Kako kuhati iz nerjavečega jekla doma
 Varjenje izdelkov iz nerjavečega jekla je precej zapleteno delovanje v tehnološkem načrtu, ki ga ni mogoče kvalitativno izvesti brez upoštevanja fizikalnih lastnosti in kemične sestave materiala. Tak pristop k uspešnosti dela je edini pravilen in bo omogočil ustvarjanje najbolj zanesljive in kakovostne povezave.
Varjenje izdelkov iz nerjavečega jekla je precej zapleteno delovanje v tehnološkem načrtu, ki ga ni mogoče kvalitativno izvesti brez upoštevanja fizikalnih lastnosti in kemične sestave materiala. Tak pristop k uspešnosti dela je edini pravilen in bo omogočil ustvarjanje najbolj zanesljive in kakovostne povezave.
Značilnosti varilnih delov iz nerjavečega jekla
Glavne težave pri varjenju nerjavnih jekel, zaradi dejstva, da se material sodi v skupino visoko zlitine in zato vsebuje v svoji sestavi veliko različnih elementov, ki določajo njegove osnovne lastnosti. Torej, v svoji sestavi obstaja taka povezava, kot krom. Njegov delež v zlitini lahko doseže 12-30%. Krom, kot tudi druge elemente, ki jih vsebuje sestavek iz nerjavečega jekla - molibdena, mangana, titana in niklja, zagotavlja protikorozijsko lastnosti te kovine. Ampak to ga dobi iz nerjavečega jekla in številne funkcije, ki vplivajo na njeno varljivost.
Zato, pri varjenju je treba upoštevati številne značilnosti tega materiala.
 Visoki koeficient linearne ekspanzije. Zaradi te funkcije med varjenjem delov iz nerjavečega jekla so neizogibno precej deformirane. Včasih deformacija, ki jo povzroča ta lastnost, lahko povzroči nastanek velikih razpok, če so deli, pripravljeni za priključitev, debelejši in med njima ni razlike.
Visoki koeficient linearne ekspanzije. Zaradi te funkcije med varjenjem delov iz nerjavečega jekla so neizogibno precej deformirane. Včasih deformacija, ki jo povzroča ta lastnost, lahko povzroči nastanek velikih razpok, če so deli, pripravljeni za priključitev, debelejši in med njima ni razlike.- Nizka toplotna prevodnost. Za razliko od nizkoogljičnih zlitin ima nerjavno jeklo en in pol do dvakrat nižji indeks toplotne prevodnosti. Zaradi tega značaja so med varjenjem deli spojeni tudi pri manjših tokovih kot pri spajanju delov iz nizkoogljičnega jekla.
- Medkrmna korozija. V razmerah, ko je med varjenjem iz nerjavečega jekla močno segrevanje (do temperature +500 stopinj Celzija in več), je treba takšen pojav opaziti kot medzrnsko korozijo. Izhaja iz dejstva, da se na robovih zrnih kovinske strukture oblikujejo vmesni sloji iz kromovega karbida in železa.
Toda ta pojav se lahko prepreči, če je previden pri izbiri varilnega režima s posebno skrbjo in prisilnim ohladitvijo spojenih elementov, ki jih običajno vodo zlahka obvlada. Pomembno pa je vedeti, da se ta način hlajenja lahko uporablja samo za izdelke iz kromovih nikljevih jekel z avstenitno notranjo strukturo.
- Pregrevanje elektrod s palicami krom-niklja. Glede na to, da imajo pri varjenju materialov nizko toplotno prevodnost in visoko električno upornost med svojim priključne elektrode čepi, ki so sestavljene iz nikelj-kroma spojin pogosto segreti na kritično temperaturo. Da bi preprečili ta pojav lahko predmet uporabi elektrode, ki imajo dolžino največ 35 cm samo.
Popularne varilne metode
Če je potrebno izdelke iz nerjavečega jekla povezati s povečano vsebnostjo kroma, lahko njihovo varjenje opravimo na več načinov. Do danes so najbolj razširjeni naslednji vrste varjenja:
- Argon-arc. Ta vrsta varjenja uporablja volframove elektrode in AC / DC TIG načine.
 Varjenje, ki ga izvajajo prevlečene elektrode v načinu MMA.
Varjenje, ki ga izvajajo prevlečene elektrode v načinu MMA.- Polavtomatsko elektroobločno varjenje. Izvaja se v argonskem mediju z uporabo načina MIG, kakor tudi iz žice iz nerjavečega jekla.
- Hladno varjenje, ki se izvaja pod visokim pritiskom.
- Postopek varjenja s šivanjem in kontaktno točkovno varjenje.
Pred začetkom dela na varjenju nerjavečega jekla je treba svoje površine nemudoma razmastiti, za kar je mogoče uporabiti letalski bencin ali aceton. To se naredi, da se zmanjša poroznost zvara, ki se ustvari, in tudi zagotoviti večjo stabilnost varilnega loka. Šele ko se izvede ta postopek, lahko neposredno izbirate način varjenja praznih delov.
Za varjenje elementov iz nerjavečega jekla je mogoče uporabiti več metod, med katerimi so najbolj razširjene in uporabljene v redkih primerih. Končno izbiro najprimernejše metode je treba opraviti ob upoštevanju posebnih pogojev in zahtev, ki jih mora izpolnjevati povezava.
Pokrite elektrode
 Najpogosteje varjenje praznih delov iz nerjavečega jekla se izvaja z uporabo metode MMA, ki vključuje uporabo prevlečenih elektrod. Njegove glavne prednosti so enostavnost in vsestranskost, kar omogoča uporabo tudi v domačih razmerah, čeprav ne more zagotoviti šiva visoke kakovosti.
Najpogosteje varjenje praznih delov iz nerjavečega jekla se izvaja z uporabo metode MMA, ki vključuje uporabo prevlečenih elektrod. Njegove glavne prednosti so enostavnost in vsestranskost, kar omogoča uporabo tudi v domačih razmerah, čeprav ne more zagotoviti šiva visoke kakovosti.
Kljub temu, da MMA je ta vrsta nerjavečega jekla varilnih elektrod, primeren za uporabo v domu, da izkoristijo od njih, bodo morali kupiti poseben varilni stroj - pretvornika.
Za zanesljivo povezavo izdelkov iz nerjavnega jekla s pretvornikom je pomembno, da izberete ustrezne elektrode. Do danes se lahko vse vrste elektrod, ki se uporabljajo za priključitev nerjavnega jekla, predstavljajo v obliki dveh skupin:
- Z rutilnim premazom na osnovi titanovega dioksida. Ko uporabljate takšne elektrode, je količina kovine, ki se tvori med delovanjem, čim manjša in zagotovljena je stabilnost obloka, vendar je njihova uporaba možna samo z enosmerno in obratno polarnostjo.
- S prevleko na osnovi magnezijevega karbonata in kalcija. Pri delu s temi elektrodami se varjenje izvaja pri konstantni in obratni polarnosti.
Ročno in polavtomatsko v argonu
Pri varjenju izdelkov iz nerjavečega jekla ročno, v argonskem mediju navadno uporabljajo volframove elektrode. Tak način povezovanja delov je primeren za uporabo doma, kar zagotavlja kakovostno in zanesljivo povezavo izdelkov z majhno debelino. Najpogosteje se ta vrsta elektrod uporablja pri delu pri polaganju komunikacij iz cevi, namenjenih za dovajanje plinov ali različnih tekočin pod visokotlačnimi pogoji.
Ta tehnologija ima številne funkcije, ki jih pred uporabo ne bodo več prizadevale:
 Med varjenjem je pomembno, da volfram, iz katerega so izdelane elektrode, ne spada v talilno kovino v varilni coni. To nalogo rešujemo s sproženjem loka na brezkontaktni način. V primeru, da to ni mogoče storiti na strani, se lok lahko vžge na ločeni premazi in ga nato previdno premakne na spojene obdelovance.
Med varjenjem je pomembno, da volfram, iz katerega so izdelane elektrode, ne spada v talilno kovino v varilni coni. To nalogo rešujemo s sproženjem loka na brezkontaktni način. V primeru, da to ni mogoče storiti na strani, se lok lahko vžge na ločeni premazi in ga nato previdno premakne na spojene obdelovance.- Ta način varjenja izdelkov iz nerjavečega jekla se lahko uporablja tako za konstantni kot izmenični tok.
- Pri izbiri optimalnega načina varjenja se upošteva debelino delov. Ko govorimo o načinih, da je žrtveno zaščitna količina plina, sedanje kazalnike, izbrane za varjenje dodatka, premer žice, seno volframovih elektrod.
- Polnilna žica, ki se uporablja za varjenje, mora imeti višjo stopnjo dopinga, kot je zaporna plošča.
- Med varjenjem morajo elektrode za nerjavna jekla ostati stabilne. Če se ta zahteva ne upošteva, se lahko varilno območje prekine in kovine oksidira na svojem območju.
Ena od prednosti uporabe te varilne metode je, da vam omogoča znatno prihranek volframovih elektrod. Za to po zaključku varilnega dela ne smete izklopiti oskrbe z argonom približno 15 sekund. Ta metoda omogoča zaščito ogretne volframove elektrode pred aktivno oksidacijo.
Polavtomatske elektrode
Ta način varjenja izdelkov iz nerjavečega jekla v okolju argona praktično ni drugačen od klasičnega priročnika. Razlika med njimi je le, da žica v varilni coni pride skozi posebno opremo. Mehanizacijo tega procesa omogoča povečanje njegove natančnosti in hitrosti.
če obstaja polavtomatska oprema, lahko strokovnjak uporabi naslednje metode varjenja iz nerjavečega jekla:
 Metoda prenosa jet. Njena glavna prednost je, da z njeno pomočjo lahko ustvarite zanesljive povezave pri obdelavi s podrobnostmi velike debeline.
Metoda prenosa jet. Njena glavna prednost je, da z njeno pomočjo lahko ustvarite zanesljive povezave pri obdelavi s podrobnostmi velike debeline.- Varjenje s kratkim lokom. Namenjen je predvsem za spajanje majhnih debelin.
- Impulzno varjenje. Univerzalni način povezovanja delov, ki zagotavlja sprejemanje kakovostnih in zanesljivih povezav ter maksimalne prihranke na potrošnem materialu.
Katere elektrode kuhamo iz nerjavečega jekla
Če želite izvedeti, kakšne vrste elektrode je najbolj primerna za varjenje nerjavečega jekla, je potrebno, da se obrnejo na GOST 10052-75, iz katere se lahko naučite o značilnostih obstoječih vrst potrošnega materiala, in priporočila po svoji izbiri za delo z določeno kemično sestavo kovine. Določimo najprimernejšo vrsto nerjavnega jekla elektrod za varjenje, ustrezne zahteve GOST možno vedeti, če je kovinski žig, morajo biti povezane elemente, ki.
Drugi načini varjenja nerjavečega jekla
V nekaterih primerih morajo strokovnjaki upoštevati alternativne metode varjenja izdelkov iz nerjavečega jekla, ki vam omogočajo, da ustvarite zanesljive povezave le pod posebnimi pogoji. Te vključujejo naslednje metode, ki uporabljajo posebno varilno opremo.
Laserski žarek
 Od prednosti s to metodo povezovanja delov iz nerjavečega jekla ima, je treba poudariti, ohranjanje iz izhodiščnega trdnost kovine v območju zvara posledica izpostavljenosti visoki temperaturi, minimalni čas, potreben za hlajenje, brez razpok po varjenju in tvorbo minimalno velikost zrn v svoji strukturi. Zelo način obravnavano, kot tudi opremo, ki omogoča, da se zavedaš, se pogosto uporablja v različnih gospodarskih panogah, vključno s polaganjem komunikacije, avtomobilskih in drugih.
Od prednosti s to metodo povezovanja delov iz nerjavečega jekla ima, je treba poudariti, ohranjanje iz izhodiščnega trdnost kovine v območju zvara posledica izpostavljenosti visoki temperaturi, minimalni čas, potreben za hlajenje, brez razpok po varjenju in tvorbo minimalno velikost zrn v svoji strukturi. Zelo način obravnavano, kot tudi opremo, ki omogoča, da se zavedaš, se pogosto uporablja v različnih gospodarskih panogah, vključno s polaganjem komunikacije, avtomobilskih in drugih.
Hladno pod visokim pritiskom
S to metodo spajanja delov iz nerjavečega jekla se material ne stopi. Povezovanje praznih delov je zagotovljeno s posebnim interakcijo njihovih kristalnih rešetk. Odvisno od povezave, ki je potrebna za pridobitev in s podrobnostmi o tem, v kakšni obliki je delo, se lahko tlak nanaša na enega ali oba dela.
Kontakt varjenje izdelkov iz nerjavečega jekla
S to metodo povezovanja izdelkov iz nerjavečega jekla se lahko uporablja tehnologija točkovnih ali valjčnih plošč. Omogoča vam, da se priključite na tanke plošče iz nerjavečega jekla, debeline do 2 mm. Omeniti velja, da pri varjenju delov s to metodo uporabljamo isto opremo kot za varjenje drugih kovin.
Iz nerjavečega jekla je eden najbolj priljubljenih materialov, iz katerih izdelujemo različne kovinske izdelke in strukture. Vendar ima proces varilnih delov lastne značilnosti, ki jih mora upoštevati vsak strokovnjak. Še posebej to zadeva domače obrtnike, od katerih mnogi ne vedo, kako variti nerjavečega jekla.
Z nizkoogljičnih jekel je za ta material značilna vsebina določenega sklopa elementov, kar povzroča določene težave pri spajanju delov iz nerjavečega jekla. To je ena od glavnih točk, ki jih morate poznati pred varjenjem. Dejstvo je, da vsak element v elementu iz nerjavečega jekla ima posebne lastnosti, kar neposredno vpliva na značilnosti, ki jih nerjavno jeklo kaže med varjenjem. Posebne fizikalne lastnosti in kemična sestava nerjavnega jekla zahtevajo uporabo nekaterih metod varjenja iz tega kovine.
Izbiro najprimernejše metode je treba izvesti ob upoštevanju značilnosti delov, ki jih je treba priključiti, in uporabljenih elektrod. To lahko močno vpliva tudi na kakovost in zanesljivost vzpostavljene povezave.
 Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Značilnosti in uporaba jekla 9хс
Značilnosti in uporaba jekla 9хс Značilnosti in sestava iz nerjavečega jekla
Značilnosti in sestava iz nerjavečega jekla Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Iz nerjavečega jekla 40x13: značilnost in uporaba
Iz nerjavečega jekla 40x13: značilnost in uporaba Varilna žica sv-08g2s: značilnosti in sorte
Varilna žica sv-08g2s: značilnosti in sorte Ograje in ograje iz nerjavnega jekla: Foto
Ograje in ograje iz nerjavnega jekla: Foto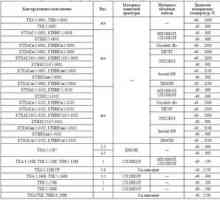 Značilnosti in dekodiranje jeklene stopnje 12х18н10т
Značilnosti in dekodiranje jeklene stopnje 12х18н10т Izbira varilne žice za polavtomatsko
Izbira varilne žice za polavtomatsko Lastnosti in uporaba nerjavečega jekla iz živilskega razreda
Lastnosti in uporaba nerjavečega jekla iz živilskega razreda Proizvodnja izdelkov iz nerjavečega jekla: jeklo, značilnosti
Proizvodnja izdelkov iz nerjavečega jekla: jeklo, značilnosti Lastnosti jekla: specifična teža, gostota kg cm3 in drugi
Lastnosti jekla: specifična teža, gostota kg cm3 in drugi Značilnosti legiranega jekla: sorte, uporaba
Značilnosti legiranega jekla: sorte, uporaba Cevi iz nerjavečega jekla: vrste in aplikacije
Cevi iz nerjavečega jekla: vrste in aplikacije Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Uporabite v cisternah rezervoarjev za vodo iz nerjavnega jekla
Uporabite v cisternah rezervoarjev za vodo iz nerjavnega jekla Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Razvrščanje in označevanje jekla
Razvrščanje in označevanje jekla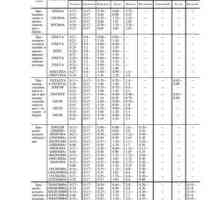 Označevanje jekla: razred 30hgsa, dekodiranje z razlagami
Označevanje jekla: razred 30hgsa, dekodiranje z razlagami Vrste in področja uporabe žice iz nerjavečega jekla
Vrste in področja uporabe žice iz nerjavečega jekla