Katere elektrode je treba izbrati za varjenje z inverterjem
 Postopek varjenja je precej nevaren, zato je pomembno uporabljati kakovostno in preverjeno opremo. Varilni pretvornik - moderen in morda eden izmed najboljših vrst varilnih strojev. Enostavnost dela z njimi je ena od glavnih prednosti gospodinjskih inverterjev, ki so prejeli razumno in zasluženo ljubezen do mojstrov.
Postopek varjenja je precej nevaren, zato je pomembno uporabljati kakovostno in preverjeno opremo. Varilni pretvornik - moderen in morda eden izmed najboljših vrst varilnih strojev. Enostavnost dela z njimi je ena od glavnih prednosti gospodinjskih inverterjev, ki so prejeli razumno in zasluženo ljubezen do mojstrov.
Izbira varilnega stroja
Za pravo izbiro je treba biti sposoben prebrati sprejete oznake, kupcu povedati, kakšno vrsto dela proizvaja ta naprava:
 Označevanje MMA pomeni, da naprava deluje na elektrodah v načinu obločnega varjenja.
Označevanje MMA pomeni, da naprava deluje na elektrodah v načinu obločnega varjenja.- Oznake MIG ali MAG označuje polavtomatsko razsmernik, kjer se namesto žice uporablja elektroda. Za režim varjenja v polavtomatskem načinu je potreben ogljikov dioksid v jeklenkah.
- TIG označevanje v aparatih za varjenje argona, ki se večinoma uporabljajo pri proizvodnji kompleksnih izdelkov iz kovine v podjetjih.
- Oznaka CUT kaže, da aparat lahko povzroči plazemsko rezanje kovine
MVA-inverterji so odlična in praktično edinstvena rešitev, ko gre za izbiro varilnih strojev za dom, vikend in majhnih rednih del.
Modeli inverterjev znanih proizvajalcev, kot so Resanta 190 - so precej proračunski, zanesljivi in enostavni za uporabo varilnih strojev, so enostavni za delo tudi za začetnike, kar vam omogoča, da hitro dobite kakovostne šive.
Druge oznake kažejo, da se naprave uporabljajo za bolj resne industrijske namene.
Značilnost inverterjev varilnih strojev je tvorba izmenične napetosti. Uporabljajo se za obločno varjenje s taljenjem. Tok do varjenega spoja se napaja preko kovinskih palic, tako imenovanih elektrod.
Klasifikacija elektrod
Izbira elektrod, predstavljenih v prodajalnah, je zelo široka, začenši pri proizvajalcu in konča s cenami. Razmislite, kako se razlikujejo.
Elektrode so razdeljene na:
- taljenje, ki se uporablja pri obločnem varjenju;
- Neplaščen, primeren za varjenje argona.
Obstajajo elektrode za:
- sestava prevleke ali prevleke;
- materiala mase za varjenje;
- premera.
 Pri varjenju se jedro začne taliti, ki ga spremlja žganje in taljenje premaza, ki prehaja v plinasto stanje. Ta plin ne dopušča vstopa kisika in taljeni del se razprostira nad kovino, kar dopolnjuje zaščito.
Pri varjenju se jedro začne taliti, ki ga spremlja žganje in taljenje premaza, ki prehaja v plinasto stanje. Ta plin ne dopušča vstopa kisika in taljeni del se razprostira nad kovino, kar dopolnjuje zaščito.
Zato ne dovolite videza čipov na površini. V postopku varjenja je poškodovana lupina bo povzročila neenakomerno segrevanje, kar bo slabo vplivalo na kakovost šiva.
Obstajajo 4 vrste premazov:
- osnovno;
- kislo;
- rutil;
- celulozni.
 Najpogosteje se uporabljajo elektrode s prevlekami prvih dveh vrst.
Najpogosteje se uporabljajo elektrode s prevlekami prvih dveh vrst.
Od glavnih je običajno izbran SSSI 13/55. Varjeni so iz visokokakovostne, odlične žilavosti, plastike in trajnosti. Pri nameščanju kritičnih konstrukcij s težkimi pogoji delovanja so to optimalne elektrode za varjenje z inverterjem.
Pozor, prosim! Če prevleka ni dovolj suha, imajo sklepi delov sledi rje, nezadostno razmaščena ali obstaja kakršna koli kontaminacija, potem lahko varjeni šiv postane porozen. Delo je dovoljeno samo s stalnim tokom, polarnost je treba obrniti.
Razmislite o drugi vrsti elektrodne obloge za zavarjanje inverterja rutilnega tipa. Tradicionalni proizvajalec MR-3 se uporablja za priklop nizkoogljičnega jekla. Odlikuje jih stabilna obločna obločnica, medtem ko je tok lahko konstanten ali spremenljiv. Pri varjenju se material ne razprši in šivi so lahko horizontalni in navpični. Žlindra je zlahka ločena. Rust in umazanija ne ovirajo varjenja in ne vpliva na kakovost šiva.
Znane blagovne znamke
Katere vrste elektrod so najboljše za kuhanje z inverterjem? Suha, brez poškodb. Hranite jih na suhem mestu in ne dovolite deformacije palic, kadar se to uporablja, kar se bo izognilo temu, da elektroda med delovanjem ne bi prižgala kovine.
Najpogosteje se uporabljajo naslednje blagovne znamke inverterjev:
 MR-3, SSSI 13/55, OZS-4 povezujejo ogljikova nizkolegirana jekla, se uporabljajo za varjenje kritičnih struktur;
MR-3, SSSI 13/55, OZS-4 povezujejo ogljikova nizkolegirana jekla, se uporabljajo za varjenje kritičnih struktur;- CL-11 je izbran za varjenje nerjavnega jekla in visoko legiranega jekla;
- OZANA-1 - za spajanje aluminijevih razredov A0, A3- in OZANA-2 - za zlitine AL4, AL9, AL11;
- Komsomolets-100 - za varjenje bakra in spajanje bakra in jekla;
- OZCH -2 se uporablja za zlitine litega železa.
Številni pretvorniki delujejo na enosmerni tok. Obstajata dve možnosti povezovanja polarnosti: neposreden in obraten.
Z direktno polarnostjo je teža pritrjena na plus pretvornika, v minus držalo. Ta način povezovanja poveča temperaturo kovine, priporočamo jo za varjenje masnih delov in, če je potrebno, dodeljevanje velike količine toplote in visokih temperatur med procesom.
Tanka kovina in visoko legirano jeklo so bolje varjene z obrnjeno polarnostjo, da ne bi spali materiala.
Določitev zahtevanega premera
 Izkušeni varilci verjamejo, da med varjenjem s pretvornikom ni veliko razlike med elektrodami. Mnenje temelji na osebnih izkušnjah visoko specializiranih strokovnjakov, ki opravljajo delo določenega tipa, na primer varjenje istih cevi ali profilov. Pri svojem delu z uporabo razsmernika na šiv ne nalagajo resnih zahtev glede geometrije in estetike, zato se lahko uporabljajo elektrode s premerom do vključno 2 mm.
Izkušeni varilci verjamejo, da med varjenjem s pretvornikom ni veliko razlike med elektrodami. Mnenje temelji na osebnih izkušnjah visoko specializiranih strokovnjakov, ki opravljajo delo določenega tipa, na primer varjenje istih cevi ali profilov. Pri svojem delu z uporabo razsmernika na šiv ne nalagajo resnih zahtev glede geometrije in estetike, zato se lahko uporabljajo elektrode s premerom do vključno 2 mm.
Debelostni deli zahtevajo daljši čas za varjenje, zato morajo elektrode potrebujejo več premera, da jih varijo. Varilne elektrode z majhnim premerom hitro izgorejo, bolj pogosto pa izdelajo potomce.
Za izvedbo zahtevnih del za dolge poti uveljavljenih debele elektrode, montaža lahkih strukture z manjšimi šivi vzdolž dolžine palic se lahko izvajajo v premeru in 2 mm. Uporabljajo te elektrode, zlasti za varilce gospodinjsko uporabo za varjenje Resanta pretvornika 190, na primer pri montaži ciljnih okvirji in vrata, ograje izdelavo kovinskih cevi in profilirane pločevine.
Premer je izbran iz debeline kovinskih obdelovancev, vendar s tanko kovinsko ploščo do 1,5 mm, uporabite polavtomatsko ali argonsko obločno varjenje.
Izbira potrebnega toka
 Običajno je napisana na embalaži proizvoda, vendar če je izgubljena, lahko orientirate na naslednji način: varilni tok je nastavljen od 20 A do 30 A na 1 mm premera elektrode. Če je premer 3 mm, se vrednost toka giblje znotraj 80-110 A
Običajno je napisana na embalaži proizvoda, vendar če je izgubljena, lahko orientirate na naslednji način: varilni tok je nastavljen od 20 A do 30 A na 1 mm premera elektrode. Če je premer 3 mm, se vrednost toka giblje znotraj 80-110 A
Vendar pa zahteva tudi upoštevanje načina polaganja šiva, kako se prilega, stalno ali z odlomkom. V prvem primeru v izračune upoštevajte indikator 20 A, z drugim 30. Poleg tega priporočila upoštevajte naslednji seznam varilnih kriterijev:
- Tekočina zvarne kovine.
- Hitrost varilca pri polaganju šiva.
- Položaj elektrode pri varjenju, kot je v stropnem položaju, se zmanjša tok.
Optimalna ureditev bo prinesla prakso in izkušnje. Pazite na varilno kopel, označuje kakovost izbranega načina. Pravi šiv bo enakomeren, če se kopel napihne iz kovine: to pomeni, da je lok krajši ali pa je hitrost varjenja počasna. V primeru, ko je bila sedež v kopalnici, je bil šiv hitro kuhan ali pa je lok zavrnil dlje, kot je bilo potrebno.
Pravilno usklajene kakovostne elektrode bodo omogočale varjenje kovin na visoki strokovni ravni tudi pri novostih lastnikov poceni gospodinjskih inverterjev.
 Kako izbrati varilni stroj za poletno rezidenco in doma
Kako izbrati varilni stroj za poletno rezidenco in doma Kako izbrati varilni stroj za varjenje za dom
Kako izbrati varilni stroj za varjenje za dom Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije VAROVALNI STROJI: opis, značilnosti in pregled
VAROVALNI STROJI: opis, značilnosti in pregled Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Nasveti za izbiro varilca za vaš dom in vilo
Nasveti za izbiro varilca za vaš dom in vilo Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika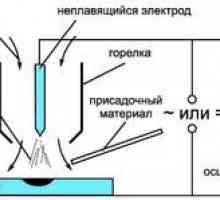 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Resanta Sai 160: poceni inverterski vstopni nivo
Resanta Sai 160: poceni inverterski vstopni nivo Popravilo inverterjev varilnih strojev z lastnimi rokami
Popravilo inverterjev varilnih strojev z lastnimi rokami Popravilo varilnih strojev z lastnimi rokami
Popravilo varilnih strojev z lastnimi rokami Aparati za varjenje inventarja resanta sai 190
Aparati za varjenje inventarja resanta sai 190 Poceni varilni pretvornik enota resanta sai 250
Poceni varilni pretvornik enota resanta sai 250 Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi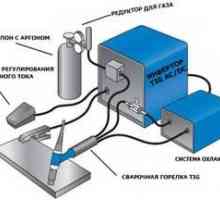 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Osrednji stroj za varjenje foxweld 202
Osrednji stroj za varjenje foxweld 202 Resanta Saipa 165: opis, tehnične specifikacije
Resanta Saipa 165: opis, tehnične specifikacije Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja