Metrični navoj: dimenzije, miza s premerom in smola
 Pritrditev navojev izdelkov se pogosto uporablja za povezovanje različnih elementov. Metrična nit - vijačni navoj na zunanji ali notranji površini, za katero je značilno precej več različnih funkcij. Nastali navojni vijak ima svoje ime zaradi meritev geometrijskih parametrov v milimetrih. Metrični navoj (dimenzije v tabeli so zabeležene, da bi poenostavili iskanje najprimernejših pritrdilnih elementov), lahko razrežemo na cilindrično in konično površino.
Pritrditev navojev izdelkov se pogosto uporablja za povezovanje različnih elementov. Metrična nit - vijačni navoj na zunanji ali notranji površini, za katero je značilno precej več različnih funkcij. Nastali navojni vijak ima svoje ime zaradi meritev geometrijskih parametrov v milimetrih. Metrični navoj (dimenzije v tabeli so zabeležene, da bi poenostavili iskanje najprimernejših pritrdilnih elementov), lahko razrežemo na cilindrično in konično površino.
Področje uporabe
Najpogostejši metrični niti m8 ali z drugačno velikostjo. Proizvajalci uporabljajo in palce, pitchevye niti pri ustvarjanju pritrdilnih elementov. Pri izdelavi naslednjih izdelkov se navoji nanašajo na površino:
- Matice se pogosto uporabljajo. Praviloma imajo notranjo cilindrično luknjo z navojem, na zunanji strani pa je oblika večdelnega.
- Sidrni vijaki in konvencionalni vijaki se pogosto uporabljajo kot pritrdilni elementi. V tem primeru se obračanja nanašajo na zunanjo površino.
- Hlače se uporabljajo, če je zasnova zasnovana za visok mehanski vpliv.
Sodobne proizvodne tehnologije omogočajo pridobivanje obratov z natančnimi geometrijskimi oblikami. Zato je navojna povezava značilna visoka stopnja tesnosti tudi brez uporabe posebnega tesnilnega materiala, ki se uporablja pri gradnji cevovodov, posod za različne tekočine.
Osnovni parametri
Uporabljena tabela metričnih navojev s premeri in smolo vam omogoča, da hitro izberete najprimernejši pritrdilni element. Za izdelane navitje je značilno nekaj osnovnih parametrov:
 Smer dviganja zavojev. Vse niti se lahko razdelijo v dve glavni skupini: levo in desno. Najpogostejše so leve verzije, lahko pa se uporabijo tudi desne niti.
Smer dviganja zavojev. Vse niti se lahko razdelijo v dve glavni skupini: levo in desno. Najpogostejše so leve verzije, lahko pa se uporabijo tudi desne niti.- Mere: premer in smola. V večini primerov je naveden samo zunanji premer niti, ki ga je treba rezati, vendar pa je v referenčni literaturi mogoče najti veliko drugih parametrov. Pomemben dejavnik je nagib žlebov glede na druge. Pri rezanju navojev upoštevamo premer zunanje ali notranje površine. Ob pripravi proizvoda poveljnik upošteva velikost obdelovanca. Obstaja tudi normativna dokumentacija, ki vam omogoča izbiro primernejšega premera za pridobivanje niti z določenimi parametri.
- Navoji so lahko nameščeni znotraj ali zunaj izdelka. Ta indikator določa samo specifične lastnosti uporabljene tehnologije površinskega rezanja. Za obdelavo zunanjo površino uporablja Stružnica z ustrezno šobo in rezalnik in pipe za notranjo vrtalnega rezalniku. Orodje je izbran glede na to kar je natančnost potrebna za sprejem nit, in material, uporabljen pri izdelavi polizdelka.
Veliko drugih geometrijskih parametrov se upošteva pri izdelavi pritrdilnih elementov. Prikazani so na ustvarjeni risbi.
