Značilnosti mehkega spajka po 61
 V tehnični proizvodnji, pa tudi na domačem nivoju, obstajajo časi, ko je potrebno ustvariti močno povezavo med dvema različnima deloma obdelovanca. To so lahko cevi, radijske komponente na tiskani ali vezni plošči ali električne žice. Če želite to narediti, uporabite posebne materiale za polnila, najpogostejši pa so različni spoji. V tem članku bo predstavljen splošni opis vojakov in podrobnejši pregled skupine polnila iz kositra.
V tehnični proizvodnji, pa tudi na domačem nivoju, obstajajo časi, ko je potrebno ustvariti močno povezavo med dvema različnima deloma obdelovanca. To so lahko cevi, radijske komponente na tiskani ali vezni plošči ali električne žice. Če želite to narediti, uporabite posebne materiale za polnila, najpogostejši pa so različni spoji. V tem članku bo predstavljen splošni opis vojakov in podrobnejši pregled skupine polnila iz kositra.
Opis spajke
Glavna zahteva za uporabljeno spajko je nižje tališče kot tališče predoblike. Obseg uporabe je obsežen - od spajkanja in povezovanja kablov z varjenjem med seboj drugačna kovin. V zvezi s tem so različne vrste materialov, ki se razlikujejo po fizikalnih in kemijskih lastnostih in so del sestavin zlitin.
Torej, obstajata dve skupini vojakov: mehak in trden. Mehke so tiste, katerih tališče je pod 300 stopinj, zato bo taljenje spajkalnih spajkal višje od te vrednosti.
Eden najpogostejših polnilnih materialov je PIC-tin-svinec. V tej kategoriji je več materialov, odvisno od odstotka sestava kositra v zlitini, ki je označena s številko. Razlikujejo se po relativno nizkem tališču in šibki moči.
To nekoliko omejuje obseg njihove uporabe. Na primer, ti vojaki so primerni za uporabo v radijski montaži in neželeni uporabi v podrobnostih, ki imajo velik fizični stres.
PIC 61
Tališče na 61 je 183 stopinj, kar je izhodišče. Celotno taljenje se doseže pri temperaturi približno 190 stopinj, kar vam omogoča delo z gospodinjskim spajkalnikom ali profesionalno spajkalno postajo. Temperatura spajkanja je 240 stopinj. To je najbolj slabo topi spajk iz celotne skupine kositra iz kositra.
Sestava
 Ta polnilni material je razvrščen kot mehak, ima 61% kositra, 38-39% svinca in lahko vsebuje dovoljeno odstotek nečistoč v obliki antimona, niklja, železovega žvepla in bizmuta.
Ta polnilni material je razvrščen kot mehak, ima 61% kositra, 38-39% svinca in lahko vsebuje dovoljeno odstotek nečistoč v obliki antimona, niklja, železovega žvepla in bizmuta.
Znotraj kositer-svinčevega skupini učinkovine je najbolj čista sestavek spajkanje in je bolj primeren za ožičenje in kositra plating, saj ob tem zaprtem Cu zmanjša hitrost raztapljanja bakrenih žic in tirov in manj nosi spajkalno konico in relativno nizko tališče ne škoduje tiskana vezja.
Specifikacije materiala
- Temperatura taljenja je 183 stopinj.
- Temperatura taline je 190 stopinj.
- Gostota je 8,5 g / cm3.
- Odpornost je 0,139 μm / m.
- Končna moč je 4,3 MPa.
Proizvedeno v več vrstah, ki se razlikujejo samo po videzu:
- V obliki žice - debelina prereza približno 2 mm, najbolj priročno in skupno možnost. Prav tako je mogoče izpolniti žico s pretokom. Vlogo fluksa opravlja borovega smole, ki se dobro pokaže pri spajkanju električnih priključkov, ker ne dela oksidacijskih delov, za razliko od kislinskih tokov, po delu, s katerim se deli temeljito operejo.
- V obliki spajkanja traku - spajka v obliki zelo tankega dolgega traku. Idealen za hitro žičnate in kositrne žice. Kot žica, se zgodi s pretokom brez njega.
- V obliki palic debeline do 8 mm in dolžine približno 40 cm. Te vejice so primerne za uporabo pri spajkanju montažnih žic in spajkalnih konic. Po želji jih lahko izdelamo neodvisno, vlijemo v predhodno izdelane kalupe.
Uporaba v gospodinjstvu in na delovnem mestu
 Ta spajka se pogosto uporablja v vsakdanjem življenju in industriji. Cenovnost materiala je zelo dostopna, kemična sestava in tehnične lastnosti pa omogočajo uporabo pri številnih nalogah.
Ta spajka se pogosto uporablja v vsakdanjem življenju in industriji. Cenovnost materiala je zelo dostopna, kemična sestava in tehnične lastnosti pa omogočajo uporabo pri številnih nalogah.
Torej je že bilo povedano zgoraj, da je s pomočjo 61 primerna spajkanje radijskih komponent, ker je nizko tališče ne boli poti tiskanega vezja in radijskih komponent, še posebej mikrovezij, kar lahko propade v primeru pregrevanja.
Tudi s pomočjo tega materiala je mogoče opraviti kakovostno trdo brušenje bakrenih žic, ki se aktivno uporablja v električnih napeljavah in jih je mogoče spajati bodisi s spajkalnikom ali s plinskim gorilnikom. Poleg tega ima pos 61 zelo dobro tekočino in oblikuje hermetične šive, kar omogoča uporabo in varjenje cevi s plinskim gorilnikom.
Toda nizko tališče postavlja tudi nekatere omejitve v obsegu uporabe - ne more biti uporabljeno pri delu z materiali, ki bodo kasneje izpostavljeni močnemu ogrevanju. To lahko privede do dejstva, da je varilni šiv deformiran ali celo taljen, ki bo uničil vsa dela.
 Kako pravilno spajkati železo, vrste spajkanja
Kako pravilno spajkati železo, vrste spajkanja Mehanske lastnosti kovin in zlitin
Mehanske lastnosti kovin in zlitin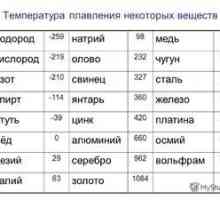 Na kakšni temperaturi se topi baker, se topi
Na kakšni temperaturi se topi baker, se topi Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Tališče kovine v stopinjah
Tališče kovine v stopinjah Postopek spajkanja doma
Postopek spajkanja doma Tališče kositra in svinca
Tališče kositra in svinca Taljenje aluminija doma pri visokih temperaturah
Taljenje aluminija doma pri visokih temperaturah Temperatura in talilne lastnosti svinca
Temperatura in talilne lastnosti svinca Proizvodnja in uporaba bakra in cinkove zlitine
Proizvodnja in uporaba bakra in cinkove zlitine Postopek taljenja srebra doma
Postopek taljenja srebra doma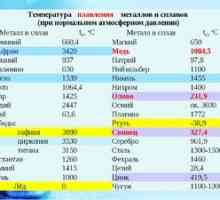 Tališče cinka, lastnosti in uporaba kovine
Tališče cinka, lastnosti in uporaba kovine Priljubljeni tokovi za spajkanje radijskih komponent
Priljubljeni tokovi za spajkanje radijskih komponent Vrste fluksa za spajkanje aluminija doma
Vrste fluksa za spajkanje aluminija doma Flux za spajkanje: opis in funkcije
Flux za spajkanje: opis in funkcije Spajkanje bakrenih cevi s plinskim gorilnikom
Spajkanje bakrenih cevi s plinskim gorilnikom Železo: kemične lastnosti in tališče
Železo: kemične lastnosti in tališče Tališče spajke in tehnični podatki
Tališče spajke in tehnični podatki Označevanje barvnih kovin in zlitin
Označevanje barvnih kovin in zlitin Fluks za spajkanje: krogle uporabe, vrste materialov
Fluks za spajkanje: krogle uporabe, vrste materialov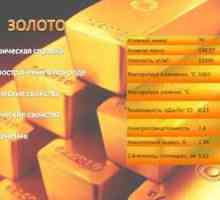 Tališče in zlato vrelišče
Tališče in zlato vrelišče