Značilnosti varilnega inverterja za začetnike
 V vsakdanjem življenju potrebujemo varilne predmete. Zelo pogosto se takšna potreba pojavlja v zasebnem sektorju. Z velikim številom del se lahko obrnete na izkušene varilce in za manjša delovna mesta je bolje uporabiti inverterski varilni stroj.
V vsakdanjem življenju potrebujemo varilne predmete. Zelo pogosto se takšna potreba pojavlja v zasebnem sektorju. Z velikim številom del se lahko obrnete na izkušene varilce in za manjša delovna mesta je bolje uporabiti inverterski varilni stroj.
Vsebina
To je najbolj preprosta, cenovno dostopna in primerna vrsta varjenja. Na voljo je vsem. Za to morate poznati načela varjenja.
Invertorska pravila varjenja
 Varilni pretvornik je postal preboj na področju varilnih strojev, saj so zastareli transformatorji precej težki in težki za uporabo. Prednost je v tem, da z varjenjem z inverterjem pride do manj kot pri varjenju z transformatorja.
Varilni pretvornik je postal preboj na področju varilnih strojev, saj so zastareli transformatorji precej težki in težki za uporabo. Prednost je v tem, da z varjenjem z inverterjem pride do manj kot pri varjenju z transformatorja.
Inverter - varilni stroj, ki vam omogoča, da se pridruži kovinskim listkom z električnim izpustom. Ima značilnost: ima majhna teža in največja zmogljivost, zahvaljujoč temu, da lahko dostopa do dela, ki so ga predhodno opravljali težke in zapletene naprave. Teža naprave je odvisna od njegove zmogljivosti (od 3 do 7 kg).
Lahko jih prevažate s peresom ali jermenom. Hlajenje poteka skozi prezračevalne luknje v ohišju. Ta enota porabi električno energijo, ki teče samo za delo z lokom, in opravlja sam proces varjenja.
Naprava je neobčutljiva na padce napetosti. Pri nenehnih nihanjih je treba upoštevati zahtevano napetost, ki je navedena v potnem listu pretvornika.
Površina naprave je Ročaji in kazalniki nadzora:
- vklopljen in izklopljen s preklopnim stikalom;
- napetost in tok nastavljata gumbi na sprednji plošči;
- Panel ima indikatorje, ki vas obveščajo o napajanju in pregrevanju naprave;
- Pred panelom so izhodi ("+" in ";").
Poleg tega v setu obstaja 2 kabla. Eden od njih se konča z držalom za elektrodo, drugi pa ima vpenjalo v obliki oblačil za popravilo izdelka. Naprava je priključena prek priključka na zadnji plošči naprave.
Načelo delovanja
 Pretvornik je elektronska naprava, ki deluje iz omrežja. Ko so vključeni stari varilni aparati, pride do močne in izjemne moči, zato je mogoče izklopiti luč.
Pretvornik je elektronska naprava, ki deluje iz omrežja. Ko so vključeni stari varilni aparati, pride do močne in izjemne moči, zato je mogoče izklopiti luč.
Razsmernik ima akumulacijski kondenzatorji, Zbirajo električno energijo in zagotavljajo neprekinjeno delovanje omrežja. Tiho vžgejo lok iz pretvornika.
Upoštevati je treba dejstvo, da je poraba električne energije odvisna od premera elektrod. Bolj ko je, večja poraba. V tem pogledu je treba pred uporabo pretvornika, ki ga bo porabila naprava, izračunati največjo možno količino električne energije, da ne bi zažgali gospodinjskih aparatov.
Upoštevati je treba, da je za vsak premer elektrode predstavljen minimalni tok, to pomeni, ko poskušate zmanjšati tok, šiv ne deluje. Ko se poveča isti tok, se bo, vendar bo elektroda hitro zažgala.
Lok izhaja iz povezave kovinskega dela elektrode in kovine, ki jo je treba variti. Elektroda in kovinski zagon se talini pod vplivom temperature obloka. Raztaljeni deli na svojem mestu tvorijo kopel. Prevleka elektrode se stopi, del katerega prehaja v plinasto stanje in blokira kopel iz kisika. Drugi del prevleke (v tekočem stanju) ščiti kovino iz zraka med varjenjem in med hlajenjem.
Po varjenju in hlajenju kovine je tekoči del žlindra, ki prekriva šiv od zunaj. Po ohlajenju se žlindra odstrani s kladivom.
Elektroda se topi med varjenjem. Tako, da lok ne bledi, Treba je ohraniti svojo dolžino, razdalja med kovino in elektrodo. To lahko storite tako, da vstavite elektrodo v varilno mesto z isto hitrostjo in točno na spoju šiva.
S kratkim lokom (približno 1 mm) se kovina segreje na majhno območje v širini, šiv pa se konveksno pojavlja. Na stičišču šiva in kovine se lahko pojavi okvara, kot je razrez (vzporedna jama blizu šiva). Zmanjša moč šiva.
Dolg lok je nestabilen, slabo zaščiten pred zrakom, skoraj ne segreva kovine, šiv je nepopolne globine. Normalna vrednost loka - od 2 do 3 mm. Stalna vrzel te velikosti bo tvorila normalni šiv z dobro penetracijo.
Kako pravilno zvariti kovinski pretvornik
Za delo z varjenjem so potrebni naslednji zaščitni elementi:
 Rokavice iz grobega materiala, vendar ne gumijaste.
Rokavice iz grobega materiala, vendar ne gumijaste.- Varilna maska s filtrom, ki je izbrana glede na vrednost varilnega toka. Primernejša je uporaba maske "kameleon", ker vgrajen filter v njem zazna lok in zatemne pod njeno velikostjo. Treba je opozoriti, da filter pri nizkih temperaturah nima časa za pravočasno delo in pri temperaturi pod -100 stopinj te maske ne ščitijo.
- Oblačila, ki morajo biti izdelana iz naravnega, gostega in nevnetljivega materiala, pokrivajo vrat in roke.
- Zaprti čevlji iz pravega usnja in debele podplate.
Zahtevano pripravite varno mesto za varjenje:
- Prostor, odsotnost vseh nepotrebnih.
- Dobra osvetlitev.
- Delo je narejeno na lesenem podu, ki ščiti pred električnim šokom.
Po tem je potrebno prilagodite varilni tok (odvisno od debeline kovine in delov) in izberite elektrodo (2-5 mm). Ponavadi je moč toka prikazana na telesu naprave. Izbrati je treba elektrode, s poudarkom na znamki varilnih materialov. Nato priključite ozemljitveni terminal na varjeno površino.
Pred začetkom dela dobite zanesljivo in kakovostno povezavo kovine je treba pripraviti. Kovinska krtača odstrani rjo od robov, ki jih je treba obdelati s topilom (bencin, beli alkohol). Pomembno je, da na robu ne najdete mastnih in barvnih materialov.
Začetniki so bolje izdelati šiv v obliki valja na kovinskem listu z veliko debelino. List mora biti postavljen vodoravno na mizo. Z kredo črta se črta Za sklicevanje pri delu, na katerem bo položen valj. Če želite začeti varjenje, morate nastaviti lok. To lahko storite na dva načina:
- cvrkutati;
- tapping.
Loč lahko obdržite na obeh načinih. Naslednji prihaja sam proces varjenja, pridobljen je varilni šiv. Lestvica kovin iz šiva je potrebno odstraniti tapanje z majhnim kladivom ali trdnim predmetom. Zmožnost nadzorovanja dolžine loka bo odličen rezultat.
Na lepoto šiva vplivajo:
- kot naklona elektrode;
- shema prečnih in vzdolžnih gibov;
- hitrost gibanja elektrode.
Kako kuhati navpičen šiv
 Varjenje takšnih šivov (nagnjeno in nad glavo) je precej zapleten proces. To je posledica dejstva, da je celo staljena kovina predmet prava univerzalne gravitacije. Vedno se potegne, kar povzroča težave. Novinci varilci bodo morali preživeti veliko časa, da bi to izvedeli.
Varjenje takšnih šivov (nagnjeno in nad glavo) je precej zapleten proces. To je posledica dejstva, da je celo staljena kovina predmet prava univerzalne gravitacije. Vedno se potegne, kar povzroča težave. Novinci varilci bodo morali preživeti veliko časa, da bi to izvedeli.
Obstajajo tri tehnologije za kuhanje navpičnega šiva:
- Trikotnik. Nanesite pri povezovanju delov z debelino največ 2 mm. Varjenje poteka od spodaj navzgor. Tekoča kovina je na vrhu strjevanja. Teče navzdol in s tem zapira šivalski valj. Žlebasta žlindica ne moti, ker se premika skozi očiščeno kopel, ki pride pod določenim kotom. Zunaj je varjena kopel kot trikotnik. Pri tej metodi je pomembno, da elektrodo pravilno napolnite, da popolnoma napolni sklep.
- Herringbone. Ta vrsta varjenja je primerna za reže med obdelovanimi deli, ki so enaki 2-3 mm. Na robu od globine do sebe je treba elektrodo taliti po celotni debelini obdelovanca in brez zadrževanja spustiti elektrodo v režo. Po taljenju poteka vse na drugem robu. Nadaljevati je treba od spodaj navzgor do vrha varilnega šiva. Rezultat tega je enakomerna razporeditev staljene kovine v prostoru reže. Pomembno je, da se ne omogoči nastanek podrezanih kosov in trakov iz kovine.
- Stopnišče. Ta metoda se uporablja, kadar obstaja velika vrzel med blanki, ki jih je treba povezati, in majhnimi robovi (ali odsotnosti sploh). Varjenje se izvede cikcak z enega roba na drugega od spodaj navzgor. Elektroda se na robovih za nekaj časa ustavi in prehod je hiter. Valjček ima majhen presek.
Polarnost pri varjenju
 Taljenje kovine v varilnem postopku se izvaja pod vplivom toplotne obločnosti. Nastane med kovino in elektrodo, ko sta priključena na nasprotne sponke varilne naprave.
Taljenje kovine v varilnem postopku se izvaja pod vplivom toplotne obločnosti. Nastane med kovino in elektrodo, ko sta priključena na nasprotne sponke varilne naprave.
Obstajajo dve možnosti varjenja: neposredno in obratno.
- V prvem primeru je elektroda priključena na minus, kovina pa na plus. Izvede se zmanjšanje vnosa toplote v kovino. Mesto taljenja je ozko in globoko.
- V drugem primeru je elektroda povezana s plusom in kovina na negativno, v proizvodu je zmanjšana toplota. Mesto taljenja je široko, vendar ne globoko.
Pri izbiri varjenja je treba upoštevati, da se omrežni element, priključen na plus, večkrat ogreva. Na neposredni polarnosti se debela kovina pripravi in na hrbtni strani - tanka.
Nasveti za lutke
 Ne zanemarite sredstev za zaščito;
Ne zanemarite sredstev za zaščito;- Preden delate, morate prakso preprečiti napake;
- Varjenje je treba izvajati z najmanjšim priporočenim obsegom toka;
- ne pozabite premagati žlindre;
- Da bi zmanjšali deformacijo izdelka, je treba med varjenjem popraviti dele;
- sledite navodilom in priporočilom.
Poleg tega, da je možno povezati dele z varjenjem, Lahko jih tudi izrežete. Za to je potrebno povečati tok in odrezati del ali vogale. Samo točno to ne bo delovalo.
Z uporabo tega priročnika lahko postopoma izboljšate svoje sposobnosti in v prihodnosti brez težav uporabite inverter varjenje. Glavna stvar v tem poslu je praksa.
 Kako izbrati varilnega generatorja
Kako izbrati varilnega generatorja Kako izbrati varilni stroj za poletno rezidenco in doma
Kako izbrati varilni stroj za poletno rezidenco in doma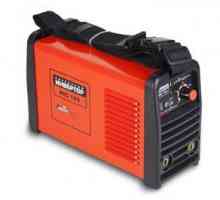 Kako izbrati varilni stroj za varjenje za dom
Kako izbrati varilni stroj za varjenje za dom VAROVALNI STROJI: opis, značilnosti in pregled
VAROVALNI STROJI: opis, značilnosti in pregled Nasveti za izbiro varilca za vaš dom in vilo
Nasveti za izbiro varilca za vaš dom in vilo Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika Resanta Sai 160: poceni inverterski vstopni nivo
Resanta Sai 160: poceni inverterski vstopni nivo Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Popravilo varilnih strojev z lastnimi rokami
Popravilo varilnih strojev z lastnimi rokami Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Aparati za varjenje inventarja resanta sai 190
Aparati za varjenje inventarja resanta sai 190 Poceni varilni pretvornik enota resanta sai 250
Poceni varilni pretvornik enota resanta sai 250 Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Kakšne vrste in vrste varilnih strojev
Kakšne vrste in vrste varilnih strojev Varilni pretvornik fubag: design, prednosti
Varilni pretvornik fubag: design, prednosti Varilni transformatorji: karakteristike, tipi, princip delovanja
Varilni transformatorji: karakteristike, tipi, princip delovanja Osrednji stroj za varjenje foxweld 202
Osrednji stroj za varjenje foxweld 202 Resanta Saipa 165: opis, tehnične specifikacije
Resanta Saipa 165: opis, tehnične specifikacije Kompaktni model varilnega pretvornika resnant sai 190k
Kompaktni model varilnega pretvornika resnant sai 190k Povratna in direktna polarnost pri varjenju s pretvornikom
Povratna in direktna polarnost pri varjenju s pretvornikom Varilni stroj resanta-sai-220
Varilni stroj resanta-sai-220