Vrste ročnega skeniranja za kovinske in delovne funkcije
 Za pridobitev lukenj se navadno uporablja metoda vrtanja. Toda njihova stena v tem primeru je lahko neenakomerna, tudi če se uporabljajo orodja najboljših blagovnih znamk. In ne samo, da so stene luknje morda daleč od idealnega, ampak tudi velikost. To je že zelo resen problem. Za dosego optimalnega rezultata je potrebno ročno skeniranje. Kaj je, v tem članku bomo obravnavali.
Za pridobitev lukenj se navadno uporablja metoda vrtanja. Toda njihova stena v tem primeru je lahko neenakomerna, tudi če se uporabljajo orodja najboljših blagovnih znamk. In ne samo, da so stene luknje morda daleč od idealnega, ampak tudi velikost. To je že zelo resen problem. Za dosego optimalnega rezultata je potrebno ročno skeniranje. Kaj je, v tem članku bomo obravnavali.
Načelo delovanja
Kovinski zamah je kovinsko rezalno orodje, ki ima os vrtenja in je namenjeno odstranjevanju hrapavosti z notranje površine lukenj med končno obdelavo. S tem lahko popolnoma prilagodite velikost, da se prilega.
Orodje ima obseg od treh do šestdeset milimetrov, s čimer je mogoče doseči veliko več čistoče površine, ne pa vrtanja. Razteg mora imeti premer, ki je nekoliko manjši od končne velikosti luknje, ki se zdravi. Orodje ima rezalne robove, ki se lahko razlikujejo od štiri do štirinajstih, kar zagotavlja visoko kakovost obdelave. Delo opravimo z vrtenjem orodja okoli svoje osi in hkrati translacijskim gibanjem vzdolž osi luknje.
Sorte instrumenta
Obstajajo tri osnovne vrste Razvojno orodje: cilindrično, konično in nastavljivo. Razmislite o vsaki od teh sort.
 Cilindrični. Uporablja se za luknje z valjasto obliko. To orodje lahko upravljate s svedrom (pri nizki hitrosti) ali z vrati. Je integralen ali nastavljiv.
Cilindrični. Uporablja se za luknje z valjasto obliko. To orodje lahko upravljate s svedrom (pri nizki hitrosti) ali z vrati. Je integralen ali nastavljiv.- Konično. Razdeljen je na tri kategorije: grobo obdelovanje, končna obdelava in vmesna obdelava. Grobo rezanje ostružkov z zobmi rezalnega roba. Tako orodje ima zob vse vzdolž linije. Vmesni kos zmanjša obreze manjših velikosti in zaključna dela s celotnim območjem. S pomočjo takšnega pomika se luknja iz cilindričnega konika spremeni v konično.
- Nastavljiv. Obstajajo dve glavni vrsti, ki jih najdemo na sodobnem trgu - to so širilni in drsni modeli. Oba delata po principu premikanja navzgor ali navzdol, zožitve ali širjenja premera luknje. Razlika je sestavljena iz vrste zategovanja in razpona dimenzij. Razširitveni sweep ima zgornjo in spodnjo matico, s pomočjo katere se premer luknje spremeni od 0,25 do 3 milimetrov. Drsni cilindri so opremljeni z vijakom in ko je zategnjen, se v notranjosti ohišja spusti posebna krogla, ki širi rezalne dele. Ta vrsta konstrukcije velja za bolj natančno, kar omogoča povečanje premera luknje v razponu od 0,15 do 0,5 milimetrov. Prilagodljiv pomet je sestavljen iz telesa in nožev, ki so vstavljive tanke plošče iz orodnih jekel. Rezalne plošče so odstranljive, jih lahko poravnate in nato zamenjate z novimi. Ta tip orodja vam omogoča, da spremenite premer lukenj za desetine in stotine milimetrov in je bolj ekonomičen zaradi možne zamenjave nožev.
Funkcije uvajanja lukenj
 Priporočljivo je, da naredite dolgočasen korak po korakih z grobim osnutkom, nato z zaključnim. Pred namestitvijo mora biti končni del luknje zmešan, da se orodje ne utihne, še posebej pri delu z deli litega železa. Med delovanjem ne motijo z načelom "počasno in stalno zmag - na dogaja", ter počasi in enakomerno bo hranjenje funkcije v luknjo, večja je kakovost bo rezultat. Zato je priporočljivo, da ne delate z vrtalnikom, ampak z ovratnikom, da bi lahko natančneje nadzorovali delovni proces.
Priporočljivo je, da naredite dolgočasen korak po korakih z grobim osnutkom, nato z zaključnim. Pred namestitvijo mora biti končni del luknje zmešan, da se orodje ne utihne, še posebej pri delu z deli litega železa. Med delovanjem ne motijo z načelom "počasno in stalno zmag - na dogaja", ter počasi in enakomerno bo hranjenje funkcije v luknjo, večja je kakovost bo rezultat. Zato je priporočljivo, da ne delate z vrtalnikom, ampak z ovratnikom, da bi lahko natančneje nadzorovali delovni proces.
Tepostnost dela
Ena od pomembnih sestavin procesa, praviloma uporaba mazanja in hlajenja, ki pomembno vpliva na stopnjo natančnosti razporejene luknje. V nasprotnem primeru so luknje neenakomerne in grobe, zato niso izključeni ščipanje in lom. Zato pri delu z izdelki iz jekla, bakra in aluminija uporabljamo različna maziva:
- jekleni deli mazali z mineralnim oljem;
- baker - emulzija z oljem;
- Aluminij - s terpentinom in kerozinom;
- duralumin - repično olje.
 Izjema je bronasta, litoželeza - s temi materiali lahko delate "suho".
Izjema je bronasta, litoželeza - s temi materiali lahko delate "suho".
Strogo je prepovedano vrteti skeniranje v nasprotni smeri, saj to vodi k zlomu zob in izgledu točkovanja. Da bi dobili boljši rezultat, se uporablja tako imenovana strojna ročna namestitev. Ugotovil je, da je glede na velikost obdelovanca v steblu vrtalnega stroja nameščen del ali razvoj.
Na primer, pri pritrditvi pometanja v vreteno stružnica, majhni deli med obdelavo so v rokah ali posebnih napravah in obratno, precej veliki deli, ki jih je težko držati v rokah, vstavljeni v vložek, razvoj pa držijo roke.
 Kako izbrati dober vijak za kovine: Velikosti in značilnosti vrtanja
Kako izbrati dober vijak za kovine: Velikosti in značilnosti vrtanja Kaj je vodnik za vrtanje, kako narediti navpično držalo
Kaj je vodnik za vrtanje, kako narediti navpično držalo Kako narediti pohištvo jig
Kako narediti pohištvo jig Kako vrtati luknjo v ploščici previdno
Kako vrtati luknjo v ploščici previdno Borilni rezalnik: sorte in glavni namen
Borilni rezalnik: sorte in glavni namen Rezanje kovin in pločevine iz različnih zlitin
Rezanje kovin in pločevine iz različnih zlitin Nasveti za obdelavo kovin s rezkarji iz karbidov
Nasveti za obdelavo kovin s rezkarji iz karbidov Vrtanje za les: vrste in nasvete po izbiri
Vrtanje za les: vrste in nasvete po izbiri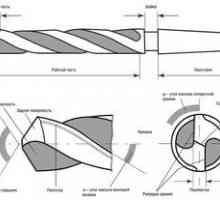 Ostrenje svedra za kovine: parametri, orodja za delo, nasveti
Ostrenje svedra za kovine: parametri, orodja za delo, nasveti Namen in vrste vaja za kovine
Namen in vrste vaja za kovine Krivulja za kovine: lastnosti in tehnologija za preštevanje
Krivulja za kovine: lastnosti in tehnologija za preštevanje Značilnosti in parametri krone za kovine
Značilnosti in parametri krone za kovine Premer luknje za metrično nit
Premer luknje za metrično nit Kako ročno odrezati nit
Kako ročno odrezati nit Lesni šotor: aplikacije
Lesni šotor: aplikacije Značilnosti vaja za pohištvo eurovint (konfirmat)
Značilnosti vaja za pohištvo eurovint (konfirmat) Namen stopala svedri za kovine
Namen stopala svedri za kovine Značilnosti in opis centrirne svedre za kovine
Značilnosti in opis centrirne svedre za kovine Balerine na les, ploščice, kovine
Balerine na les, ploščice, kovine Ročne bencinske jame: načelo delovanja in naprava
Ročne bencinske jame: načelo delovanja in naprava Značilnosti svedra za beton za vrtanje
Značilnosti svedra za beton za vrtanje