Vrste napak v varjenih sklepih, njihovo odkrivanje in metode izločanja
 Varjenje je eden od glavnih procesov v večini strojno-gradbenih industrij. Poleg tega se varjenje pogosto uporablja v vsakodnevnem življenju za povezovanje kovinskih konstrukcij, saj ima prednosti pred drugimi metodami.
Varjenje je eden od glavnih procesov v večini strojno-gradbenih industrij. Poleg tega se varjenje pogosto uporablja v vsakodnevnem življenju za povezovanje kovinskih konstrukcij, saj ima prednosti pred drugimi metodami.
Prednosti metode so:
- Zagotavlja boljšo tesnenje pri povezovanju cevovodov kot pri navojnih povezavah.
- Zmanjšuje materialne stroške nakupa strojne opreme pri izdelavi ograj, stopnic in drugih kovinskih konstrukcij.
- Ekološko gleda v sestavo montažnih kovinskih izdelkov, saj je kakovostni varjeni šiv vedno čeden. Zaradi tega varjenja se pogosto uporablja pri proizvodnji visoko umetniških kovinskih konstrukcij, vključno s povezovanjem elementov, izdelanih s umetniškim kovanjem.
 Toda zvari se ne izvajajo vedno kakovostno. To postane še posebej opazno, če je sodeloval pri varjenju enega izdelka skupaj z mojstrom z veliko produkcijskimi izkušnjami in začetnikom. Strokovno izveden šiv v vizualnem pregledu nikoli ne bo povzročal vprašanj, za razliko od visečih sanj ali nepredelanih površin šiva, ki jih naredi začetnik. Toda to je samo zunanja slika. Pomembno je tudi, v kakšnem stanju je notranjost kovine. To je zelo odvisno od trdnosti zvarjenega spoja in drugih značilnosti.
Toda zvari se ne izvajajo vedno kakovostno. To postane še posebej opazno, če je sodeloval pri varjenju enega izdelka skupaj z mojstrom z veliko produkcijskimi izkušnjami in začetnikom. Strokovno izveden šiv v vizualnem pregledu nikoli ne bo povzročal vprašanj, za razliko od visečih sanj ali nepredelanih površin šiva, ki jih naredi začetnik. Toda to je samo zunanja slika. Pomembno je tudi, v kakšnem stanju je notranjost kovine. To je zelo odvisno od trdnosti zvarjenega spoja in drugih značilnosti.
Upoštevajte pomanjkljivosti, ki se lahko pojavijo pri varjenih šivih, vzrokih njihovega pojava, načinih preprečevanja njihovega pojavljanja in možnosti odpravljanja.
Vzroki za napake
Na kakovost varilnih operacij vplivajo dve vrsti dejavnikov:
 Cilj - povezan z lastnostmi varjenih materialov, obnašanje kovin pod pogoji, ki jih narekuje tehnološki proces. Ne glede na to, da je ena od pomembnih značilnosti katere koli zlitine, je varivost. Včasih je potrebno zvariti materiale s slabo varivostjo. Takšne naloge se včasih dajejo v manjšo ali enosmerno proizvodnjo. Tudi ob popolnem spoštovanju zahtev tehnološkega procesa se lahko zadrži določen odstotek zakonske zveze, kar je treba uradno šteti za dopustnega.
Cilj - povezan z lastnostmi varjenih materialov, obnašanje kovin pod pogoji, ki jih narekuje tehnološki proces. Ne glede na to, da je ena od pomembnih značilnosti katere koli zlitine, je varivost. Včasih je potrebno zvariti materiale s slabo varivostjo. Takšne naloge se včasih dajejo v manjšo ali enosmerno proizvodnjo. Tudi ob popolnem spoštovanju zahtev tehnološkega procesa se lahko zadrži določen odstotek zakonske zveze, kar je treba uradno šteti za dopustnega.- Subjektivno - odvisno od izvajalcev. In izvajalcem je treba pripisati ne le delavcem, ki opravljajo varjenje, temveč tudi tehnologom, ki so odgovorni za pravilnost parametrov tehnološkega procesa, pravilen izbor opreme in varilnih režimov.
Glavni subjektivni vzroki napak v varilnih šivih so:
- napake pri pripravi varjenih površin;
- uporaba orodja, ki ni tisto, ki ga je navedel tehnolog;
- napačno varilno orodje;
- majhne delovne izkušnje in nizka usposobljenost varilca;
- odstopanje od zahtevanih varilnih režimov.
Vrste napak v zvarovih
Napake varjenih spojev so razdeljene v dve skupini:
- Zunanji, katerega prisotnost postane očitna pri pregledovanju šiva s prostim očesom.
- Notranjost, za identifikacijo, ki zahteva uporabo posebnih kontrolnih naprav.
V nekaterih virih so napake od konca do konca izolirane v ločeno skupino, vendar so z znanstvenega vidika zunanje, ker so razkrite med pregledom.
Zunanje pomanjkljivosti
 Ker so zunanje napake vidne, so povezane s kršitvijo geometrije šiva in sosednjih delov materiala. Pri ročnem varjenju v večini primerov je zakonska zveza povezana z nizko kvalifikacijo varilca ali malomarnosti pri opravljanju dela. Pogosto opazimo napake v smeri elektrode in njeno gibanje. Pri avtomatskem varjenju lahko napako povzroči delo na napačni varilni napravi.
Ker so zunanje napake vidne, so povezane s kršitvijo geometrije šiva in sosednjih delov materiala. Pri ročnem varjenju v večini primerov je zakonska zveza povezana z nizko kvalifikacijo varilca ali malomarnosti pri opravljanju dela. Pogosto opazimo napake v smeri elektrode in njeno gibanje. Pri avtomatskem varjenju lahko napako povzroči delo na napačni varilni napravi.
Najpogostejše vrste zunanjih napak so:
- Odstopanje po širini in višini. Glavni vzroki so ponavadi slaba priprava zvarnih robov in njihova slaba fit, neenakomerno gibanje elektrode, odmik od želenega načina. Ta napaka je ne le pokvarijo videz izdelka, temveč tudi zmanjšuje mehanske lastnosti, ker se kovina zvara hladi neenakomerno, kar lahko vodi do notranjih napetosti in celo plastične deformacije.
 Poplave. To je glavni problem za mnoge novince, ki so nedavno obvladali poklic varilca. Pojavijo se v procesu prekomernega uhajanja kovine elektrode na površine, ki jih je treba povezati brez fuzije. Prisotnost lestvice na varjenih elementih prispeva k pojavu nastanka, kar kaže na slabe priprave površin. Ko hitrost premikanja elektrode ne zadostuje, se oblikuje odvečna staljena kovina, ki se strdi brez povezave z osnovnim materialom. Nizka obločna napetost, dolg lok, prekomerni tok lahko povzroči tudi priliv. Celo premikanje elektrode glede na os lahko povzroči to skupno okvaro. Treba je opozoriti, da pritok ne vpliva vedno na mehanske lastnosti in tesnost spoja. Zato je v nekaterih primerih dovoljena uporaba varjenih spojev s pritoki, če videz izdelka ni posebej pomemben.
Poplave. To je glavni problem za mnoge novince, ki so nedavno obvladali poklic varilca. Pojavijo se v procesu prekomernega uhajanja kovine elektrode na površine, ki jih je treba povezati brez fuzije. Prisotnost lestvice na varjenih elementih prispeva k pojavu nastanka, kar kaže na slabe priprave površin. Ko hitrost premikanja elektrode ne zadostuje, se oblikuje odvečna staljena kovina, ki se strdi brez povezave z osnovnim materialom. Nizka obločna napetost, dolg lok, prekomerni tok lahko povzroči tudi priliv. Celo premikanje elektrode glede na os lahko povzroči to skupno okvaro. Treba je opozoriti, da pritok ne vpliva vedno na mehanske lastnosti in tesnost spoja. Zato je v nekaterih primerih dovoljena uporaba varjenih spojev s pritoki, če videz izdelka ni posebej pomemben.- Podrez je pomanjkljivost, ki se lahko šteje kot nasprotna od priliva. To je utor na obeh straneh zvarnega šiva. Posledično je lokalno zmanjšanje debeline, kar negativno vpliva na lastnosti trdnosti izdelka. Lahko se zgodi, da je hitrost varjenja previsoka in da je napetost previsoka. Če se pri izdelavi kotnega šiva med vodoravno in navpično površino elektroda premakne nad osi, bo staljena kovina intenzivno potopljena navzdol in se bo rezil prikazal nad osjo.
- Odmrzovanje je še ena pogosta vrsta napake, ki se najpogosteje pojavi zaradi napake neizkušenega varilca. Odmrzovanje je odsotnost fuzije med spojkami, ki jih je treba povezati, ali med kovino zvara in osnovnim materialom. V primeru večslojnega varjenja se lahko pojavijo pene med posameznimi plastmi. Glavni vzrok za to poroko so slabe priprave površine, prisotnost rje ali obsegu, krčenje vrzel med mejni ploskvi je precenil hitrost varilnih elektrod relativnega premika, ki ga šiva, nizko jakostjo izvedli. Odmrzovanje močno zmanjša trdnost zvarjenega sklepa in zaradi tesnosti je pogosto kritična.
- Neplaščene depresije. Imenujejo se kraterji. To so žlebovi, ki se oblikujejo navadno v krajih, kjer je lok močno ločen. Lahko jih spremlja krhkost krčenja, kar povzroči nastanek razpok.
 Zunanje razpoke. Lahko se nahaja tako vzdolžno kot prečno. Oblikovane so ne samo v varjenih, ampak tudi v osnovni kovini. V slednjem primeru se nahajajo v območju toplotnega vpliva varjenja, ki je blizu šiva. Vzrok nastanka razpok lahko postanejo stresi zaradi neenakomernega segrevanja in hlajenja. Prisotnost pore in razpok lahko povzroči nastanek razpok.
Zunanje razpoke. Lahko se nahaja tako vzdolžno kot prečno. Oblikovane so ne samo v varjenih, ampak tudi v osnovni kovini. V slednjem primeru se nahajajo v območju toplotnega vpliva varjenja, ki je blizu šiva. Vzrok nastanka razpok lahko postanejo stresi zaradi neenakomernega segrevanja in hlajenja. Prisotnost pore in razpok lahko povzroči nastanek razpok.- Žganje skozi penetracijo, ki ga spremlja pretok tekoče kovine z napačne strani šiva. Opekline se običajno pojavijo zaradi velikih tokovnih vrednosti, povečane vrzeli med priključki, ki jih je treba povezati, ali slabega vgradnje, in hitrostjo vožnje z nizko elektrodo.
Notranje napake
Prisotnost notranjih napak v zvari ni vedno očitna. Skrita poroka je še posebej nevarna, zato je treba vse zvarjene sklepe skrbno nadzorovati.
Upoštevajte glavne vrste notranjih napak:
 Pore. Pojavi se, ko se staljena kovina absorbira z vodikom, ogljikovim monoksidom in drugimi plini, ki nimajo časa, da se izstopajo na površini kovine, ko se strdi. Pore so mehurčki, napolnjeni s plinom. Običajno se pojavijo pri nepravilno izbranih elektrodah ali njihovem shranjevanju v vlažnem okolju, prisotnosti na mestu priklapljanja rje ali lestvice.
Pore. Pojavi se, ko se staljena kovina absorbira z vodikom, ogljikovim monoksidom in drugimi plini, ki nimajo časa, da se izstopajo na površini kovine, ko se strdi. Pore so mehurčki, napolnjeni s plinom. Običajno se pojavijo pri nepravilno izbranih elektrodah ali njihovem shranjevanju v vlažnem okolju, prisotnosti na mestu priklapljanja rje ali lestvice.- Oksidi in vključki žlindre. Nastane s preveč dolgim lokom. Znatno zmanjša močnostne lastnosti šiva. V odgovornih konstrukcijah so dovoljeni le posamezni vključki.
- Neuspeh korenin ali šivov. V bistvu je podoben zunanjemu neprovarom, vendar je vidno neopazen, tako kot v debelini kovine.
- Notranje razpoke. Mehanizem videza je podoben videzu zunanjih razpok.
- Pregrevanje. Bistvo napake je v grubo grajeni strukturi. Velika zrna imajo manjše površine adhezije med seboj, kar ima za posledico zmanjšano trdnost in duktilnost. Včasih se ta okvara lahko popravi s toplotno obdelavo.
- Pregrevanje - videz oksidiranih zrn, katerih oprijem je znatno oslabljen, kar močno povečuje krhkost. Pregrevanje, za razliko od pregrevanja, je nepopravljiva poroka.
Metode nadzora
Da se prepreči pojav napak Sistematični nadzor je treba izvajati v vseh fazah proizvodnje: pred, med varjenjem in po končani obdelavi.
- Pred varjenjem preverimo pripravo površin, ki jih je treba povezati, njihovo geometrijo.
- V procesu - skrbno spremljamo skladnost z vsemi parametri tehnološkega procesa, vključno z varilnimi načini.
- Po varjenju je treba preveriti končni proizvod.
Glavni načini prepoznavanja napak v zvarovih:
- Vizualni pregled in preverjanje geometrije. Namenjen je uporabi povečevalnega stekla za odkrivanje plitkih površinskih razpok in pore. Kovinska stran je brušena z brusnim papirjem in jedkana z raztopino dušikove kisline. Oblikovana je mat površina, na kateri so razpoke bolj opazne. Po pregledu odstranimo kislinske ostanke.
 Preizkus mehanskih lastnosti. Skupaj z izdelkom so vzorci varjeni, ki se pošljejo v laboratorij, da določijo časovno odpornost, razteznost in žilavost.
Preizkus mehanskih lastnosti. Skupaj z izdelkom so vzorci varjeni, ki se pošljejo v laboratorij, da določijo časovno odpornost, razteznost in žilavost.- Nadzor makrostrukture. Izvaja se na vzorcih, ki so bili polirani in jedkani.
- Nadzor mikrostrukture. Izvede se na vzorcih z uporabo mikroskopa. Ta metoda preiskave omogoča odkrivanje pregretja, zrnih mej zrn, sprememb kovinske strukture, mikroskopov.
- Hidravlični in pnevmatski preskusi. Uporabljajo se za nadzor plovil in cevovodov.
- Rentgenski pregled. Radiografija z rentgenskimi žarki lahko razkrije pore, razpoke, razpoke, žlindre.
- Ultrazvočni pregled. Proizveden z ultrazvočnim detektorjem napak. Visokofrekvenčna nihanja prodirajo v kovino in se odražajo iz razpok, pore in drugih napak.
- Nadzor nad prisotnostjo meddržavne korozije. Nosite samo izdelke, ki so izpostavljeni korozivnim okoljem.
Načini odpravljanja napak
Pogosto ugotovljene napake v varilnih šivih ni mogoče odpraviti in zavirati produkta. Seveda, nihče ne bo vrgel odseka ograje s pritokom, ampak za kritične dele je nadzor vedno potreben.
Nekatere pomanjkljivosti je mogoče popolnoma odpraviti:
 Priliv se mehansko odstrani s pomočjo abrazivnega orodja.
Priliv se mehansko odstrani s pomočjo abrazivnega orodja.- Velike razpoke so predmet pivovarne. Kraj videza razpoke se izvrta in očisti s pomočjo brusilnega sredstva.
- Majhne razpoke in neprebojne za odpravo težje. Običajno je potrebno popolno uničenje zaključenega spoja, novo temeljito čiščenje in ponovno varjenje.
- Rezine se odstranijo z varjenjem tankih plasti kovin.
- Pregrevanje se lahko odpravi v določenih pogojih toplotne obdelave.
Po odpravi vseh pomanjkljivosti je del predmet ponavljajočega, še bolj skrbnega nadzora, kar zagotavlja, da ni napak. V primeru ponovnega odkrivanja pomanjkljivosti so dovoljeni dodatni popravki. Vendar pa se takšni postopki lahko ponovijo ne več kot trikrat, sicer je verjetnost strmega zmanjšanja mehanskih lastnosti materiala visoka.
Pogosto je težko izvesti varjenje brez napak. Vendar pa bo stalna praksa in strogo upoštevanje tehnologije omogočila zmanjšati njihovo količino na minimum. Poznavanje teoretične osnove bo pripomoglo k pravilnemu organiziranju tehnološkega procesa, da bi pridobili visoko kakovostne izdelke.
 Varilni usmernik: kaj je in kako deluje
Varilni usmernik: kaj je in kako deluje Kako izbrati vtiče za profilno cev
Kako izbrati vtiče za profilno cev Vrste in značilnosti naprav za kontaktno varjenje
Vrste in značilnosti naprav za kontaktno varjenje Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Varjeni skupni parametri
Varjeni skupni parametri Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Varjeni kovinski žarek z žarki
Varjeni kovinski žarek z žarki Jeklene elektro varjene cevi po GOST 10704 91
Jeklene elektro varjene cevi po GOST 10704 91 Kovinska cev kvadratnega prereza
Kovinska cev kvadratnega prereza Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Proces trenja varjenja in njegove značilnosti
Proces trenja varjenja in njegove značilnosti Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja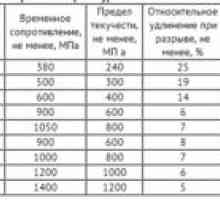 Armature razreda a1 in njegove značilnosti
Armature razreda a1 in njegove značilnosti Oprema za plinsko varjenje: inventar, modeli in značilnosti
Oprema za plinsko varjenje: inventar, modeli in značilnosti Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Značilnosti in vrste jeklenih elektrodnih cevi, izbirna merila
Značilnosti in vrste jeklenih elektrodnih cevi, izbirna merila Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Stroški varjenja: cena šiva in izdelka
Stroški varjenja: cena šiva in izdelka