Geometrijske dimenzije
V večini primerov navojna tabela vsebuje informacije o zunanjem premeru in višini vrtljajev. Osnovni geometrijski parametri, ki so navedeni na risbi, so naslednji:
 Nazivni premer na risbi označujejo črke D in d. Prva črka se uporablja za označitev nominalnega zunanjega premera, drugi pa podoben notranji parameter.
Nazivni premer na risbi označujejo črke D in d. Prva črka se uporablja za označitev nominalnega zunanjega premera, drugi pa podoben notranji parameter.- Povprečni premer je odvisen od zunanjega in notranjega položaja navoja, v tehnični dokumentaciji ali tabelah so označene črke D 2 in d 2. Podoben parameter za notranji premer je naveden v tehnični dokumentaciji in na risbi kot D 1 in d 1.
- Znotraj zank je značilna navzočnost vrhov in dolin. Razdalja med njimi se imenuje naklon. Za sklicevanje na ta pomemben parameter je črka R. je treba uporabiti, da se upošteva, da ne sme imeti vijak in matica samo enak premer, ampak tudi korak. Če so tuljave nahajajo na različnih razdaljah od drug drugega, se matica privije v zapaha.
- Notranji premer vijaka se uporablja za izračun napetosti, ki se lahko pojavijo med delovanjem izdelka. Previsoka napetost povzroči, da je palica odrezana.
- Pot navoja, ki jo ustvari en vijačni par, je v večini primerov enaka višini. Ta parameter določa linearno gibanje pri enem vrtenju navojnega para. Parameter je upoštevan pri ustvarjanju različnih odgovornih mehanizmov.
- V ustvarjenih risbah je profil vijakov označen s črko H. V večini primerov je profil podoben trikotniku. Uporabljene metode obdelave določajo nastanek zaobljenega posnetka kot vozlišča.
Pri izdelavi pritrdilnih elementov se vzdržujejo standardi GOST. To zelo olajša izbor najprimernejše izvedbe, za katero se lahko uporabijo tabele.
Uporaba podatkov tabele
M10 niti ali druge velikosti je mogoče določiti s posebnimi tabelami. Ko so ustvarjeni, se upoštevajo nekateri standardi:
 GOST 8724 vsebuje informacije o zahtevah glede premera in smole. Prenovljeni standard poročanja je bil sprejet leta 2004, in je primerljiva z mednarodnim standardom ISO 261-98. Oba standarda še eno razliko: Mednarodna definira parametre meritev nit s premerom od 1 do 300 mm Standardna deluje v razponu od 0,25 do 600 mm. Za lažjo uporabo so prikazani standardi obravnavane v iskalno tabelo vseh parametrov. Veljavne zahteve so primerne za leve in desne niti.
GOST 8724 vsebuje informacije o zahtevah glede premera in smole. Prenovljeni standard poročanja je bil sprejet leta 2004, in je primerljiva z mednarodnim standardom ISO 261-98. Oba standarda še eno razliko: Mednarodna definira parametre meritev nit s premerom od 1 do 300 mm Standardna deluje v razponu od 0,25 do 600 mm. Za lažjo uporabo so prikazani standardi obravnavane v iskalno tabelo vseh parametrov. Veljavne zahteve so primerne za leve in desne niti.- GOST 9150 se uporablja za določitev zahtev, ki veljajo za profil. V tabeli, ki so ustvarjene, so prikazani osnovni geometrijski parametri. Pri izdelavi pritrdilnih elementov jih je treba vzdrževati. Standardi te izdaje so bili sprejeti leta 2002, tesno so povezani s tistimi, določenimi v GOST 16093.
- GOST 16093 opredeljuje zahteve za odstopanja. Poleg tega ta dokumentacija določa standarde, ki se uporabljajo za označevanje izdelka. Zadnja izdaja regulativnih dokumentov je bila sprejeta leta 2005, vključuje mednarodne standarde ISO 965-1 in ISO 965-3. Levi in desni niz sta vključena v standard.
- GOST 24705 izdaja 2004 določa glavne razsežnosti niti, ki jih je treba rezati. Uporablja se za izdelavo vseh vijačnih parov.
Upoštevani standardi se uporabljajo pri izbiri orodja, s katerim se bodo niti zmanjšale. Poleg tega se ti parametri upoštevajo pri nastavitvi uporabljenih stružnih rezil. Zaradi standardizacije glavnih parametrov pri izbiri pritrdilnih elementov zadostuje pozornost le nekaterim parametrom: premer in smola.
Pravila označevanja
Kompleksnost niti je odvisna od tega, da se določena pravila uporabljajo za označevanje glavnih parametrov, ki so določeni v GOST. Glede na posebnosti označevanja obravnavanih izdelkov bomo omenili naslednje točke:
 Oznaka tolerančnega polja za določen premer se izvaja s kombiniranjem določenih števil, ki označujejo razred točnosti. Pismo določa odstopanje velikosti od norme.
Oznaka tolerančnega polja za določen premer se izvaja s kombiniranjem določenih števil, ki označujejo razred točnosti. Pismo določa odstopanje velikosti od norme.- Na samem začetku oznake je označena črka, ki označuje vrsto niti. Za meritev se uporablja črka M, po kateri se uporabljajo vse druge oznake.
- Po toleranci niti navajamo dve alfanumerični kombinaciji. Če so parametri enaki, v oznaki niso ponovno navedeni.
- Nagib obrata ni označen v oznaki. Zato se pri izbiri najprimernejšega pritrdilnega elementa uporabijo tabele. Indeks naklona ustreza določenemu zunanjemu, srednjemu in notranjemu premeru. Navedite notranji premer vzdolž dna votline.
Razvrstitev pritrdilnih elementov se izvaja po dolžini ličila. Vsi so razdeljeni v tri glavne skupine. Za označevanje skupine se uporabljajo naslednji simboli:
- N je normalna dolžina ličila. Ta znak v oznaki pogosto ni naveden.
- S - kratka dolžina ličila.
- L je največji kazalnik.
Pri izdelavi in označevanju določenih izdelkov je dolžina vijačenja pomembna. Zato je označena ustrezna črka, ki ji sledi navpična črta in oznake tolerančnih polj.
Priključitev navojnega sklepa se šteje za pomemben parameter, ki je označen v oznaki. Ta indikator je označen kot del:
- Števec označuje notranjo nit in toleranco.
- V imenovalec se vnese oznaka tolerančnega polja zunanjega obračanja.
Nekateri od zgornjih parametrov so prikazani tudi na risbi. Na samem izdelku se označuje z graviranjem ali barvanjem.
Tolerančna polja
Pri izdelavi vijakov, matice in zatičev se upoštevajo tolerančna polja. Vsi so razdeljeni v tri glavne skupine:
 Natančno. Nekatere niti morajo imeti visoko natančnost, kar zagotavlja visoko stopnjo tesnjenja strukture, ki se ustvarja. Dosežena je visoka natančnost zaradi uporabe sodobnih postopkov obdelave, na primer CNC strojev. Visoki stroški proizvodnje določajo, da so izdelki te skupine primerni le za oblikovanje odgovornih izdelkov.
Natančno. Nekatere niti morajo imeti visoko natančnost, kar zagotavlja visoko stopnjo tesnjenja strukture, ki se ustvarja. Dosežena je visoka natančnost zaradi uporabe sodobnih postopkov obdelave, na primer CNC strojev. Visoki stroški proizvodnje določajo, da so izdelki te skupine primerni le za oblikovanje odgovornih izdelkov.- Srednje. Ta skupina polj je značilna za pritrdilne elemente splošnega namena. Takšno natančnost se lahko vzdržuje z običajnimi stroji ali ročnim orodjem. S poenostavitvijo proizvodnega postopka se stroški izdelka zmanjšajo, kar določa njihovo distribucijo.
- Rough. Take tolerance polja se izvajajo pri obdelavi globokih slepih lukenj ali palic, kadar je težko izboljšati kakovost obračanja in natančnost njihove geometrijske oblike.
Če želite izbrati odstopanja, se uporabijo posebne tabele. Se srečujejo v različnih tehničnih dokumentacijah. Priporočila za uporabo referenčnih informacij so naslednja:
 Najprej se pozornost nameni področju tolerance, ki je poudarjeno krepko.
Najprej se pozornost nameni področju tolerance, ki je poudarjeno krepko.- Naslednje informacije o pomenu so tiste, ki so v tabeli vpisane v lažji pisavi.
- Dodatni parameter so številke, ki so označene v oklepajih.
V nekaterih primerih se uporabijo podatki, ki so navedeni v oglatih oklepajih. Upošteva se le, če vsi drugi niso primerni za izdelavo pritrdilnih elementov. Inč in druge niti označujejo nekoliko drugačni parametri, ki so navedeni tudi v ustrezni tehnični dokumentaciji in tabelah.
 Za kaj so vijaki za pohištvo?
Za kaj so vijaki za pohištvo?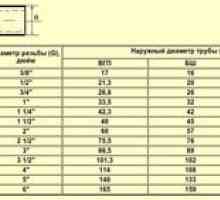 Kako prevedite velikost odseka centimetrskih cevi v mm
Kako prevedite velikost odseka centimetrskih cevi v mm GOST 17473 vijaki s polkrožno glavo
GOST 17473 vijaki s polkrožno glavo Značilnosti izbire matic za litje diskov
Značilnosti izbire matic za litje diskov Izbira pipe za navoj v obdelovancu
Izbira pipe za navoj v obdelovancu Katera vrsta rezbarenja se zgodi: vrste in parametri
Katera vrsta rezbarenja se zgodi: vrste in parametri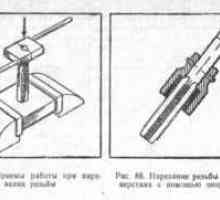 Plošča za navoj zunanjega navoja: lastnosti laka
Plošča za navoj zunanjega navoja: lastnosti laka Stroj za rezanje navojev za cevi
Stroj za rezanje navojev za cevi Cevni navoj: glavni parametri in oznake, posebne tehnike
Cevni navoj: glavni parametri in oznake, posebne tehnike Rezanje navojev ali rezanje navojev
Rezanje navojev ali rezanje navojev Kaj so zakovice z navojem z navojem
Kaj so zakovice z navojem z navojem Značilnosti samoreznih vijakov za pritrditev sendvič plošč
Značilnosti samoreznih vijakov za pritrditev sendvič plošč Rim-nut din 582 v različnih panogah
Rim-nut din 582 v različnih panogah Vrste vijakov in pritrdilnih elementov za kovine s svedrom
Vrste vijakov in pritrdilnih elementov za kovine s svedrom Pritrditev nosilca okrepljeno: prednosti in izbira
Pritrditev nosilca okrepljeno: prednosti in izbira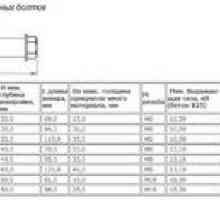 Sidrni vijaki za beton: dimenzije in cena
Sidrni vijaki za beton: dimenzije in cena Opis tipov in zasnove in vijaka distančnika
Opis tipov in zasnove in vijaka distančnika Mere pohištvenih vijakov z zaobljenimi klobuki
Mere pohištvenih vijakov z zaobljenimi klobuki Sorti bitov za izvijač: označevanje, razvrstitev
Sorti bitov za izvijač: označevanje, razvrstitev Krovni vijaki za kovine - dimenzije v gostu
Krovni vijaki za kovine - dimenzije v gostu Perforirani vogal in pocinkani kot
Perforirani vogal in pocinkani kot