Vrste elektrod za varjenje litega železa
 Litit železo je zlitina železa in ogljika, ponavadi z neznatno količino žvepla, fosforja, silicija in mangana. Prav tako so legirane komponente: vanadij, magnezij, aluminij, krom in drugi. Brands iz litega železa brez posebne toplotne obdelave ali brez takih legirnih elementov odlikujejo njihova majhna trdota, duktilnost, moč, povečana krhkost. Izdelki iz litega železa so slabo povezani z varjenjem, medtem ko jih je mogoče učinkovito izvajati z uporabo posebnih elektrod za varjenje litega železa.
Litit železo je zlitina železa in ogljika, ponavadi z neznatno količino žvepla, fosforja, silicija in mangana. Prav tako so legirane komponente: vanadij, magnezij, aluminij, krom in drugi. Brands iz litega železa brez posebne toplotne obdelave ali brez takih legirnih elementov odlikujejo njihova majhna trdota, duktilnost, moč, povečana krhkost. Izdelki iz litega železa so slabo povezani z varjenjem, medtem ko jih je mogoče učinkovito izvajati z uporabo posebnih elektrod za varjenje litega železa.
Osnovne težave
Proizvodi iz litega železa so težki predvsem zaradi kemične strukture in lastnosti tega materiala.
Slaba varivost je posledica naslednjih dejavnikov:
 V varilni kopeli se različni elementi oksidirajo predvsem silicij. Kot rezultat, na površini kopeli nastanejo ognjevzdržni oksidi. Odpornost oksidov vodi v nastanek nepredelanih površin v skupni coni.
V varilni kopeli se različni elementi oksidirajo predvsem silicij. Kot rezultat, na površini kopeli nastanejo ognjevzdržni oksidi. Odpornost oksidov vodi v nastanek nepredelanih površin v skupni coni.- Stikalo se zelo hitro ohladi in v strukturi litega železa nastane cementit, ki se odlikuje po povečani trdoti. Spletna mesta s takšno strukturo, imenovana beljena, je zelo težko mehansko obdelati.
- Litit železo je tekoč tekoč material in v staljenem stanju je težko obdržati. Stisnjeni tokovi, dobesedno izvira iz pod palico.
- Pri varjenju je potrebno zagotoviti enakomerno ogrevanje in hlajenje. Zapostavljanje teh zahtev povečuje tveganje za nastanek v skupnem območju razpok.
- Litje železo v staljenem stanju aktivno sprošča pline, kar vodi v nastanek pore v varjenem šivu.
Varjenje
Varjenje litega železa vključuje uporabo prevlečenih ali ogljikovih palic za litoželezne, inverterske in plinske varilne stroje. Če med varjenjem uporabljamo plinski gorilnik, se za oblikovanje zvara uporablja polnilni material.
Glede na oblikovan var je varjenje razdeljeno na tri kategorije:
- Šiv se oblikuje z uporabo barvnih kovin in njihovih zlitin;
- Za pridobitev šiva uporabite nizkoogljično jeklo;
- Šiv je izdelan iz litega železa.
Načini predhodne priprave podrobnosti:
- Brez predhodnega segrevanja delov;
- S predhodnim ogrevanjem do 450 ° in do 650 °.
 Ogrevanje ščiti pred videzom območij z beljeno kovino in zmanjša nevarnost razpokanja na križišču. Z uporabo te tehnologije je litina železa v območju šiva dobila enake lastnosti kot glavna kovina. Hladna tehnologija je potrebna, ko se šiv oblikuje z uporabo elektrod z jeklenimi palicami in barvnimi kovinami.
Ogrevanje ščiti pred videzom območij z beljeno kovino in zmanjša nevarnost razpokanja na križišču. Z uporabo te tehnologije je litina železa v območju šiva dobila enake lastnosti kot glavna kovina. Hladna tehnologija je potrebna, ko se šiv oblikuje z uporabo elektrod z jeklenimi palicami in barvnimi kovinami.
Za predgrevanje se uporabljajo elektrode iz litega železa "A", "B". Delo se izvaja z velikim tokovnim in neprekinjenim načinom! Če je za izvedbo ene same izvedbe treba opraviti veliko varjenja, se ne morejo ustaviti zaradi premika več strokovnjakov.
Čeprav je tehnologija vročega varjenja in je v mnogih primerih ne-alternativna, ima to zlasti pomembne pomanjkljivosti:
- Visoki stroški tehnološkega procesa;
- Trajanje postopka;
- Težavnost postopkov varjenja (v resnici je potrebno enakomerno segrevati površino delov in oblikovati sklepe).
Vrste palic
Elektrode za označevanje litega železa so odvisne predvsem od materiala palice. Lahko je:
- Varilna žica iz ogljikovega jekla;
- Žica iz legiranih jekel;
- Palice iz litega železa;
- Bakrova žica (ali zlitine bakra).
Jeklene palice so prevlečene s posebno spojino, ki nujno vsebuje ferosilikon. Uporaba tega dodatka za plašč elektrode omogoča pridobitev varilnega šiva iz sive litine. Običajno z uporabo takšnih elektrod zvarimo preproste dele, ki med delovanjem ne občutijo velikih obremenitev. Takšne elektrode se pogosto uporabljajo za varjenje litega železa doma. Pred opravljanjem takega varjenja je bolje, da se seznanite z videoposnetkom za treninge, ki daje idejo o niansah postopka. Izkušen specialist bo prejel zanesljivo zanesljivo in s takšnimi elektrodami.
Elektrode iz jeklene žice so označene kot Sv-08 in Sv08A. Uporabljajo se tudi elektrode oznak:
 EMHS - palice z jedrom iz nizkoogljičnega jekla, katerih večplastna prevleka istočasno opravlja več funkcij: tvori plin, ščiti območje varjenja, dopade kovine, oblikuje žlindro. Z uporabo takšnih elektrod ne potrebujete predgretja delov litega železa. Medtem se lahko te elektrode uporabijo samo za priključitev delov z debelino največ 10 mm.
EMHS - palice z jedrom iz nizkoogljičnega jekla, katerih večplastna prevleka istočasno opravlja več funkcij: tvori plin, ščiti območje varjenja, dopade kovine, oblikuje žlindro. Z uporabo takšnih elektrod ne potrebujete predgretja delov litega železa. Medtem se lahko te elektrode uporabijo samo za priključitev delov z debelino največ 10 mm.- TCH-4 - najpogostejše elektrode za povezovanje litega železa. Njihova prevleka vsebuje komponente, ki aktivno reagirajo z ogljikom, kar vodi k nastanku karbidnih spojin, ki se v železu ne raztopijo.
- MNCH-1 - elektrode s palico monel kovine, ki je zlitina bakra (25-30%) in niklja (60-70%). Varilni šiv iz takšne kovine je povečal odpornost na razpoke in dobro obdelavo. Te elektrode spodbujajo grafitizacijo vara in zmanjšajo količino raztopljenega ogljika v njej, kar zmanjša tveganje beljenja, to je cementitne strukture.
- Elektrode s palicami iz litega železa so izdelane s premazom dveh vrst. Prva je mešanica karborunduma (55%) in barijevega karbonata (24%), ki se kombinira z tekočim steklom. Druga vrsta je izdelana iz sestavin skupine za oblikovanje grafitov.
Še vedno so elektrode izdelane iz palic kombiniranega tipa. Lahko je:
- Palice bakra in železove zlitine, kot premaz za njih, uporabljajo posebno mešanico SSSI-13, ki je povezana z železovim prahom;
- Palice iz ene ali dveh bakrenih palic, ki so povezani v snop z jekleno žico;
- Baker, ki ima kositrno pletivo.
Pri izbiri palic upoštevajte značilnosti kovinskih delov, njihove geometrijske značilnosti in zahteve za gotove povezave. V procesu električnega varjenja izpolnjujejo zahteve in izvajajo varnostna pravila za varjenje.
 Kako obnoviti litega železa kopel
Kako obnoviti litega železa kopel Kako očistiti litoželezno cvrtje iz rjavega in ogljikovega nanosa
Kako očistiti litoželezno cvrtje iz rjavega in ogljikovega nanosa Kaj je železo: sestava in vsebnost ogljika v zlitini
Kaj je železo: sestava in vsebnost ogljika v zlitini Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala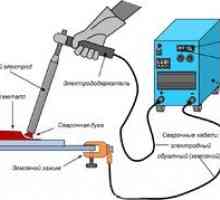 Električno obločno varjenje litega železa doma
Električno obločno varjenje litega železa doma Toplotna obdelava kovin in zlitin
Toplotna obdelava kovin in zlitin Kako izbrati in kupiti idealno peč za kotel
Kako izbrati in kupiti idealno peč za kotel Koliko litrov vode je v kopalnici
Koliko litrov vode je v kopalnici Lastnosti in prednosti litega železa za dacho
Lastnosti in prednosti litega železa za dacho Emajlirana litoželinska kopel - značilnosti dela
Emajlirana litoželinska kopel - značilnosti dela Značilnosti peči za lesno lito železo za kopel
Značilnosti peči za lesno lito železo za kopel Cast-iron kopeli: Evropa in Rusija, pregledi o tovarni Kirov
Cast-iron kopeli: Evropa in Rusija, pregledi o tovarni Kirov Odstranjevanje litega železa: brez odstranjevanja
Odstranjevanje litega železa: brez odstranjevanja Raznolikost rešetk iz litega železa za deževnico
Raznolikost rešetk iz litega železa za deževnico Lastnosti jekla: specifična teža, gostota kg cm3 in drugi
Lastnosti jekla: specifična teža, gostota kg cm3 in drugi Cast-iron kopel: standardne mere in teža
Cast-iron kopel: standardne mere in teža Značilnosti legiranega jekla: sorte, uporaba
Značilnosti legiranega jekla: sorte, uporaba Jeklo 95x18 za nože: prednosti in slabosti, značilnosti
Jeklo 95x18 za nože: prednosti in slabosti, značilnosti Koliko lito-železne kopeli tehtajo: težo standardnih in nestandardnih izdelkov
Koliko lito-železne kopeli tehtajo: težo standardnih in nestandardnih izdelkov Sodobne litine železa, te so prave velikosti in razumne cene
Sodobne litine železa, te so prave velikosti in razumne cene Tališče iz nerjavečega jekla in litega železa
Tališče iz nerjavečega jekla in litega železa