Izbira varilne žice za polavtomatsko
 Naprave za polavtomatsko varjenje v procesu dela zagotavljajo visoko kakovost šiva. Pojavi se dejansko vprašanje, katera žica naj se izbere za polavtomatsko napravo. Obstajajo tri sorte: prah, aluminij in nerjavec. Prvi ne zahteva uporabe plina, druga pa zagotavlja stabilnost kovinske volne, tretja pa je odporna proti agresivnim medijem.
Naprave za polavtomatsko varjenje v procesu dela zagotavljajo visoko kakovost šiva. Pojavi se dejansko vprašanje, katera žica naj se izbere za polavtomatsko napravo. Obstajajo tri sorte: prah, aluminij in nerjavec. Prvi ne zahteva uporabe plina, druga pa zagotavlja stabilnost kovinske volne, tretja pa je odporna proti agresivnim medijem.
Praška žica
Praškasta žica za polavtomatsko je cev z prašnim polnilom. Zagotoviti mora:
- enostavnost oblikovanja lokov;
- enotnost taljenja:
- gladko prekrivanje šiv z žlico;
- ločitev žlindre iz šiva;
- pridobitev šiva brez napak.
 Ta način varjenja spominja na varjenje fluksa in elektrode. Varilni šiv je prekrit s plastjo žlindre. Zaradi praška se nadaljuje legiranje taline. To je zagotovljeno s prisotnostjo ferozlitin v praškasti sestavi.
Ta način varjenja spominja na varjenje fluksa in elektrode. Varilni šiv je prekrit s plastjo žlindre. Zaradi praška se nadaljuje legiranje taline. To je zagotovljeno s prisotnostjo ferozlitin v praškasti sestavi.
Za metodo je značilna visoka učinkovitost in enostavnost. Delo poteka na različnih mestih in v vseh vremenskih pogojih.
Vendar pa obstajajo tudi pomanjkljivosti:
- potrebo po stalnem vzdrževanju napetosti in jakosti;
- potrebna je dodatna zaščita;
- visoka stopnja škodljivih snovi.
Praška žica je razdeljena na naslednje vrste:
- samozaščitni. Delo brez dodatne zaščite plina;
- varjenje se izvaja v okolju ogljikovega dioksida.
Samozaščitni so enostavni za uporabo, saj ne zahtevajo prisotnosti plinskih jeklenk. To povečuje uporabo varjenja pri montaži.
Delo v okolju ogljikovega dioksida poveča parametre varjenja in izboljša kakovost zvara.
Uporaba aluminijaste niti
 Aluminijasta žica za polavtomatsko Uporablja se za varjenje izdelkov iz iste kovine. Delo poteka v atmosferi zaščite plina - argonu. Tak varilni material zagotavlja visoko kakovost varjenega šiva.
Aluminijasta žica za polavtomatsko Uporablja se za varjenje izdelkov iz iste kovine. Delo poteka v atmosferi zaščite plina - argonu. Tak varilni material zagotavlja visoko kakovost varjenega šiva.
Težava varjenja aluminija je, da ima na svoji površini oksidni film. Ima nizko tališče, ki doda določene težave.
Aluminijasta nit mora zagotavljati varjene lastnosti:
- visoka trdnost;
- plastičnost sklepa;
- odpornost na korozijske procese.
Pridobivanje močne povezave ne zagotavlja le kakovost aluminijaste niti. Deli, ki jih je potrebno variti, zahtevajo dobro odstranjevanje oksidnega filma. Takšno delo se izvede tik pred varjenjem, saj se film hitro obnovi.
Zaradi istega razloga žica, ki prihaja v embalažo, zahteva hitro uporabo. V nasprotnem primeru se bo hitro oksidirala in to bo vplivalo na rezultat.
Za standardni podajalnik Uporablja se običajna varilna žica za polavtomatske stroje. V tem primeru sistem z dvema valjema ni ustrezen. Mehki aluminij bo zrezan in zaljubljen v mehanizem. Zahteva konstrukcijo 4 valjev z V-utori.
Krmilni kanal mora biti največ 3 m. Material materiala je Teflon. Njene stene zagotavljajo dobro drsenje. Luknja v konici polavtomatske naprave je 1-2 mm večja od premera niti. To je potrebno, da se v njej ne zatakne, ker je koeficient širitve aluminija visok.
Žica iz nerjavečega jekla
Žično nerjavno jeklo za polavtomatske funkcije kot elektroda. Prenaša tok na kovine, ki se varuje. Poleg tega je polnilni material, ki se topi in tvori zvarni šiv.
Sestava nerjaveče nit vključuje naslednje elemente:
- Ogljik. Njegova koncentracija vpliva na duktilnost nerjaveče niti. In na koncu to vpliva na uporabnost njegove uporabe. Pri porabi nerjavnega materiala se zmanjša.
- Mangan in silicij. Ti elementi vplivajo na deoksidacijo obdelane kovine. Povečajte moč žice in odpornost na odrgnine. Pomemben pogoj - te elemente je treba enakomerno porazdeliti v nerjavno jeklo. Če na enem mestu nastane silicija, to negativno vpliva na elastičnost nerjaveče nitke.
 Žveplo in fosfor. Škodljive nečistoče. Njihova vsebina je normalizirana. Količina ne sme presegati 0,05%. V nasprotnem primeru nerjavno jeklo postane krhko pod vplivom visokih temperatur. To se imenuje krhkost. Zaradi tega je postopek varjenja otežen.
Žveplo in fosfor. Škodljive nečistoče. Njihova vsebina je normalizirana. Količina ne sme presegati 0,05%. V nasprotnem primeru nerjavno jeklo postane krhko pod vplivom visokih temperatur. To se imenuje krhkost. Zaradi tega je postopek varjenja otežen.- Chrome. Se nanaša na negativne komponente. Pojavi se pri plavanju v plavžih. Vsebnost nerjavnega jekla je dovoljena ne več kot 0,1%.
- Dušik. Na začetku prisotnost tega elementa ne vpliva. Sčasoma izdelek kaže znake staranja deformacij. To povzroči izgubo elastičnosti in videz krhkosti.
- Nekovinske nečistoče. Njihova prisotnost je nezaželena. Z velikim številom izdelkov je izdelek slabe kakovosti.
Krma je mehanizirana. Premikanje nerjavečega jekla poteka vzdolž gorilnika. Varilni plin in napetost se samodejno izključita. Krmilo žice izvaja več valjev do želene stopnje.
Za pridobitev kakovostnega zvarova Potrebno je ustrezno izbrati žico za obdelan material. Posebno pozornost je treba nameniti aluminijastim delom. Tovrstno barvno kovino je zelo težko piti, zato se izbira žice izvaja posebej previdno.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti Varilna žica sv-08g2s: značilnosti in sorte
Varilna žica sv-08g2s: značilnosti in sorte Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Polavtomatsko varjenje z lastnimi rokami: shema
Polavtomatsko varjenje z lastnimi rokami: shema Varilni materiali: razvrstitev in značilnosti
Varilni materiali: razvrstitev in značilnosti Proizvodnja in uporaba varilnega toka
Proizvodnja in uporaba varilnega toka Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih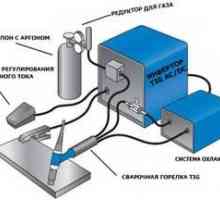 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja