Značilnosti plazemskega varjenja
 Sodobna industrija ponuja svojim strankam veliko varilnih tehnik. Plazma tehnologija velja za eno najnaprednejših možnosti.
Sodobna industrija ponuja svojim strankam veliko varilnih tehnik. Plazma tehnologija velja za eno najnaprednejših možnosti.
Udobno rezanje, taljenje in pritrjevanje različnih oblik in podrobnosti kovinskih zlitin z uporabo specializirane opreme, ki temelji na uporabi plazme, močno poenostavi namestitev. Poleg tega je plazemska tehnika izjemno varna. Seveda je to mogoče le, če izvajalec spoštuje varnostne zahteve in osnovna pravila dela.
Imenovanje
Intenzivno uvajanje v proizvodnjo velikega števila "naprednih" zlitin in kovin, kot so, na primer, nerjavno jeklo, kombinacije barvnih kovin in druge razlike, dobesedno prisiljeni strokovnjaki poiskati nove varilne tehnologije. Ker je pogosto te materiale in njihove kombinacije težko obdelati s klasičnim plinom in drugimi vrstami varjenja.
Tako se je razvilo varjenje pri uporabi določenih tehnoloških značilnosti plazme, kar je postalo zelo pogosto med popravljavci in gradbeniki.
Medtem ko ima veliko podobnosti z argonskim varjenjem, je za plazemsko tehnologijo značilno veliko višje temperaturne indekse. Zlasti je varilni lok pogosto segret na dvajset tisoč stopinj na lestvici Celzija.
To je parameter v plazemskem varjenju, ki omogoča pritrditev delov, ki so zunaj običajnega varilnega oboka, katerega temperatura ne presega pet tisoč stopinj.
Načelo delovanja temelji na taljenem delu kovinskega elementa kot posledici delovanja na površini ioniziranega plina, ki vodi tok. Pretok plina se ionizira, ko se lok segreje, ki ga proizvaja plazemska svetilka. Stopnja ionizacije se poveča, ko se temperatura plina poveča.
Plazemski lok, ki ima zelo visoko moč in temperaturo, dobimo s stiskanjem navadnega loka s pomočjo plazemskega plina. Za to se praviloma uporablja argon. V nekaterih situacijah lahko dodate vodik in helij.
Ko ioniziramo, napolnjeni delci, prisotni v plinu, povečujejo toploto, ki jo ustvari lok. Poleg tega lahko plazemski lok večkrat poveča tlak na kovinskih površinah zaradi zmanjšanja lastnega premera.
Glavne prednosti
V primerjavi s tradicionalnimi vrstami varjenja lahko ugotovimo več glavnih prednosti plazemske tehnologije:
 Možnost dela s katero koli kovinsko zlitino;
Možnost dela s katero koli kovinsko zlitino;- Sposobnost hitrega predelovanja kovinskih izdelkov z debelino 50-200 milimetrov;
- Nepomembni stroški zaradi pomanjkanja potrebe po propan-butanu in acetilenu;
- Šivi v plazemskem varjenju so natančnejši in enakomernejši;
- Material, ki ga je treba variti, ni deformiran;
- Uporaba plazemskega varjenja je zelo varna, ker takšno delo ne uporablja plinskih jeklenk.
Sorte varjenja
Obstajajo tri vrste plazemskega varjenja, ki jih določi moč uporabljenega električnega toka:
- Mikroplazma (pri tokovih od 0,1 do 25 A);
- Povprečni električni tokovi (od 50 do 150 A);
- Pri velikih električnih tokovih (več kot 150 A).
Mikroplazno varjenje.
 Najpogostejši je mikroplazma. S to obdelavo se oblikuje poseben "pripravljenosti" lok, ki se razširi med elektrodo in vodno hlajeno šobo.
Najpogostejši je mikroplazma. S to obdelavo se oblikuje poseben "pripravljenosti" lok, ki se razširi med elektrodo in vodno hlajeno šobo.
Glavna arka se pojavi plazmotrona za kovinski predmet, ki ga je treba obdelati. Plin, iz katerega se tvori plazma, se napaja prek plazemske šobe.
Ta vrsta varjenja je zelo učinkovita pri predelavi tankih kovinskih izdelkov. Za takšno varilno opremo je značilno zelo široko področje uporabe: izdelava tankoslojnih cevi in posod, izdelava nakitov, listov varilne folije, pritrdilnih membran na različne vrste gradbenih del itd.
Varjenje na srednje velikih električnih tokovih.
Ta tehnologija temelji na uporabi lastnosti vročih plinov, izpostavljenih ionizaciji. Ta tehnika je podobna parametrom argonskega varjenja z elektrodo iz volframa. Ampak ta metoda ima lok večje moči od argona. Poleg tega lahko vpliva na omejeno ravnino, to je bolj produktivno. To je posledica ne samo visoke moči, ampak tudi visokega tlaka plazemskega loka.
Tehnologija na velikih električnih tokokrogih.
Zanj so značilni še večji kazalniki moči. Hkrati obdelovanec popolnoma stopi. Ima tako velik vpliv, da se v varilni kopeli pojavlja tudi varilna luknja. Dejansko je celotno delo sestavljeno iz rezanja strukture in pivovarstva.
Ta vrsta varjenja se uporablja za predelavo izdelkov iz bakrenih delov, titana, zlitin z nizko vsebnostjo ogljika in legiranega jekla ter drugih materialov. Uporaba te sodobne tehnologije omogoča učinkovitejše, visokokakovostno in ekonomično varjenje kovinskih konstrukcij.
Priporočila za delo
 Tehnologija varjenja na osnovi plazme ima veliko razlike od drugih možnosti. S pomočjo teh funkcij se pripravlja material in oprema za delo.
Tehnologija varjenja na osnovi plazme ima veliko razlike od drugih možnosti. S pomočjo teh funkcij se pripravlja material in oprema za delo.
Da bi se izognili težavam, je treba elektrodo ostriti pod kotom 25 do 30 stopinj. Stožec, ki tvori v tem primeru, mora biti približno pet do šestkrat večji od premera. Točka bi morala biti rahlo zmešana.
Med obdelavo pločevine morate skrbno spremljati videz vrzeli. Njihova velikost ne sme presegati ene in pol milimetrov. Priporočljivo je, da se obdelovance pritrdijo tako, da varjeni sklepi popolnoma sovpadajo.
Uporabljajte konstanten tok pri delovanju. Zaščitni plin je treba poslati na varilno območje približno deset do dvajset sekund preden je vzburjen lok. Med celotnim postopkom je treba paziti, da se lok ne razbije. Če je pečina, morate najti točko, na kateri se je to zgodilo, in jo zanesljivo zaščitite.
Upoštevanje zgornjih priporočil bo pomagalo, da bo delo varno in učinkovito.
 Varilni usmernik: kaj je in kako deluje
Varilni usmernik: kaj je in kako deluje Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Kako izbrati varilni stroj za poletno rezidenco in doma
Kako izbrati varilni stroj za poletno rezidenco in doma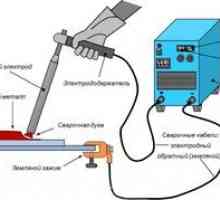 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije VAROVALNI STROJI: opis, značilnosti in pregled
VAROVALNI STROJI: opis, značilnosti in pregled Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu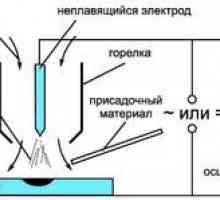 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Odrezovanje kovin: uporabne tehnologije
Odrezovanje kovin: uporabne tehnologije Vrste EDM in obdelava kovin
Vrste EDM in obdelava kovin Obdelava kovin: metode in značilnosti obdelave
Obdelava kovin: metode in značilnosti obdelave Značilnosti varjenja tantala in molibdena
Značilnosti varjenja tantala in molibdena Značilnosti plazemskega rezanja kovin
Značilnosti plazemskega rezanja kovin Oprema za plinsko varjenje: inventar, modeli in značilnosti
Oprema za plinsko varjenje: inventar, modeli in značilnosti Lasersko varjenje kovin in njegove lastnosti
Lasersko varjenje kovin in njegove lastnosti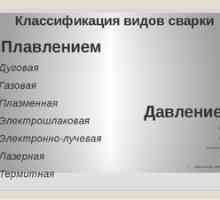 Opis različnih vrst varjenja in njihovih lastnosti
Opis različnih vrst varjenja in njihovih lastnosti Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti