov (cevi, žice, ojačitve, tirnice), temveč tudi prazne za nadaljnjo obdelavo. Profil valjanega izdelka je lahko list, sort, cev in poseben.
List:
- Tanka pločevina debeline manj kot 4 mm. Z debelino pločevine manj kot 0,2 mm je to folija ali pločevina.
- Debelina plošče pločevine več kot 4 mm in do 160 mm. Takšni proizvodi se pridobivajo le s predhodnim ogrevanjem.
Razvrsti:
- Preprost najem - krog, kvadrat, pravokotnik, kvadrat itd.
- Oblikovani valjani izdelki - Taurus, I-tramovi, kotiček, tirnica, kanal.
Cev:
V ta namen smo izumili prefinjeno tehnološko cev. Cevno valjanje omogoča pridobitev brezšivne in varjene toplo valjane cevi.
Kovinska risba
 Hladno kovinsko gredo potegnemo skozi stožčasto luknjo, to se zgodi pod velikim pritiskom. Takšna luknja se imenuje - vlečenje. Risba se opravi z izvedbo obdelovanca skozi več lukenj z zmanjšanjem premera. Med tem postopkom nastane utrjevanje. Za odstranitev trdnosti materiala naredite žarjenje in jedkanje lestvice.
Hladno kovinsko gredo potegnemo skozi stožčasto luknjo, to se zgodi pod velikim pritiskom. Takšna luknja se imenuje - vlečenje. Risba se opravi z izvedbo obdelovanca skozi več lukenj z zmanjšanjem premera. Med tem postopkom nastane utrjevanje. Za odstranitev trdnosti materiala naredite žarjenje in jedkanje lestvice.
Žica, kalibrirana palica, tankoslojne cevi različnih profilov - se dobijo z uporabo risbe. Izdelki so natančne velikosti in s čisto površino.
Da bi stroj lahko vzdržal stroge pogoje uporabe, je izdelan iz orodnega jekla ali trdne kermetne zlitine, fini diamanti se uporabljajo za izdelavo finih žic.
Da zmanjšate trenje, odstranite toploto in povečate življenjsko dobo orodja, uporabite tekoče in suho mazivo. Lahko je drugačno mineralno olje, emulzija, milo ali grafit, baker, prah iz molibdena.
Stiskanje obdelovanca
Stiskanje je vroče obdelavo kovine s pritiskom. Z izčrpnim stiskanjem in tlakom se ogreva kovina iztisne skozi luknjo v matrici. Za kovine z nizko duktilnostjo velja, da je takšna obdelava edina metoda, ki omogoča izdelavo palice s preprostim ali zapletenim prečnim prerezom.
Pritisk je lahko dveh načinov:
- neposredno;
- obratno.
 Spremeni se samo gibljivi del tiska. V prvem primeru - punch premakne na obdelovanec, v drugem - obdelovanec na udarce. Za izdelavo palice s katerimkoli prečnim prerezom se lahko uporabi katera koli stiskalna metoda, cevi pa je mogoče doseči le z neposrednim stiskanjem.
Spremeni se samo gibljivi del tiska. V prvem primeru - punch premakne na obdelovanec, v drugem - obdelovanec na udarce. Za izdelavo palice s katerimkoli prečnim prerezom se lahko uporabi katera koli stiskalna metoda, cevi pa je mogoče doseči le z neposrednim stiskanjem.
Delovni pogoji tiskovne kamere, pihala in tlačne posode so zelo toga. Zaradi visokega tlaka in visoke temperature hitro postanejo neuporabni. Izdelane so iz toplotno odpornih zlitin in orodnega jekla.
Za povečanje življenjske dobe se uporabljajo maziva: mineralno olje, grafit, kolofon, v določenih situacijah se uporablja tekoče steklo. Ta metoda obdelave je v slabšem položaju - nepredelani ostanek, približno 20% kovine ostane v tisku.
Kovanje kovin
Predelava kovin s kladivom ali stiskalnico. Deformacija poteka med dvema ravninama. Takšen članek se imenujeOdpustim. NitiDrsna izvedba spremlja ročno kovanje, zato industrija uporablja strojno kovanje.
Med kovanjem je kovina neomejena z delovno površino in se lahko razprostira na straneh orodja. Kladivo ali stiskalnica ima dva zatiča, spodnji in zgornji del. Prvi je fiksiran, drugi premični, obdelovanec je nameščen med njimi.
Kovanje lahko nosi osnovni in pomožni znak.
 Osnutek - višina obdelovanca se zmanjša, medtem ko se površina prečnega prereza povečuje.
Osnutek - višina obdelovanca se zmanjša, medtem ko se površina prečnega prereza povečuje.- Izkrcanje - deponirano je del obdelovanca. Če želite to narediti, uporabite trn - orodje za oblogo.
- Risba - zaradi zmanjšanja površine prečnega prereza se povečuje dolžina obdelovanca.
- Raskatka s pomočjo trna se poveča notranji in zunanji premer obroča, ki postopoma zmanjšuje debelino sten.
- Firmware - pridobivanje skozi luknjo. Uporabite piercing, hvala mu in naredite votlino. Odpadna kovina se imenujet vidra.
- Rezanje - odstranite del obdelovanca.
- Upogibanje - pri čemer obdelovanemu delujemo krivino z uporabo določene konture. Zahvaljujoč podpori in prilagoditvam so različni koti, sponke.
- Twisting - del obdelovanca se vrti okrog svoje osi.
- Prenos - vertikalno premika del obdelovanca glede na svoj drugi del. Uporabljajo se dodatna podpora.
Oblikovanje
 Izdelava kompleksnega izdelka s pritiskom in posebnim obrazcem je žig. Vtiskovanje je volumetrično ali pločevino, se lahko izvaja z vročim ali hladnim obdelovancem.
Izdelava kompleksnega izdelka s pritiskom in posebnim obrazcem je žig. Vtiskovanje je volumetrično ali pločevino, se lahko izvaja z vročim ali hladnim obdelovancem.
Kovina za volumetrično žigosanje ima preprosto obliko in deformira, napolni votlino celotnega žiga. Listanje pločevine rahlo spreminja debelino nastalega dela od začetne debeline obdelovanca. Najpogosteje se volumetrično žigosanje opravi z ogrevano kovino in pločevino s hladno. Vroče tiskanje pločevine se izvaja v primerih, ko je potrebno stisniti kovine, ki je mrzla, premalo plastike.
Vroče
Uporaba vročega volumetričnega žigosanja, zaradi posebnih žigov, se kovani žig proizvaja iz gredice. Žig - to je ime oblike bodočega dela, v katerega se stisne obdelovanca. Sestavljen je praviloma iz dveh delov: prvi del je pritrjen na kladivo ali stiskalnico, drugi del pa na gibljivi del opreme. Med njimi, za sprostitev presežne kovine, obstajajo votline - tokovi.
Obstajata dve vrsti žiga:
- Prozoren - vrzel je posebej ustvarjena med polovicami žiga, za presežek kovinskega bruha ali bruhov. Zapira izstop, s čimer prispeva k polnjenju celotne oblike s kovino.
- Zaprt - ni nobene vrzeli med deli žiga. Brez odpadkov, minimalne porabe in izboljšane strukture kovine v izdelku. Zahteva zelo natančno merjenje mase obdelovanca.
Razlikujemo udarjanje z enojno in večnamensko žigom.
En-punch mark - to je ena votlina. Uporablja se za žigosanje izdelkov enostavnih konfiguracij.
Večtočkovni žig - zapleteni izdelki na več ravneh. Obdelek je zaradi grobih prepihov izpostavljen začetni deformaciji, to je izpuh ali upogibanje. Naslednja faza, zadnje oblikovanje, z žigosanjem tokov.
Za pripravo matričnih jeklenih zlitin in posebnih žigosanih jekel, ki imajo visoko trdoto, žilavost in visoko temperaturo.
Oprema je kladivo za čiščenje s plinom ali hidravlično stiskalnico.
Hladno
To žigosanje ima visoko produktivnost in nizke stroške. Dobra priložnost je, da dobite preproste ali kompleksne dele z visoko natančnostjo izvedbe.
 Hladno iztiskanje - tvorjen je trdni ali votli izdelek, se uporablja plastični pretok kovine, skozi eno ali več lukenj. Ta metoda deformacije ima podobne značilnosti kot pritiska. Kovina se lahko ekstrudira skozi različne luknje, ekstrudiranje je lahko direktno, obratno in kombinirano.
Hladno iztiskanje - tvorjen je trdni ali votli izdelek, se uporablja plastični pretok kovine, skozi eno ali več lukenj. Ta metoda deformacije ima podobne značilnosti kot pritiska. Kovina se lahko ekstrudira skozi različne luknje, ekstrudiranje je lahko direktno, obratno in kombinirano.- Hladno pristajanje - posadite del obdelovanca. Ta metoda se uporablja pri izdelavi različnih pritrdilnih elementov. Hladno volumetrično žigosanje se proizvaja enako z vročim žigom, le z uporabo odprtih žigov.
- Linija - delovanje z namenom hladne ločitve dela dela, z žigom ali strojnimi škarjami.
- Rezanje, izsekavanje - del obdelovanca je prekinjen v zaprti zanki. V prvem primeru je nujni del odrezanega dela, v drugem - odpadek.
- Uredi - Oblikovanje operacije, potrebne za odstranitev hrapavosti in ukrivljenosti ravnih površin.
- Izvleček - deformacija pločevine v votlo konveksno, odprto na drugi strani.
- Upogibanje - daje obdelovancu potrebno ukrivljenost.
- Flanging - dajejo luknjam, ki so vnaprej potrkali, nekakšno grlo ali noge.
- Križanje - zmanjšanje premera končnega dela votle palete.
- Rolling - se uporablja za izdelavo pločevine ali za izdelavo valovite površine.
- Eksplozivno žigosanje - predoblik pločevine se dovaja na matriko in spusti pod vodo, olje ali pesek, v vmesnem mediju pa se proizvaja vmesna eksplozija. Energija iz eksplozije se prenese na obdelovancu in jo deformira glede na matriko. Če se skozi vodo izteče električni izpust, dobimo podoben udarni val in postopek se imenuje elektrohidravlično žigosanje.
 Še vedno obstaja specializirana obravnava pritiska, se nanaša na: vkrcanje, roll-out in kalibriranje luknje, knurl gubice, niti in zobje.
Še vedno obstaja specializirana obravnava pritiska, se nanaša na: vkrcanje, roll-out in kalibriranje luknje, knurl gubice, niti in zobje.
Zagon in valjanje se uporabljajo za utrditev katere koli površine površine. Ali je ravna, stožčasta ali cilindrična, zunaj in znotraj nje.
Kalibracija izvedite posebno kroglo ali palico, tako da odstranite ali večkrat pomaknete instrument. Z več kalibracijami se uporablja vedno večja velikost orodja, ki gladi nepravilnosti in utrjuje površino.
Nakatka po potrebi uporabite, da dobite oblikovano površino, enako nit, žig, valovitost na ravnini itd. Za to pritisnite ustrezno orodje v obdelovancu.
Zato lahko OMD proizvaja gotove izdelke skoraj vseh oblik, vseh možnih velikosti in parametrov. To je postalo mogoče zaradi sodobnih tehnologij. Takšni izdelki so zahtevani na vseh področjih človeške dejavnosti in postajajo še bolj potrebni vsak dan.
 Značilnosti in vrste kaljenega jekla kot metode toplotne obdelave kovin
Značilnosti in vrste kaljenega jekla kot metode toplotne obdelave kovin Specifična gostota in specifična teža bakra
Specifična gostota in specifična teža bakra Značilnosti in uporaba jekla 9хс
Značilnosti in uporaba jekla 9хс Tališče kovine v stopinjah
Tališče kovine v stopinjah Značilnosti in sestava iz nerjavečega jekla
Značilnosti in sestava iz nerjavečega jekla Kako narediti nož iz datoteke z lastnimi rokami
Kako narediti nož iz datoteke z lastnimi rokami Odrezovanje kovin: uporabne tehnologije
Odrezovanje kovin: uporabne tehnologije Toplotna obdelava kovin in zlitin
Toplotna obdelava kovin in zlitin Obdelava kovin: metode in značilnosti obdelave
Obdelava kovin: metode in značilnosti obdelave Normalizacija jekla: opis in značilnosti
Normalizacija jekla: opis in značilnosti Proizvodnja in uporaba bakra in cinkove zlitine
Proizvodnja in uporaba bakra in cinkove zlitine Značilnosti in uporaba jekla y8
Značilnosti in uporaba jekla y8 Postopek žarjenja jekla in kovine: vrste, značilnosti, tehnologija
Postopek žarjenja jekla in kovine: vrste, značilnosti, tehnologija Značilnosti, značilnosti toplotne obdelave in uporabe jekla 40h
Značilnosti, značilnosti toplotne obdelave in uporabe jekla 40h Utrjevanje jekla, temperatura taljenja in njegove vrste
Utrjevanje jekla, temperatura taljenja in njegove vrste Fizikalne lastnosti aluminija in bakra: toplotna prevodnost
Fizikalne lastnosti aluminija in bakra: toplotna prevodnost Toplotna obdelava jekla: opis, vrste
Toplotna obdelava jekla: opis, vrste Jekleni razred 30: značilnosti praznih delov glede na stanje
Jekleni razred 30: značilnosti praznih delov glede na stanje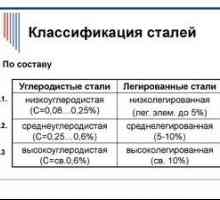 Kemična sestava in klasifikacija jekla po namenu
Kemična sestava in klasifikacija jekla po namenu Določanje natezne trdnosti jekla
Določanje natezne trdnosti jekla Aluminijasta valovita folija: tipi in značilnosti izbire
Aluminijasta valovita folija: tipi in značilnosti izbire