Borilni rezalnik: sorte in glavni namen
 Da bi dobili natančno luknjo z ustrezno čistočo, se v strojništvu del dodatno predeluje. V ta namen vrtalni stroji uporabljajo posebno opremo. Najpogosteje za obdelavo različnih lukenj je nameščen dolgočasen rezalnik različnih konstrukcij. Takšne naprave se uporabljajo na rezkalnih strojih in stružnicah.
Da bi dobili natančno luknjo z ustrezno čistočo, se v strojništvu del dodatno predeluje. V ta namen vrtalni stroji uporabljajo posebno opremo. Najpogosteje za obdelavo različnih lukenj je nameščen dolgočasen rezalnik različnih konstrukcij. Takšne naprave se uporabljajo na rezkalnih strojih in stružnicah.
Sorte sekalcev
 Vrtalni noži so razdeljeni na več podskupin, odvisno od glavnih parametrov. Hranjenje na stroju ima lahko več smeri. Glede na to dejstvo so sekalci lahko: levo-desno.
Vrtalni noži so razdeljeni na več podskupin, odvisno od glavnih parametrov. Hranjenje na stroju ima lahko več smeri. Glede na to dejstvo so sekalci lahko: levo-desno.
Za vsak tip luknje je izbran potrebno konstrukcijo orodja. To je odvisno od točnosti obdelave in časa delovanja. Orodje je glede na obliko razdeljeno na več tipov:
- Ravni črte. Os držala sovpada s črto rezalne glave. Včasih se ohrani vzporednost osi.
- Zavrnjen. Na orodju lahko os glave odstopa na določeni strani od osi držala.
- Zakrivljen. Nosilec ima ukrivljeno os.
- Vlečena. Nosilec je širši od glave orodja.
Moram reči, da včasih takšne oblike niso dovolj. Še posebej, če ima del kompleksno obliko. Še posebej za takšne primere se razvijajo oblikovalci edinstvene vrste vrtalnih orodij.
Oblika držala je razdeljena na več vrst rezil:
- Okrogla.
- Pravokotni.
- Trg.
Na metodo proizvodnje vpliva tudi klasifikacija orodja. Snap-in je razdeljen na skupine:
- Celo. Orodje je izdelano iz homogenega materiala.
- Spojina. Za izdelavo rezalnega dela se uporablja karbidni vložek. Lahko ga pritrdite na držalo s konvencionalnim sornikom ali spajkanim.
Glavni namen instrumenta
 To rezalno orodje se uporablja pri strojni gradnji na različnih strojih: rezkanje, skobljanje, groovljenje, struženje.
To rezalno orodje se uporablja pri strojni gradnji na različnih strojih: rezkanje, skobljanje, groovljenje, struženje.
S tem orodjem, obdelavo najbolj različnih delov, z določeno natančnostjo. Za pridobitev izdelka želene oblike iz dela odstranimo več plasti kovine. Za to je trdno pritrjen v držalo orodja.
Delovna površina orodja ima zelo oster rob spominja na klin. Vreza v obdelovanec, deformira svojo zunanjo površino. Kot rezultat, začne čip. Sprednja površina orodja ga premakne in jo obrača na oblike.
Progresivno gibanje se nadaljuje, proces čipiranja se ne ustavi, oblikovanje čipov se nadaljuje. Njegov videz je močno odvisen od več dejavnikov:
- Hitrost vrtenja dela.
- Krma.
- Hladilno sredstvo.
Oprema je glede na vrsto delovanja razdeljena na več vrst:
- Obračanje.
- Slab.
- Načrtovanje.
Za premik obdelovanca skupaj z orodjem v vodoravni smeri, nameščen je rezalnik planerja. Če je rezanje navpično, uporabite režo. Obe napravi delujeta po istem principu. Razlikujejo se od podobne vrtalne opreme, ker je na tem stroju postopek rezanja kontinuiran. Pri izvedbi skobljanja ali čiščenja se dovod zgodi samo med delovnim gibom.
V skladu s tehnološkim procesom obdelava obdelovancev lahko obsega več postopkov:
- Chernovuyu.
- Polkovnik. Rezalnik ima rezalni vložek z zaobljenim rezalnim robom. Rezultat je izboljšana površinska hrapavost.
- Čisto.
- Tanka obračanja.
Obdelava gluhih lukenj
 Zelo pogosto so načrti, kjer deli nimajo skozi luknje. Da bi jih zapravili, se za slepe luknje uporablja poseben, dolgočasen rezalnik. Vse vrste tega orodja so standardizirane. V GOST-u si lahko ogledate dimenzije rezalnika in njegovo zasnovo.
Zelo pogosto so načrti, kjer deli nimajo skozi luknje. Da bi jih zapravili, se za slepe luknje uporablja poseben, dolgočasen rezalnik. Vse vrste tega orodja so standardizirane. V GOST-u si lahko ogledate dimenzije rezalnika in njegovo zasnovo.
Ko je treba obdelati slepe luknje, rezalni vložek v obliki trikotnika. Za udobnost dela ima delovni del držala majhen ovinek. Pri premeru luknje je izbrana ustrezna velikost držala.
Proti luknjam
Če želite uporabiti ukrivljen rezalnik, je luknja v predoru vrtana. Njena globina je v neposredni sorazmerju z velikostjo nosilca. Daljše je, večja je globina luknje. Debelina sloja kovine, ki jo je treba odstraniti, je v tem primeru približno enaka vrednosti upogibanja rezalnega dela.
Stiskanje orodja za struženje
 Stružni deli veljajo za eno najpomembnejših strojev in naprav. S pomočjo dolgočasnega orodja se izvaja obdelava slepih ali skozi luknje.
Stružni deli veljajo za eno najpomembnejših strojev in naprav. S pomočjo dolgočasnega orodja se izvaja obdelava slepih ali skozi luknje.
Uporaba dolgočasnega orodja omogoča pridobitev visoka natančnost obdelave in odlično površinsko hrapavost. Borilne operacije se izvajajo le v določenih situacijah:
- Ko vrtanje ne daje natančnih dimenzij in potrebne čistoče površine.
- Potrebno orodje ni na voljo za pridobitev zahtevanega premera.
- Potrebno je dobiti ravno luknjo s točno lokacijo osi. Premer predelane luknje je veliko večji od standardne velikosti vrtanja.
- Zelo majhna dolžina luknje.
Za obdelavo barvnih kovin, plastike in drugih lahkih materialov se uporabljajo noži za izdelavo katerih orodno jeklo. Če je v delovni glavi vstavljen karbidni vložek, se uporablja močno nerjavno jeklo.
Med delovanjem se rezalni del začne obrabljati, karbidna plošča se razreže. Rezila je treba ponovno zaostriti.
Pritrditev rezalnih elementov rezalnika
 Stroj ima poseben nosilec orodja. Hkrati se lahko določi več različnih sekalcev. Orodje je zaklenjeno s posebnimi vijaki. Orodje mora biti vzporedno s centrirno osjo stroja. Rezalna glava orodja mora gledati vreteno.
Stroj ima poseben nosilec orodja. Hkrati se lahko določi več različnih sekalcev. Orodje je zaklenjeno s posebnimi vijaki. Orodje mora biti vzporedno s centrirno osjo stroja. Rezalna glava orodja mora gledati vreteno.
Turner, nastavi rezalnik, postavlja vrh. To mora sovpadati z osjo središča stroja (dovoljeno je nekoliko nad sredino). Če nastavite točko pod srednjo osjo, bo zadnja stran orodja udarila na obdelovanec.
Za kontrolo natančnosti se rezalnik napaja direktno na vrh vsakega nosilca. Prilagoditev se izvaja z uporabo blazinic različnih debelin. In samo dva bi morala biti. V nasprotnem primeru bo vibriral instrument.
Iztiskanje orodja iz držala orodja mora biti minimalen. Če je sesutje preveliko, bo moč orodja veliko manj. Med vrtanjem se lahko pojavijo vibracije. Pritrditev orodja mora biti zelo zanesljiva. Uporabite dva vijaka.
 Kako izbrati pravi stroj za rezanje ploščic
Kako izbrati pravi stroj za rezanje ploščic Kako so stružnice za kovine
Kako so stružnice za kovine Vrste ročnega skeniranja za kovinske in delovne funkcije
Vrste ročnega skeniranja za kovinske in delovne funkcije Tipi rezkarjev za obdelavo kovin
Tipi rezkarjev za obdelavo kovin Nasveti za obdelavo kovin s rezkarji iz karbidov
Nasveti za obdelavo kovin s rezkarji iz karbidov Straight cutter: klasifikacija vrst
Straight cutter: klasifikacija vrst Načrtovalec: vrste in značilnosti naprav
Načrtovalec: vrste in značilnosti naprav Krivulja za kovine: lastnosti in tehnologija za preštevanje
Krivulja za kovine: lastnosti in tehnologija za preštevanje Koordinatni stroj: namen, načelo delovanja, tipi
Koordinatni stroj: namen, načelo delovanja, tipi Kako narediti rezalnik za obdelavo lesa s svojimi rokami
Kako narediti rezalnik za obdelavo lesa s svojimi rokami Stroj za rezanje navojev za cevi
Stroj za rezanje navojev za cevi Lesni šotor: aplikacije
Lesni šotor: aplikacije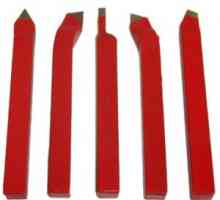 Orodja za struženje kovin: sorte in nameni
Orodja za struženje kovin: sorte in nameni Namen stopala svedri za kovine
Namen stopala svedri za kovine Namenski turret stružnica in značilnosti
Namenski turret stružnica in značilnosti Stroj tv-4: tehnične lastnosti in značilnosti
Stroj tv-4: tehnične lastnosti in značilnosti Rezkarji za obdelavo kovin: vrste in namen orodja
Rezkarji za obdelavo kovin: vrste in namen orodja Horizontalni rezkalni stroj: namen in sorte
Horizontalni rezkalni stroj: namen in sorte Vrtala za kovinske vaje: vrste, namen
Vrtala za kovinske vaje: vrste, namen Balerine na les, ploščice, kovine
Balerine na les, ploščice, kovine Rezalnik diamantnega stekla: kar je bolje izbrati
Rezalnik diamantnega stekla: kar je bolje izbrati