Polipropilenska cev, spajkalno železo
 Pri izdelavi vodovodne cevi je bila uporabljena druga vrsta materiala. Najbolj priljubljen je bil polipropilen. Zanj je značilna zanesljivost in trpežnost. Z njim je zelo enostavno delati, vendar je obvezno orodje, brez katerega ne bo mogoče zbrati vodovodne cevi iz polipropilenskih cevi. Ta naprava je bila zaradi načela podobnosti v načinu dela imenovana spajka za plastične cevi ali železo.
Pri izdelavi vodovodne cevi je bila uporabljena druga vrsta materiala. Najbolj priljubljen je bil polipropilen. Zanj je značilna zanesljivost in trpežnost. Z njim je zelo enostavno delati, vendar je obvezno orodje, brez katerega ne bo mogoče zbrati vodovodne cevi iz polipropilenskih cevi. Ta naprava je bila zaradi načela podobnosti v načinu dela imenovana spajka za plastične cevi ali železo.
Vsebina
Železo za plastične cevi je običajna grelna naprava. Njen glavni namen je ustvariti spletno povezavo med različnimi strukturnimi elementi plinovoda. Za uporabo takšne naprave je enostavno, Toda delo z njim zahteva natančnost in izkušnje. Proizvajalci proizvajajo veliko različnih modelov na trgu, načelo delovanja je enako, vendar se razlikujejo glede na njihovo učinkovitost in kakovost delovanja.
Načelo delovanja
Glavni del v spajkanju, kot v domačem železu - močni grelni element. Poleg tega sestava spajkalnika vsebuje:
• ohišje z nosilcem;
• Termostat;
• grelna naprava (TEN);
• Teflonske šobe.
 Načelo delovanja je naslednje. Napajanje iz industrijske mreže se napaja v grelnik, nameščen v kovinsko ohišje. Grelna naprava ustvarja toploto, ki se prenese na površino ohišja. Telo je pritrjeno z metodo močnega vpenjanja šobe. Ogrevana površina segreva šobe.
Načelo delovanja je naslednje. Napajanje iz industrijske mreže se napaja v grelnik, nameščen v kovinsko ohišje. Grelna naprava ustvarja toploto, ki se prenese na površino ohišja. Telo je pritrjeno z metodo močnega vpenjanja šobe. Ogrevana površina segreva šobe.
Za povezavo struktur iz polipropilena je potrebno hkrati uporabiti dve vrsti šob - notranji in zunanji. Elementi cevovoda, nameščeni v teh šobah, se mehčajo v viskozno stanje. To stanje omogoča zaprto povezavo. Zahtevana temperatura ogrevanja se nastavi in vzdržuje s termostatom. Preprečuje čezmerno segrevanje, v katerem se polipropilen topi in pretaka. Prav tako ščiti pregrevanje šob, v katerih se poškoduje zaščitni sloj.
Vrste likalnikov za spajkanje
Obstajajo dve vrsti spajkalnih likalnikov za cevi, se razlikujejo v obliki žarka:
• valjaste;
• ravno.
 Razlika med stanovanje nameščena ogrevalna konstrukcija in cilindrična, samo v priročnosti dela in razlike v pritrdilnih šobah. Železo za spajkanje polipropilenskih cevi z valjastim vrhom je primernejše za uporabo na težko dostopnih mestih zaradi kompaktnih dimenzij.
Razlika med stanovanje nameščena ogrevalna konstrukcija in cilindrična, samo v priročnosti dela in razlike v pritrdilnih šobah. Železo za spajkanje polipropilenskih cevi z valjastim vrhom je primernejše za uporabo na težko dostopnih mestih zaradi kompaktnih dimenzij.
Šobe v primeru ravnega rezila so z njim pritrjene z dolgim vijakom. Ta vijak pritrjuje obe šobi na obeh straneh tako, da to ne ovira spajkanja. Za to je več strukturno zgrajenih lukenj na segreti površini. Ti vam omogočajo pritrditev prilog na različnih razdaljah. Različna izvedba omogoča spajkanje cevi na različne globine namestitve. V tem primeru je večji premer obesil bližje ročaju, manjši pa do konca.
Spajkalni likalniki imajo šobe, ki spominjajo na spone. Stisnejo se okoli žeblja z uporabo dveh vijakov. Prednost tega je, da se med obratovanjem ne vrtijo, zagotavlja udobje pri uporabi. Ta oblika vam omogoča, da privijte šobo do samega roba grelnega elementa.
Parametri likalnika za spajkanje
Glavni parametri, ki jih je treba upoštevati pri nakupu, je moč naprave in kakšne priloge se uporabljajo z njim. Poleg tega se razlikujejo naslednje značilnosti:
 vrsta ogrevanja;
vrsta ogrevanja;- minimalna delovna temperatura;
- največja delovna temperatura;
- delovna napetost;
- čas ogrevanja;
- popoln komplet;
- garancijsko obdobje.
Vrsta ogrevanja
Ogrevanje je lahko konstantno ali periodično. Stalno ogrevanje je v gladkem znižanju temperature s termostatom, da ohranimo želeno vrednost. Medtem ko periodični tip po doseganju nastavljene vrednosti izklopi ogrevanje. Ko se temperatura zmanjša za približno pet stopinj, se ponovno vklopi in segreje do želene vrednosti. In tako naprej v ciklu. Tip ogrevanja je odvisen od uporabljenega termostata.
Delovne temperature
 Ta parameter označuje vrednosti, ki jih lahko nastavi termostat. Najbolj priljubljena delovna temperatura je 260 stopinj, vendar je najprej odvisna od premera uporabljenih šob.
Ta parameter označuje vrednosti, ki jih lahko nastavi termostat. Najbolj priljubljena delovna temperatura je 260 stopinj, vendar je najprej odvisna od premera uporabljenih šob.
Čas ogrevanja vpliva le na hitrost, s katero železova železna spajka doseže delovno temperaturo. V tem trenutku ne vpliva samo na vrsto uporabljenega grelnega elementa in na kakovost materialov, ki se uporabljajo pri proizvodnji naprave, ampak tudi na okoljske parametre. Povprečna vrednost izhoda v pripravljenem načinu je do 15 minut.
Tipična oprema
Običajno so vsi izdelki izdelani v posebnem primeru, v kateri, poleg samega železa za cevi iz polipropilena, obstaja več predmetov. To je obvezno za šobe različnih premerov, pritrdilnih elementov, stojala. Poleg tega lahko komplet vsebuje tudi: izvijač, merilnik traku, škarje za cevi, palčniki itd.
Izbira moči
Najprej določa temperaturo ogrevanja med spajkanjem cevi. Na njej je odvisna največja velikost varjene cevi in hitrost dela. Istočasno ne smete kupiti železa za spajkanje z največjo močjo. Tak nakup se ne more upravičiti z ekonomskega vidika. Obstaja pravilo, da najmanjša moč železa ustreza premeru cevi za varjenje, pomnoženo z 10, v milimetrih. Iz tega sledi, da je višji premer cevi, bolj močno spajkalno jeklo. Tako bodo vrednosti:
- do 63 mm - moč je 680 W;
- do 75 mm - moč je 850 W;
- od 125 mm - moč spajkalnika mora presegati 1,2 kW.
Potrebni prilogi
 Companion Material, vendar brez katerih ne bo mogoče izvajati spajkanja, so šobe. Razlikujejo se po premeru. Spojke imajo standardne dimenzije, ki ustrezajo premerom proizvedenih cevi. Pomemben parameter šob je material, ki se ne lepi, na katerega so prevlečeni. Dobre spojke so prevlečene s trajnim metaliziranim teflonom. To omogoča enakomerno segrevanje površine varjenih cevi.
Companion Material, vendar brez katerih ne bo mogoče izvajati spajkanja, so šobe. Razlikujejo se po premeru. Spojke imajo standardne dimenzije, ki ustrezajo premerom proizvedenih cevi. Pomemben parameter šob je material, ki se ne lepi, na katerega so prevlečeni. Dobre spojke so prevlečene s trajnim metaliziranim teflonom. To omogoča enakomerno segrevanje površine varjenih cevi.
Da ne poškodujete zaščitne plasti na šobah z visokim segrevanjem, jih je treba po končanem delu očistiti z ne-sintetično krpo.
Kako uporabljati
Najprej morate pripraviti robove elementov. Rob mora biti enakomerno rezan in brez bruhov. V primeru, da ima cev ojačana plast (uporablja se za vroče medije), je predčiščena. Zaščita vključuje odstranitev ojačitvene plasti čez celoten premer na razdalji 23 mm od roba varjene površine. To je potrebno, saj imajo ojačani elementi nekoliko večji premer kot šoba. V tem primeru je bila ojačitev izdelana vzdolž zunanjega roba, Prav tako ne more poškodovati teflonske prevleke sklopke. Za udobnost pri delu je priporočljivo označiti globino varjenja na cevi pred začetkom spajkanja. Določene so lahko naslednje faze:
 Šobe potrebnega premera se privijejo na segreto ploščo z dobro silo. To bo zagotovilo visokokakovostni toplotni kontakt. Pri nameščanju na hladnem stroju ne potegnite sornikov, da ne bi poškodovali niti, ko se naknadno uporablja ogrevanje.
Šobe potrebnega premera se privijejo na segreto ploščo z dobro silo. To bo zagotovilo visokokakovostni toplotni kontakt. Pri nameščanju na hladnem stroju ne potegnite sornikov, da ne bi poškodovali niti, ko se naknadno uporablja ogrevanje.- Železo za polipropilenske cevi je nameščeno na stojalu in je priključeno na omrežje 220 voltov. Po pritisku na stikalo za napajanje pride do napajalne napetosti grelnega elementa.
- Ročaj nastavljivega termostata nastavi želeno temperaturo ogrevanja. Temperatura ogrevanja je odvisna od premera priključenih elementov.
- Železo za spajkanje polipropilenskih cevi je ponavadi opremljeno z LED signalizacijo, kar omogoča določanje, kdaj je mogoče pričeti z delom na povezavi. Rdeča lučka označuje, da je naprava v postopku ogrevanja. Zelena, da dosežete zahtevano temperaturo. Takoj, ko se zelena luč sveti, ali rdeča lučka ugasne, je en konec cevi vstavljen v eno smer, drugi konec pa opremljen z vijakom.
- Po štirih, največ osem, sekund, se elementi cevovoda izvlečejo iz šob. Hkrati se enakomerno, v vodoravni ravnini, med seboj povezujejo z ogrevanimi stranicami. Vgradnja se potopi v cev do označene črte in nekaj sekund zadrži v mirujočem stanju. Čas ogrevanja je povezan s premerom priključenih elementov in je v navodilih navedena v napravi.
- Hlajenje mesta spajkanja se zgodi precej hitro, dobesedno čez minuto bo pripravljena stalna povezava.
Omeniti je treba takšen čas, da je zelo priporočljivo opraviti varjenje z asistentom. En človek ima železo, drugi pa opravlja potrebne manipulacije za spajkanje. Prav tako je pomembno vedeti, da morate pri delu z orodjem upoštevati varnostna pravila, ker je mogoče zlahka dobiti opekline.
Izbira orodja in proizvajalca
 Za domače potrebe običajno ne potrebujejo močnih likov, dovolj je, da kupite orodje z vrednostjo 700-800 wattov. Naprave z zmogljivostjo nad 1,5 kW so razvrščene kot strokovne. Obseg njihove uporabe je bolj ozek, na primer, postavitev avtonomnega sistema kanalizacije.
Za domače potrebe običajno ne potrebujejo močnih likov, dovolj je, da kupite orodje z vrednostjo 700-800 wattov. Naprave z zmogljivostjo nad 1,5 kW so razvrščene kot strokovne. Obseg njihove uporabe je bolj ozek, na primer, postavitev avtonomnega sistema kanalizacije.
Za delo okoli hiše zadostuje 2-3 šob, vendar morajo biti kakovostne. Najpogostejši premeri, s katerimi se soočajo laiki, so 16 mm, 24 mm, 32 mm. Ne smemo pozabiti, da se šobe prodajajo ločeno, zato lahko vedno kupite nov izdelek v primeru poškodbe starega.
Pri izbiri je vredno posvetiti težo. Lažje spajkanje, bolj priročno je, da bodo spajkali po masi, če pa se uporabljajo na stojalu, se bo obrnil. Hkrati pa težnost železa lahko posredno kaže parametre toplotne prevodnosti, težje, tem več časa ohranja zahtevano temperaturo. Torej je mogoče na kratko izklopiti iz omrežja 220 V in variti na težko dosegljivem mestu.
Pri izbiri proizvajalca bi morali upoštevati priljubljenost in specializacijo določene blagovne znamke. Vodilne položaje imajo naslednje družbe:
 Valtek.
Valtek.- Wellner.
- REMS.
- Dytron.
- Prorab.
- Sturm.
- Brima.
- Resanta.
- Bosch.
- ENCOR.
 Najbolj obstojne železne litine izdelujejo nemška in češka podjetja. Imajo dobro funkcionalnost in kakovost proizvodnje. Običajno se orodje iz teh držav šteje za profesionalno in zato drago. Za domačo redko uporabo so naprave, proizvedene v Turčiji, Rusiji in na Kitajskem, zelo primerne. Če morate enkrat opraviti delo, lahko vzamete orodje in ga najemite.
Najbolj obstojne železne litine izdelujejo nemška in češka podjetja. Imajo dobro funkcionalnost in kakovost proizvodnje. Običajno se orodje iz teh držav šteje za profesionalno in zato drago. Za domačo redko uporabo so naprave, proizvedene v Turčiji, Rusiji in na Kitajskem, zelo primerne. Če morate enkrat opraviti delo, lahko vzamete orodje in ga najemite.
Garancijski rok je ponavadi eno ali dve leti. Vendar to ne pomeni, da bo naprava tako hitro neuspešna. Šibke točke so grelec in termostat. Verjetnost izgorevanja grelnika je izredno nizka, saj zaščita, uporabljena v napravi, preprosto ne bo dovolila. Poškodbe termostata pa so predvsem posledica mehanskih okvar, kar povzroči nepravilno ravnanje z orodjem.
 Kako spajkati polipropilenske cevi: pouk in video lekcije
Kako spajkati polipropilenske cevi: pouk in video lekcije Kako spajkanje plastičnih cevi - značilnosti procesa
Kako spajkanje plastičnih cevi - značilnosti procesa Kako spajkati plastične cevi za oskrbo z vodo
Kako spajkati plastične cevi za oskrbo z vodo Kako izbrati spajke za polipropilenske cevi?
Kako izbrati spajke za polipropilenske cevi? Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki
Spajkanje cevi iz polipropilena samega sebe: nasveti in video posnetki Armature za vodovodne cevi: glavne vrste adapterjev
Armature za vodovodne cevi: glavne vrste adapterjev Montaža cevi iz polipropilena ročno: spajkanje in video
Montaža cevi iz polipropilena ročno: spajkanje in video Kako pravilno spajkati cevi iz polipropilena z lastnimi rokami
Kako pravilno spajkati cevi iz polipropilena z lastnimi rokami Kako pravilno variti cevi polipropilena z lastnimi rokami
Kako pravilno variti cevi polipropilena z lastnimi rokami Montaža polipropilenskih cevi za oskrbo z vodo: foto in video
Montaža polipropilenskih cevi za oskrbo z vodo: foto in video Pulzno spajkanje zase: razlike od običajnih
Pulzno spajkanje zase: razlike od običajnih Sponka z žično povezavo
Sponka z žično povezavo Tabela temperature spajkanja za cevi iz polipropilena
Tabela temperature spajkanja za cevi iz polipropilena Samoregulirajoč ogrevalni kabl v notranjosti vode
Samoregulirajoč ogrevalni kabl v notranjosti vode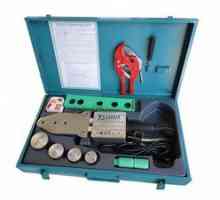 Kakšno vrsto spajkanja za plastične cevi?
Kakšno vrsto spajkanja za plastične cevi? Izbira spajke za polipropilenske cevi in šobe za to
Izbira spajke za polipropilenske cevi in šobe za to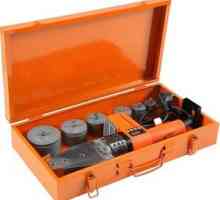 Varilni stroj za polipropilenske cevi: izbirna merila
Varilni stroj za polipropilenske cevi: izbirna merila Navodila za spajkanje polipropilenskih cevi
Navodila za spajkanje polipropilenskih cevi Varilni stroj za plastične cevi
Varilni stroj za plastične cevi Varjenje cevi iz polipropilena: navodila in video
Varjenje cevi iz polipropilena: navodila in video Izbira spajke za polipropilenske cevi
Izbira spajke za polipropilenske cevi