Varjenje plastičnih cevi po lastnih rokah: navodila po korakih
 Kadar se zahteva zamenjava ali popravilo vodovodov v hiši, ljudje navadno poiščejo pomoč strokovnjakov na tem področju - vodovodarji. Ker pa so sodobne cevi sedaj izdelane ne le iz litega železa, temveč tudi iz plastike, lahko postopek zamenjave tega elementa naredimo z lastnimi rokami.
Kadar se zahteva zamenjava ali popravilo vodovodov v hiši, ljudje navadno poiščejo pomoč strokovnjakov na tem področju - vodovodarji. Ker pa so sodobne cevi sedaj izdelane ne le iz litega železa, temveč tudi iz plastike, lahko postopek zamenjave tega elementa naredimo z lastnimi rokami.
Seveda, kot v vseh drugih podjetjih, je treba upoštevati vse subtilnosti procesa, ker nepravilna popravila lahko vodijo do slabe povezave cevi in povzročijo resne uhajanje.
Koristi
Najbolje je dati prednost cevi iz plastike, ker za razliko od litega železa, imajo veliko nespornih prednosti.
- Če je načrtovano varjenje plastičnih izdelkov, je treba opozoriti, da je varilni stroj za njih večkrat cenejši od naprave za varilne konstrukcije iz kovine.
- Veliko lažje je uporabiti varilni stroj, ki je zasnovan za varjenje plastičnih konstrukcij - lažje je upravljati, zato ga lahko celo neizkušeni uporabnik obvlada.
 Plastični izdelki so veliko bolj praktični in priročni za vzdrževanje.
Plastični izdelki so veliko bolj praktični in priročni za vzdrževanje.- Imajo dolgo življenjsko dobo, zato lahko služijo celotnemu obdobju, za katerega so bili nameščeni.
- Imajo relativno majhno maso, za razliko od cevi iz litega železa.
- So veliko cenejši od drugih analogov in jih je lažje zamenjati.
- Za varjenje in montažo plastičnih cevi je veliko lažje in hitreje kot cevi iz litega železa.
- Imajo odlično zvočno izolacijo.
- Ne vodite električne energije.
- Ne more biti razjedena in oksidirana.
- Plastika je veliko varnejša in biološko stabilna od litega železa.
Očitno je plastika veliko lažje variti kot kovinski, še posebej doma, ko je potrebna nujna zamenjava ali popravilo.
Vrste cevi, primerne za varjenje
Cevi iz plastike, ima nekaj značilnih lastnosti, njihova razvrstitev pa je izvedena v skladu s številnimi osnovnimi značilnostmi.
 Prva stvar, ki jo morate upoštevati pri izbiri cevi za varjenje, je njihova barva. Ta vrsta označevanja je odvisna od kakovosti izdelka. Tako so na primer le plastične cevi črne barve primerne za uporabo kot tesnilo na tleh. To je zaradi specifične sestave materiala, iz katerega so izdelani - črno plastično cevko bolj odporne na zunanje dejavnike (ultravijoličnim žarkom, nenadno spremembo temperaturnih pogojih, itd ...), kot je njihov sestavek prisotna komponenta, ki preprečuje uničenje plastike.
Prva stvar, ki jo morate upoštevati pri izbiri cevi za varjenje, je njihova barva. Ta vrsta označevanja je odvisna od kakovosti izdelka. Tako so na primer le plastične cevi črne barve primerne za uporabo kot tesnilo na tleh. To je zaradi specifične sestave materiala, iz katerega so izdelani - črno plastično cevko bolj odporne na zunanje dejavnike (ultravijoličnim žarkom, nenadno spremembo temperaturnih pogojih, itd ...), kot je njihov sestavek prisotna komponenta, ki preprečuje uničenje plastike.
Kot za druge barve, so najbolj primerni za montažo v različne prostore ali za polaganje pod debelo plastjo tal. In zato so primerni za ročno varjenje.
Več vrst cevi za funkcionalne namene
- Za vročo vodo - lahko prenese do štirideset-pet stopinj, označen s posebnim trakom modre barve;
- Za hladno vodo - ki lahko prenese temperaturo do osemdeset in pet stopinj, označena s svetlo rdečo ravno;
- Univerzalni - lahko prenesejo zelo visoke in zelo nizke temperature, ki jih običajno hkrati označujejo dve modri in rdeči trakovi.
Tudi modeli so označeni odvisno od glavnih obratovalnih parametrov materiala, iz katerega so izdelani izdelki.
 Visoki tlak do 2,5 MPa, zlasti pri varjenju, lahko prenese cevi z oznako PN 25. Uporabljajo se, če voda doseže temperaturno mejo 95 stopinj. Izdelane so z dodatkom dodatnih materialov: folije ali steklenih vlaken.
Visoki tlak do 2,5 MPa, zlasti pri varjenju, lahko prenese cevi z oznako PN 25. Uporabljajo se, če voda doseže temperaturno mejo 95 stopinj. Izdelane so z dodatkom dodatnih materialov: folije ali steklenih vlaken.- Manj debele plastične cevi z zgoščenimi stenami so označene s PN 20 - lahko vzdržijo največji tlak do 2 MPa in temperaturo vode do osemdeset in pet stopinj. Odličen za varjenje cevi za ogrevanje.
- Univerzalne in hladne vode so plastične cevi označene s PN 16 - lahko vzdržijo tlake do 1,6 MPa in temperaturo vode 65 stopinj.
- Plastične cevi, ki se uporabljajo izključno za hladno vodo, so označene s PN 10. Niso primerne za opremljanje stanovanj, ker maksimalni tlak za njih ne presega 1 MPa.
Če imate idejo o vrstah izdelkov in njihovih operativnih značilnostih, lahko varno nadaljujete za pripravo orodij, potrebno za nadaljnje varjenje.
Materiali in orodja, potrebna za varjenje
Pred nadaljevanjem postopka varjenja, v začetku je potrebno pripraviti vsa potrebna orodja. Navsezadnje lahko pomanjkanje potrebnega inventarja znatno zaplete postopek varjenja ali ga naredi podstandardno.
- Prva stvar, ki jo potrebujete je poseben varilni stroj, izdelana za varjenje izdelkov iz plastike. Takšna naprava se še vedno imenuje železo. Opremljen je s posebnimi kolesi za nastavitev želene temperature za grelne naprave, odprtino za vstavitev ustrezne velikosti šob in stojalo s peresom, zaradi katerih se varjenje lahko izvedemo v udoben položaj.
- Prav tako bo naprava potrebovala več parov TIFLON obloženih šob različnega premera. Potrebni so za pritrditev na poseben ogrevalni element varilne naprave, ki omogoča hkratno segrevanje na želeno temperaturo z dvema cevnima delovoma, ki jih je treba variti skupaj. Mere šob se izberejo ob upoštevanju premera varjenih cevnih elementov.
 Nato boste morali kupiti Posebne ojačane škarje, ki lahko zlahka zmanjšajo plastične izdelke. Te škarje se ponavadi imenujejo rezkarji cevi - z njihovo pomočjo lahko jasno očistite pravokotne rezke brez kakršnih koli bruhov in nepotrebnega pregretja plastike. Če ne najdete ustrezne opreme, jo lahko zamenjate s posebnimi kleščami ali žičnimi vrvicami.
Nato boste morali kupiti Posebne ojačane škarje, ki lahko zlahka zmanjšajo plastične izdelke. Te škarje se ponavadi imenujejo rezkarji cevi - z njihovo pomočjo lahko jasno očistite pravokotne rezke brez kakršnih koli bruhov in nepotrebnega pregretja plastike. Če ne najdete ustrezne opreme, jo lahko zamenjate s posebnimi kleščami ali žičnimi vrvicami.- Če nameravate zvariti cevi z ojačanimi aluminijastimi plastmi (oznaka PN 25), boste zagotovo potrebovali orodje za odstranjevanje - imenovan brivnik. To orodje je majhna glava, na kateri je veliko majhnih ostrih nožev, ki omogočajo hitro vrtenje, hitro odstranite zgornji sloj cevi.
- Poleg tega je morda potrebno faskosnimatel - Posebna naprava, namenjena poravnavi robov izdelkov iz plastičnih mas, ko jih je treba rezati. Najbolj pogosto je treba uporabiti v primeru, ko so bili deli plastičnih cevi odrezani neprimerno orodje, ki lahko privede do neenakomerne oddelkov ali odsekov z močnimi zarezah. Če te naprave ni bilo mogoče najti, bo za rezine faset ustrezal dobro oster nož s kratkim rezilom.
- Kadar je načrtovano, da se izdelki zvarijo s premerom več kot 50 mm, je brez njih mogoče storiti centrirna naprava. To je posledica dejstva, da se med povezavo lahko pojavijo majhni pomiki, in da se jim izognete, je vedno treba uporabiti centrirno napravo.
- Za meritve je morda potrebno tudi ravnilo, merjenje traku in svetel marker.
Vsi deli in orodja, ki so potrebni za prihodnje varjenje, je treba temeljito očistiti pred umazanijo in maščobe, ter priključnih točk - dobra rešitev ročaj alkohola, zlasti na področjih skupnega.
Varilni segmenti
Varjenje plastičnih cevi z lastnimi rokami vključuje več osnovnih stopenj. V tem procesu ni nič težje, glavna stvar je, da vnaprej pripravite vse potrebne materiale in orodja, in potem sledite preprostim navodilom.
- Za začetek je potrebno pripraviti vse elemente, ki jih je treba variti skupaj. Cevi je potrebno razrezati na ravno površino in jih razrezati na kose pravilne velikosti glede na ožičenje.
 Po tem je potrebno obdelati že rezane kose - posnetje. Obrezovanje mora biti na globini največ 3 milimetre, opazovati naklon od 15 do 45 stopinj. Če želite to storiti kompetentno, boste morali uporabiti faskosnimatel ali čim bolj ostri nož s kratkim rezilom. Preden je varjenje pripravljene dele nujno potrebno razmastiti konec cevi v sklepih, kjer je predvidenih za izvedbo pivovarn. Treba je opozoriti, da morajo biti vsi strukturni elementi, kot tudi podrobnosti o varjenje čist, saj zaradi tega pristopa, lahko zagotovi kakovost spajkanje spojev pri varjenju design.
Po tem je potrebno obdelati že rezane kose - posnetje. Obrezovanje mora biti na globini največ 3 milimetre, opazovati naklon od 15 do 45 stopinj. Če želite to storiti kompetentno, boste morali uporabiti faskosnimatel ali čim bolj ostri nož s kratkim rezilom. Preden je varjenje pripravljene dele nujno potrebno razmastiti konec cevi v sklepih, kjer je predvidenih za izvedbo pivovarn. Treba je opozoriti, da morajo biti vsi strukturni elementi, kot tudi podrobnosti o varjenje čist, saj zaradi tega pristopa, lahko zagotovi kakovost spajkanje spojev pri varjenju design.- Poleg tega je v pravilnem zaporedju treba razširiti vse rezane plastične elemente, saj bodo povezani z varjenjem - to bo pomagalo preprečiti napačno povezavo.
- Po tem je potrebno pripraviti varilni stroj. Za to je treba dobro segreti na želeno temperaturo v območju 260 stopinj, ne manj kot. Zaradi varjenja plastičnih cevi je optimalna temperatura 260 stopinj.
- Pred varjenjem pripravljenih delov zgradbe je potrebno ogrevati vse elemente prihodnjega cevovoda. Če želite to narediti, boste morali vstaviti del cevi v poseben priključek spajkalnika in ga ogreti. Pomembno je vedeti, da nezadostna temperatura ogrevanja strukturnih elementov lahko povzroči puščanje, prekomerni pregrevanje pa deformira del. Zato se želeni čas ogrevanja razlikuje glede na premer uporabljene cevi. Za določitev natančnih parametrov je dovolj, da si ogledate posebno mizo, ki je priložena navodilom varilnega stroja.
- Če so vsi elementi ogrevani pravilno, potem so povezani precej preprosto in gladko. Poleg tega je treba ogrevan elemente plastične cevi priključiti zelo hitro in na zaustavitev, medtem ko so elementi cevi strogo prepovedani, da se med povezavo obračajo. Celoten postopek povezave naj traja le nekaj sekund, saj se bodo po tem začeli hladiti. Varjene cevi je treba naravno ohladiti, ker pri hitro hlajenju na varjenih površinah pride do izgube konstrukcijske trdnosti. Tudi pri varjenju konstrukcijskih elementov je treba upoštevati zahtevani kot rezanja, kar bo pripomoglo k temu, da je šiv čim bolj vzdržljiv in hermetično zaprt.
- Zadnja stopnja je obvezno čiščenje šiv v varilnih mestih. Za te namene lahko uporabite običajno datoteko. Po ohlajanju in odstranjevanju bo izdelek popolnoma pripravljen za uporabo.
Če naredite vse pravilno, postopek varjenja ne bo povzročal veliko težav, delo v rokah pa bo prineslo užitek.
Pomembni nasveti
Preden začnete z varjenjem, Upoštevati je treba nekaj pomembnih nasvetov.
- Da bi se izognili napakam med varjenjem, se morate skrbno pripraviti na postopek. Pogosto umazani deli varilnega stroja in plastičnih cevi povzročijo izgubo tesnosti na varilnih mestih. Da bi se temu izognili, je dovolj, da vse dele odstranite iz umazanije in masti.
- Vedno upoštevajte temperaturo, ki je sprejemljiva pri varjenju plastičnih cevi. Vsaka vrsta plastike, odvisno od proizvajalca, ima svojo lastno tališče.
 Postopek ogrevanja sklopke in dela cevi se mora začeti in koncati hkrati.
Postopek ogrevanja sklopke in dela cevi se mora začeti in koncati hkrati.- Med sestavljanjem in spajanjem delov ne pritiskajte močno na elemente konstrukcije.
- Cevi morajo biti vedno ogrevane od zunaj, podrobnosti konstrukcije pa so samo notranje. V nasprotnem primeru bodo končne povezave okvarjene.
- Po končanem varjenju je treba preveriti, ali so cevi črpalke tako, da jim dajejo pravo temperaturo.
- Voda se lahko odvede v dokončane cevi ne prej kot eno in pol do dve uri po varjenju z zadnjim delom konstrukcije.
- Če je na izdelavi prikazana slaba kakovost povezave na spojih, je potrebno ponovno opraviti varilni postopek. Da bi to naredili, bo potrebno obrezati okvarjeno skupno mesto in znova opraviti varjenje, vendar z uporabo novega pribora.
- Ne smemo pozabiti, da končnih izdelkov, povezanih z varilnim strojem, ni mogoče razstaviti. Zato je pred varjenjem zelo pomembno opraviti vse potrebne meritve.
Če upoštevamo vsa zgornja pravila, se bo povezovanje cevi z varjenjem izkazalo za najvišje kakovosti in operativno.
 Kako spajkati polipropilenske cevi: pouk in video lekcije
Kako spajkati polipropilenske cevi: pouk in video lekcije Kako variti cev
Kako variti cev Kako spajkati plastične cevi za oskrbo z vodo
Kako spajkati plastične cevi za oskrbo z vodo Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa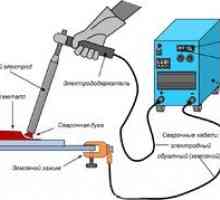 Električno obločno varjenje litega železa doma
Električno obločno varjenje litega železa doma Opis in značilnosti magnetnih vogal za varjenje
Opis in značilnosti magnetnih vogal za varjenje Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Montaža cevi iz polipropilena ročno: spajkanje in video
Montaža cevi iz polipropilena ročno: spajkanje in video Metode montaže polipropilenskih cevi, video
Metode montaže polipropilenskih cevi, video Kako pravilno variti cevi polipropilena z lastnimi rokami
Kako pravilno variti cevi polipropilena z lastnimi rokami Katero napravo je bolje izbrati za varjenje polipropilenskih cevi
Katero napravo je bolje izbrati za varjenje polipropilenskih cevi Priključitev polietilenskih cevi in posebnih spojk za njih
Priključitev polietilenskih cevi in posebnih spojk za njih Zamenjava kanalizacijske cevi
Zamenjava kanalizacijske cevi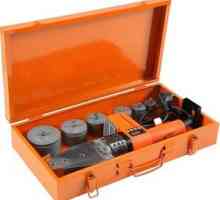 Varilni stroj za polipropilenske cevi: izbirna merila
Varilni stroj za polipropilenske cevi: izbirna merila Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Varilni stroj za plastične cevi
Varilni stroj za plastične cevi Tekoče in suho hladno varjenje kovin
Tekoče in suho hladno varjenje kovin Varjenje cevi iz polipropilena: navodila in video
Varjenje cevi iz polipropilena: navodila in video Povratna in direktna polarnost pri varjenju s pretvornikom
Povratna in direktna polarnost pri varjenju s pretvornikom Izbira železa za spajkanje polipropilenskih cevi
Izbira železa za spajkanje polipropilenskih cevi Zamenjava cevi v kopalnici in straniščih: obseg dela in njihova cena
Zamenjava cevi v kopalnici in straniščih: obseg dela in njihova cena