Varjenje aluminija z argonom za začetnike: navodila po korakih
 Za zanesljivo pritrjevanje dveh ali več aluminijastih elementov med seboj je najbolje uporabiti varjenje argona. Za izvedbo varjenja v okolju katerega koli inertnega plina bo potrebna posebna oprema in vrv.
Za zanesljivo pritrjevanje dveh ali več aluminijastih elementov med seboj je najbolje uporabiti varjenje argona. Za izvedbo varjenja v okolju katerega koli inertnega plina bo potrebna posebna oprema in vrv.
Vsebina
Za začetnike na tem področju je zelo pomembno, da se podrobno preuči, kako kuhanje aluminija argon, saj posebno napravo za povezovanje teh komponent precej zapletena v njihovi strukturi.
Če jih povežete z uporabo polavtomatske naprave, morate imeti posebno varilno žico in balon z argonom. Varilec mora poznati osnove obdelave s kovinami in imeti kvalifikacijo. Če se samo učite, bolje opazujte videoposnetek in se naučite navodil.
Lastnosti aluminija
 Vsak novinar varilec bi moral vedeti ne samo o značilnostih postopka argonskega varjenja aluminija, ampak tudi za razumevanje, kakšne lastnosti ima ta material.
Vsak novinar varilec bi moral vedeti ne samo o značilnostih postopka argonskega varjenja aluminija, ampak tudi za razumevanje, kakšne lastnosti ima ta material.
Mnogi ljudje kliče aluminijasto "krilati" kovine zaradi svoje nizke specifične teže in moči. Pri tem ima visoka kemična aktivnost.
Med značilnostmi kovin:
- Ima sposobnost na odprtem prostoru, da hitro vstopi v reakcijo s kisikom in jo pokrije z oksidnim filmom.
- Film ima tališče več kot 2000 stopinj, aluminij je od 650 stopinj, v tem zaporedju.
- Med varjenjem z varjenjem se oksid lahko potopi v kovino zvara in prekine strukturo.
- Aluminij pri segrevanju ne spremeni barve, kot je nerjaveče jeklo ali druge vrste jekla.
- Aluminij ima velik koeficient volumetričnega krčenja. Če se ta lastnost ne upošteva, nastane stres znotraj šiva in nastane deformacija. Da bi to preprečili, povečajte količino varjene žice, ki jo uporabljate ali spremenite.
Ključne lastnosti kovin so naslednje:
- temperatura z nizkim tališčem;
- visoka kemična aktivnost;
- velik koeficient volumetričnega krčenja.
Varjenje aluminija s argonom najpogostejši, zlasti ob upoštevanju zgoraj navedenih značilnosti. Ta metoda lahko varuje območje varjenja pred vplivom aktivnih plinov, ki so v ozračju.
Pri varjenju s polavtomatskim strojem polnilna žica opravlja funkcijo zmanjševanja notranjih napetosti šiva, ker kompenzira volumetrično krčenje. Kvalitativno varjeno povezavo zagotavljajo druge metode.
Metode aluminijskega varjenja
 Ko uspešno izpopolnite pouk o kovinski znanosti za začetnike, lahko izberete eno ali drugo metodo varjenja aluminija v okolju inertnega plina.
Ko uspešno izpopolnite pouk o kovinski znanosti za začetnike, lahko izberete eno ali drugo metodo varjenja aluminija v okolju inertnega plina.
Pri varilnih postopkih se uporabljajo naslednje vrste naprav: arc-arc-argon-plin-plazma namestitev.
Pri uporabi takšne naprave se uporablja fluks, ki temelji na kloridnih in fluoridnih soli. Ko je območje zvara segreje, se folija oksid uniči tok na površini materiala, in da se spojina izvedemo pri temperaturi, ki je kar se da blizu tališča.
Sam varjenje poteka z aluminijastim drogom, pri čemer se material porabi vsaj. Ne pozabite, da je površina kroga kovin korodirna, ko je varilno delo končano, odstraniti njegove ostanke, sam del pa ga oprati z vodo.
Izvedemo elektroobločno varjenje z enosmernim tokom z obratno polarnostjo. Hkrati se uporabljajo aluminijske elektrode ali polnilna žica s prevleko s fluksom.
Vendar pa je najboljši zvara za varjenje aluminijastih delov, če uporabljate aron-arc naprave. Ustvari lok volframova elektroda. Deluje že dolgo in s tem zmanjšuje stroške povezovalnih del. Luk se vžge med delom in volframovo elektrodo.
V območju požarnega obroča se napolni aluminijasta žica. Na območju zgorevanja se oksidni film na kovinski površini lahko zruši ob visoki temperaturi ozadja. Varjenje se izvaja s hitrim gibanjem elektrode v ozkem območju. V tem načinu aluminij ne bo imel časa, da pride v tekoče stanje in iztisne.
Za zagotovitev visoke kakovosti varjenega šiva mora imeti žica podobno strukturo materiala, ki ga je treba variti. Ta postopek varjenja se izvede z uporabo polavtomatskega stroja.
V različnih proizvodnih pogojih se izvede varjenje impulz ali enosmerni tok. V podjetjih obstajajo posebne varilne naprave, ki delujejo z izmeničnim tokom.
Varjenje argonskega aluminija za začetnike
 Izkušeni varilci pravijo, da povezava aluminijskih delov z argonom sestoji iz številnih različnih dejavnosti. Kakovost povezave delov je odvisna neposredno od tega, kako se bodo medsebojno skladni.
Izkušeni varilci pravijo, da povezava aluminijskih delov z argonom sestoji iz številnih različnih dejavnosti. Kakovost povezave delov je odvisna neposredno od tega, kako se bodo medsebojno skladni.
Postopek varjenja vključuje uporabo številnih posebni materiali, naprave in sklopi. Na primer, aparat za varjenje argona za varjenje aluminija vsebuje več elementov, od katerih mora biti vsak pred začetkom dela v uporabi.
Končni stroški dela so odvisni od tega, kakšni bodo izdatki povezanih virov. Poskusite varčno shraniti polnilno žico in argon.
Materiali za delo
 Aparat za varjenje je sestavljen iz naslednjih delov: balon z dovajalnim virom energije argona iz polnilne žice. Taka žica je na kolutih ali kolutih.
Aparat za varjenje je sestavljen iz naslednjih delov: balon z dovajalnim virom energije argona iz polnilne žice. Taka žica je na kolutih ali kolutih.
V velikih proizvodnih obratih, takih napravah priključite na centralizirano avtocesto, na njem je inertni plin. Delovni pulti za montažo varjenih delov so izdelani na osnovi nerjavečega jekla.
Priprava delov
Ko prinesete opremo za varjenje aluminija v delovnem stanju, boste morali pripraviti dele za varjenje. To je storjeno tako:
 Odstranite maščobo, umazanijo ali motorno olje s površine s topilom.
Odstranite maščobo, umazanijo ali motorno olje s površine s topilom.- Če debelina delov znaša 4 mm ali več, morate rezati robove.
- V skladu s specifikacijami in priporočili strokovnjakov mora biti aluminijasta pločevina debeline 4 mm ali več varjena izključno iz rit. Preden začnete, morate vedno določiti parametre, kot so debelina lista in širina roba v milimetrih.
- Odlepite rob na brusilniku ali z datoteko. Če je del kompleksne oblike, je treba mesto varjenja očistiti z mobilnim brusilnikom. Tako ali drugače je treba oksidni film odstraniti s površine.
Ključni opis postopka varjenja
 Delovanje je bilo izvedeno kvalitativno, kot je bilo že omenjeno, je treba uporabiti volframove elektrode. Premer naj bi bil 1,5-5,5 mm.
Delovanje je bilo izvedeno kvalitativno, kot je bilo že omenjeno, je treba uporabiti volframove elektrode. Premer naj bi bil 1,5-5,5 mm.
Med postopkom je obvezen sledite smeri elektrode glede na delovno površino kovine. Elektrodo držite pod kotom 80 stopinj. Polnilno žico glede na elektrodo je treba držati pod pravim kotom.
Največja dolžina obroča je 3 mm. V tem položaju bo poraba materialov najbolj optimalna. Med delovanjem se polnilna žica premakne pred gorilnikom. Ona in volframova elektroda se morajo premakniti samo vzdolž varilnega šiva. Ne morete dovoliti prečnega gibanja.
Če delate s tankimi aluminijastimi ploščami, potem je za podlogo dobro primerna plošča iz nerjavečega jekla. V tem položaju se izvede intenzivno odstranjevanje toplote iz delovnega mesta skozi folijo iz nerjavnega jekla, medtem ko se bo tveganje opeklin zmanjšalo. Tudi poraba energije bo zmanjšana, ker bo delo opravljeno takoj.
Prednosti in pomanjkljivosti argona varjenja
 Metoda spajanja aluminijastih delov s polavtomatsko napravo v argonskem mediju v primerjavi z drugimi ima precejšnje prednosti.
Metoda spajanja aluminijastih delov s polavtomatsko napravo v argonskem mediju v primerjavi z drugimi ima precejšnje prednosti.
Najprej je treba reči približno minimalno območje ogrevanja obdelanih delov, kar je pomembno pri varjenju delov, ki imajo tridimenzionalno strukturo.
Z lahkoto lahko izračuna količino potrebnega plina in ugotovite, kakšna žica bo potrebna in v kakšni količini. Vendar je težko predvideti notranjo deformacijo izdelka.
Priključni deli v okolju inertnega plina omogočajo varjenje brez nečistoč, pore in drugih nepotrebnih vključkov. Zvarjeni šiv ima enako globino prodiranja vzdolž celotne dolžine.
Pomanjkljivost tega varjenja je ta oprema je precej zapletena. Med delovanjem je treba fino nastaviti vse komponente aparata, medtem ko je pomembno, da se žica v delovnem območju napaja postopoma. V ta namen morate pravilno namestiti podajalnik. Če je krma nepravilna, se bo opeklina prekinila. V tem primeru se bo poraba argona in električne energije povečala.
Povezava aluminijskih delov z argonom je ena od skupnih metod. Vendar, preden začnete delati, potrebujete skrbno preučite teorijo in prakso, in tudi gledati izobraževalni video, ki ga je mogoče enostavno najti na internetu.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Varilna tehnika za aluminijasto elektrodo
Varilna tehnika za aluminijasto elektrodo Varilna žica sv-08g2s: značilnosti in sorte
Varilna žica sv-08g2s: značilnosti in sorte Izbira varilne žice za polavtomatsko
Izbira varilne žice za polavtomatsko Značilnosti varjenja tantala in molibdena
Značilnosti varjenja tantala in molibdena Varjenje avtomobilskih diskov z argonom
Varjenje avtomobilskih diskov z argonom Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Kakšne vrste in vrste varilnih strojev
Kakšne vrste in vrste varilnih strojev Proces trenja varjenja in njegove značilnosti
Proces trenja varjenja in njegove značilnosti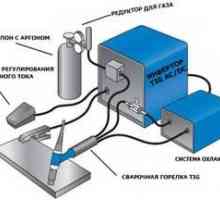 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja