Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
 Zaradi številnih lastnosti je aluminij našel široko uporabo tako v industriji kot v gospodinjstvu. Med njimi je nizka specifična teža in visoka kazalniki električne in toplotne prevodnosti
Zaradi številnih lastnosti je aluminij našel široko uporabo tako v industriji kot v gospodinjstvu. Med njimi je nizka specifična teža in visoka kazalniki električne in toplotne prevodnosti
Značilnosti in lastnosti
Glavne lastnosti aluminija in njegovih zlitin so naslednje:
 Ker je aluminij sorazmerno tekoč, je v staljenem stanju težko nadzorovati (še posebej, če se pregreje);
Ker je aluminij sorazmerno tekoč, je v staljenem stanju težko nadzorovati (še posebej, če se pregreje);- Ta metla je zelo oksidativna. Gusti oksidni film na kovinski površini je močnejši in odporen od samega kovine. Poleg tega je oksidna folija dielektrična. Zato so deli pred varjenjem temeljito očiščeni in med varjenjem se uporablja zaščitni plin;
- Aluminij ima visok koeficient linearne ekspanzije. Med močnim segrevanjem varilno območje začne pritisniti na okoliško kovinsko maso. To lahko povzroči razpoke in deformacije. Da bi preprečili te pojave, je potrebno nadzirati temperaturo varjenja. Če to ni mogoče, se pred pričetkom dela segrejejo poleg 200-250 ° C;
- Aluminijeve zlitine vsebujejo vodik, ki se sprošča v procesu segrevanja in tvori pore v talini. To negativno vpliva na trdnost varjenega šiva.
Vrste varjenja
Aluminij je varjen z elektrodami različnih vrst - grafita (premog), volframa. Njihova izbira je odvisna predvsem od vrste varjenja. Določena vrsta varilne tehnologije določa njihov tip.
 Avtomatsko obločno varjenje. Izvaja se na delih z debelino nad 4 mm. Elektroda je aluminijasta žica. Uporablja se tok;
Avtomatsko obločno varjenje. Izvaja se na delih z debelino nad 4 mm. Elektroda je aluminijasta žica. Uporablja se tok;- Ročno obločno varjenje. Uporabljajo se pretvornik. Širina blazin ni večja od 5 mm. V bistvu se ta vrsta uporablja za zapolnitev razpok ali drugih majhnih napak na površini. Uporabljajo ogljikove elektrode in kovinske palice s posebnim premazom;
- Varjenje v ozračju zaščitnih plinov. Proizvaja se tako v ročnem kot v avtomatskem načinu. Vrsta elektrod za varjenje aluminija je volfram. Ta tip se uporablja za povezovanje majhnih tankih delov;
- Plazma. Kot v prejšnji različici se uporabljajo volframove elektrode, kot tudi aluminijasta žica. Proizveden v zaščitnem plinu - helij ali argon.
Vrste elektrod
 Pri obločnem varjenju aluminija se uporabljajo obe talilni palici (aluminijasta žica) in volframove elektrode, kar omogoča pridobitev šivov z največjo močjo. Med varjenjem se za zaščito pred oksidacijo uporabljajo inertni plini: argon ali helij. Uporablja se vir z izmeničnim tokom, kar omogoča kvalitativno razgradnjo oksidnega filma na kovine. Gorilnik se premika za polnilno žico. V primeru, da se pripravi čisti aluminij, se kot aditiv uporablja žica aluminija AK, AO, AD. Za zlitine je žica izbrana glede na sestavo.
Pri obločnem varjenju aluminija se uporabljajo obe talilni palici (aluminijasta žica) in volframove elektrode, kar omogoča pridobitev šivov z največjo močjo. Med varjenjem se za zaščito pred oksidacijo uporabljajo inertni plini: argon ali helij. Uporablja se vir z izmeničnim tokom, kar omogoča kvalitativno razgradnjo oksidnega filma na kovine. Gorilnik se premika za polnilno žico. V primeru, da se pripravi čisti aluminij, se kot aditiv uporablja žica aluminija AK, AO, AD. Za zlitine je žica izbrana glede na sestavo.
Avtomatsko varjenje z elektrodo je bolj univerzalna metoda za spajanje aluminijevih zlitin. Izvaja se v atmosferi zaščitnega plina argona.
Elektrode za varjenje aluminija s pretvornikom delujejo kot polnilni material. Varilna dela se izvajajo s konstantnim tokom povratne polaritete. Uporabljeni tok je odvisen od premera uporabljene elektrode:
- 4 mm - 130 A;
- 5 mm - 160 A;
- 6 mm - 220 A.
Tehnološki proces
Pred obdelavo obdelovanca. Ta postopek vključuje številne operacije:
 Površina kovine se očisti. To je mogoče storiti na dva načina - kemično ali mehansko. Kemikalija vključuje stopnje razmaščevanja topil, odstranjevanje lugov, pranje s hladno vodo in prehajanje s 30% dušikove kisline. Nato obdelovanec izperemo in posušimo. Mehansko čiščenje se opravi z jekleno krtačo. Po čiščenju se površina razmasti z acetonom, bencinom ali topilom;
Površina kovine se očisti. To je mogoče storiti na dva načina - kemično ali mehansko. Kemikalija vključuje stopnje razmaščevanja topil, odstranjevanje lugov, pranje s hladno vodo in prehajanje s 30% dušikove kisline. Nato obdelovanec izperemo in posušimo. Mehansko čiščenje se opravi z jekleno krtačo. Po čiščenju se površina razmasti z acetonom, bencinom ali topilom;- Z debelino pločevine več kot 4 mm izvedite rezalne robove (naredite prirobnico). Na robovih se oksidna folija očisti s kovinsko krtačo, datoteko;
- Da bi izključili možnost opeklin (zlasti za tanke liste), je pod deli nameščen baker ali jekleni substrat.
Pri varjenju z aluminijem in njegovimi zlitinami obstaja več funkcij. Med njimi:
- Kadar argonsko varjenje deluje z elektrodo, ki se ne more potrošiti, pa dolžina obloka ne sme presegati 2,5 mm. Kot med elektrodo in pločevino je 70-80 stopinj, med elektrodo in žico je 90. Žica se premika pred elektrodo;
- Pri varjenju argonsko obločno s talilno aluminijasto elektrodo se izvaja predgretje predoblik. Debelina do 9 mm - do 250 ° C, več kot 9 mm - do 350 ° C;
- Varilna dela se izvajajo v navpični ali spodnji legi, saj ima ta kovina večjo tekočino.
Po koncu dela se žlindre spere z vročo vodo in očisti z jeklenimi ščetkami.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij
Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij Specifična gostota in specifična teža bakra
Specifična gostota in specifična teža bakra Tališče kovine v stopinjah
Tališče kovine v stopinjah Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Toplotna prevodnost kovin in zlitin
Toplotna prevodnost kovin in zlitin Postopek spajkanja doma
Postopek spajkanja doma Toplotna prevodnost jekla, aluminija, medenine, bakra
Toplotna prevodnost jekla, aluminija, medenine, bakra Varilna tehnika za aluminijasto elektrodo
Varilna tehnika za aluminijasto elektrodo Vrste fluksa za spajkanje aluminija doma
Vrste fluksa za spajkanje aluminija doma Fizikalne lastnosti aluminija in bakra: toplotna prevodnost
Fizikalne lastnosti aluminija in bakra: toplotna prevodnost Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Posebna odpornost vodnikov: baker, aluminij, jeklo
Posebna odpornost vodnikov: baker, aluminij, jeklo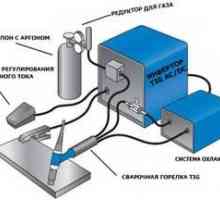 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Označevanje barvnih kovin in zlitin
Označevanje barvnih kovin in zlitin Značilnosti legiranega jekla: sorte, uporaba
Značilnosti legiranega jekla: sorte, uporaba Opis in značilnosti n-profilnega aluminijastega profila
Opis in značilnosti n-profilnega aluminijastega profila Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki
Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki