Kovinsko varjenje: opis procesa in vrste
 Električno varjenje je postopek ogrevanja in povezovanja dveh kovinskih delov z močnim električnim tokom. Metoda je izumil profesor Erius Thomson in zahteva uporabo varilnega stroja, ki sprosti tok, ki se uporablja za električno varjenje.
Električno varjenje je postopek ogrevanja in povezovanja dveh kovinskih delov z močnim električnim tokom. Metoda je izumil profesor Erius Thomson in zahteva uporabo varilnega stroja, ki sprosti tok, ki se uporablja za električno varjenje.
Za razliko od bolj tradicionalnih metod, električno varjenje zahteva minimalne spretnosti in razumevanje od varilca. Uporaba električnih varilnih strojev je avtomatizirana in zahteva samo redno mazanje za nadaljevanje normalnega delovanja. Zaradi tega je ta metoda idealna za novinskega varilca. Na ta način se lahko priključijo vse zlitine ali dve enaki kovini.
Opis postopka
Med električnim varjenjem Kovinski deli so povezani z bakrenimi sponami. Električna energija prehaja skozi priključke, ogreva in jih povezuje na točki, kjer se srečata dva kovinska dela. Površina, kjer so kovine zaprta in v stiku, se najprej segreje in nato izžareva navzven v obliki šiva.
Porazdelitev toplote se regulira z zagotavljanjem stalnega tokovnega toka z uporabo krmilnega vzvoda. To zagotavlja, da bosta obe kovini postali mehki in istočasno povezani drug z drugim.
Prednosti električnega varjenja vključujejo dejstvo, da ta metoda ne odpadlja preveč goriva in zagotavlja natančnost pri povezovalnih delih. Toplota ne gre daleč dlje od varilne točke. Zaradi tega je idealen za izolirane žice. Konca vsake žice lahko varimo, hkrati pa izolacijo.
Čeprav varilni stroji v teoriji lahko uporabljajo tok do 50.000 amperov, so dejansko bistveno varnejši in delajo z drugimi trenutnimi parametri. To povzroča, da varilni stroj pri električnem varjenju ni zmožen električnega udara ali človeškega šoka. Varjenje lahko traja od nekaj sekund do deset minut. Veliko je odvisno od obsega povezanih kovinskih konstrukcij: širše je območje stika, večja je obseg dela.
Vrste električnega varjenja
 Varilni materiali so Učinkovit način kombiniranja kovinskih konstrukcij brez uporabe okovja. MIG, TIG in ročno varjenje so tri vrste električnega varjenja. Arc varjenje je tisto, ki se doseže s pretokom loka električne energije med elektrodo in delovno površino. Večina metod vključuje uporabo zaščitnega plina za zagotovitev gladkosti in preprečuje kontaminacijo na mestu varjenja, izboljša kakovost zvara in stabilizira električni lok med površino, ki jo je treba obdelati, in elektrodo.
Varilni materiali so Učinkovit način kombiniranja kovinskih konstrukcij brez uporabe okovja. MIG, TIG in ročno varjenje so tri vrste električnega varjenja. Arc varjenje je tisto, ki se doseže s pretokom loka električne energije med elektrodo in delovno površino. Večina metod vključuje uporabo zaščitnega plina za zagotovitev gladkosti in preprečuje kontaminacijo na mestu varjenja, izboljša kakovost zvara in stabilizira električni lok med površino, ki jo je treba obdelati, in elektrodo.
MIG
Električno varjenje plinsko-kovinskega električnega varjenja se imenuje MIG. Ta metoda se pogosto uporablja pri predelavi jekla. Ta proces v resnici vključuje taljenje agregata na delovno površino. Z uporabo te metode lahko varilci brez prekinitev opravljajo daljše zvare - v primerjavi z običajnimi metodami varjenja, tukaj ni potrebno več prekinitev.
Najpogostejši zaščitni plin, ki se uporablja pri tej vrsti električnega varjenja, je argona ali argona, ki vsebuje kisik ali ogljikov dioksid.
Vendar obstaja več možnih pomanjkljivosti. Najprej je morda težko ustvariti lok za zagon celotnega procesa. Drugič, zvari, pridobljeni s to metodo, imajo predispozicijo za močno oksidacijo.
TIG
Plinski volfram obločno električno varjenje se imenuje TIG Je varilna metoda, ki se pogosto uporablja pri delu z magnezijem, aluminijem, titanom, niklom in bakrenimi zlitinami. TIG varjenje se lahko izvede z uporabo ali brez polnjenja. Šivali so lahko precej manjši od MIG šivov, saj je toplota na TIG varilnih mestah bolje določena.
Ena od pomanjkljivosti te vrste varjenja v primerjavi z MIG je njena večja intenzivnost virov v smislu porabljenega časa. Ampak ta vrsta varjenja je ena od najčistejših, saj v tem procesu ne nastajajo brizganja. Argon v kombinaciji s helijem ali vodikom se pogosto uporablja kot zaščitni plin za ta tip varjenja.
Ročno
 Eden od prvih načinov - elektrotehnično varjenje kovin - imenovano tudi ročno varjenje. Ta metoda je idealna za uporabo na mostovih, jeklenih konstrukcijah, cevovodih, traktorjih. Pogosto se uporabljajo za varjenje na prostem, ker naravni dejavniki, kot je dež, ne bodo prekinili celovitosti šiva. Ročno varjenje je lahko zapleteno in je priporočljivo le za izkušene varilce.
Eden od prvih načinov - elektrotehnično varjenje kovin - imenovano tudi ročno varjenje. Ta metoda je idealna za uporabo na mostovih, jeklenih konstrukcijah, cevovodih, traktorjih. Pogosto se uporabljajo za varjenje na prostem, ker naravni dejavniki, kot je dež, ne bodo prekinili celovitosti šiva. Ročno varjenje je lahko zapleteno in je priporočljivo le za izkušene varilce.
Povezovanje cevi z električnim varjenjem
Elementi za elektrofuzijo iz kovine
Elektrofuzijski priključki - to je naprava, ki pomaga pri povezovanju dveh delov obdelovancev. Obstajata dve obliki: navojni in varjeni. Navojni konci - nit je izdelana znotraj in zunaj priključnega dela. Kot tudi vgradnja ima posnetek, ki olajša izvedbo električnega zvarova.
Veliko teh prilog je pritrjeno na del z uporabo dveh elementov: kolena in riti. V prvi varianti je premer večji kot v drugem, drugi pa praviloma sovpada z obdelovancem, ki se varuje.
Električni fitin polietilen
Ti deli omogočajo povečati elektrofuzijo priključenih delov. Po navadi se za polietilenske vodne cevi, ki so namenjeni za nizkotlačne sisteme, uporabljajo polietilenski pomožni fitingi.
 Armature iz HDPE so nameščene na ceveh z uporabo rit ali prekrivanja. Elemente ima poseben nosilec. Vzpostavite povezavo in cev, nato pa toploto, vstavite v vgradnjo.
Armature iz HDPE so nameščene na ceveh z uporabo rit ali prekrivanja. Elemente ima poseben nosilec. Vzpostavite povezavo in cev, nato pa toploto, vstavite v vgradnjo.
Omeniti velja, da obe različici električnega varjenja ki temelji na kemijskih učinkih - uničenje molekulskih verig polimerov pri temperaturi 170 stopinj Celzija in nastajanje nove plastike v procesu utrjevanja.
Sklopka in elektrosprej
Sodobna električna tehnologija je dosegla raven, kjer je enostavno narediti brez okorne, zapletene uporabe in zastarele opreme.
Zunanja lupina in njena vgradnja se raztopita in po padcu temperature nastane nova polimerna veriga. Zato je zagotovljeno visokokakovostno električno varjenje polietilenskih cevi, ki se lahko varno uporablja za domače sisteme in industrijske cevovode.
Za te naprave so značilne naslednje prednosti:
- priključijo cevi s premerom od 20 do 400 mm;
- povezava je nameščena znotraj in je sposobna vzdržati delo pri visokem tlaku;
- so inertni za vse kemikalije in so zato varni tudi za vodo;
- prenese vse tlačne skoke.
Okovje ima velik izbor - od majhnega do velikega premera. Uporabljajo se lahko tudi v velikih kemičnih obratih.
Za namestitev ventila lahko uporabite transformator.
Kako pripraviti električno varjenje cevi
- Priprava: varilec, obdelovanec, povezovalni element, transformator v polni pripravljenosti in celovitosti.
- Pipe pod pravimi koti.
 S kosi za precizno rezanje.
S kosi za precizno rezanje.- Cev preide v vgradnjo in določi kraj, kjer je bil že omenjen.
- Odstranite dele.
- Po priključitvi varilnega transformatorja na električno omrežje oblikujte varjen spoj.
- Varilni stroj je izklopljen in način ogrevanja se aktivira 30 minut.
- Pomembno je, da ne premikate nobenih povezav ali nosilcev! Po izklopu pričakujte popolno hlajenje.
- Naprava je pripravljena za uporabo in nadaljnjo povezavo!
Varjenje na domu
Električno varjenje je proces učinkovitega nerazstavljivega spajanja kovinskih delov. Danes se aktivno uporablja za ustvarjanje mrežne mreže, vseh vrst okvirjev, rezervoarjev. Ljudje z ustreznimi veščinami v lastnem dvorišču lahko ustvarijo nadstreški za strehe, ograje in druge stvari, ki jih potrebujejo v vsakdanjem življenju. Zato je veliko ljudi zaskrbljenih, kako se naučiti delati z električnim varilnim sistemom.
Priporočila:
- Varjene površine dobro očistite. Pomembno je, da nimajo rje, umazanije.
- Vstavite elektrodo v posebno držalo za varjenje in tvorite električni lok. Za to je treba v območju varjenja povzročiti tok toka.
- Z električnim lokom je potrebno narediti rež med njim in povezovalno površino. Opozoriti je treba, da se velikost vrzeli ne sme razlikovati od treh do petih milimetrov. V nasprotnem primeru se bo lok periodično prekinil, kar bo privedlo do poslabšanja kakovosti zvara.
- Palico je treba držati pod kotom približno 70 stopinj. Vendar pa se ta vrednost lahko spremeni, da se izboljša udobje električnega varjenja.
- Upoštevajte varnostna pravila.
Varjenje zahteva skladnost z naslednjimi varnostnimi predpisi:
 Žice, ki so priključene na vir energije in obločno varjenje, morajo biti učinkovito izolirane, kot tudi ozemljitev telesa varilnega stroja. Priporočamo uporabo ohišja in dodatne električne opreme.
Žice, ki so priključene na vir energije in obločno varjenje, morajo biti učinkovito izolirane, kot tudi ozemljitev telesa varilnega stroja. Priporočamo uporabo ohišja in dodatne električne opreme.- V napajalnikih je priporočljivo uporabljati posebna stikala za vklop. V prostem teku prekine varilni krogotok in nalagajo napetost 12 V na držalo.
- Varilna dela je treba izvajati v dobrih suhih rokavicah in oblačilih. Upoštevajte, da če nameravate delati v zaprtem prostoru, vas skrbi priprava gumijastih podstavkov ali gumijastih galos.
- Pri hkratni uporabi več varilnih strojev morajo biti razporejene tako, da je razdalja med njima najmanj 0,35 m (optimalna širina prehodov je približno 0,8 m).
Upoštevati je treba ta pravila. Konec koncev je električno varjenje lepo travmatičen proces. Ampak vsako nesrečo se je mogoče izogniti s skrbnim preučevanjem vprašanja in z odgovornim približevanjem zadeve.
 Varilni usmernik: kaj je in kako deluje
Varilni usmernik: kaj je in kako deluje Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Kako izbrati varilnega generatorja
Kako izbrati varilnega generatorja Kako izbrati varilni stroj za poletno rezidenco in doma
Kako izbrati varilni stroj za poletno rezidenco in doma Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Značilnosti varilnega inverterja za začetnike
Značilnosti varilnega inverterja za začetnike Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti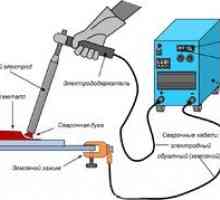 Električno obločno varjenje litega železa doma
Električno obločno varjenje litega železa doma Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Oprema za samozaporno varjenje
Oprema za samozaporno varjenje Varjenje elektrode, kako kuhati začetnike pravilno
Varjenje elektrode, kako kuhati začetnike pravilno Vrste varilnih strojev, načelo delovanja naprave
Vrste varilnih strojev, načelo delovanja naprave Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi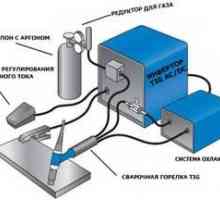 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Osrednji stroj za varjenje foxweld 202
Osrednji stroj za varjenje foxweld 202 Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja