Varjenje elektrode, kako kuhati začetnike pravilno
 Skoraj vsaka oseba se je srečala s situacijo, ko je bilo potrebno piti nekaj kovinskega dela. Najpogosteje se to zgodi med gradbenimi deli. Odlično je, če moški poseduje ta proces, včasih pa se morate obrniti na strokovnjake vašega podjetja. Ampak se lahko naučiš, da se zvariš. Začetniki se običajno začnejo s preučevanjem šivov. Kompleksno delo je treba začeti šele, ko se domači mojster uči, kako pravilno variti varilne elektrode.
Skoraj vsaka oseba se je srečala s situacijo, ko je bilo potrebno piti nekaj kovinskega dela. Najpogosteje se to zgodi med gradbenimi deli. Odlično je, če moški poseduje ta proces, včasih pa se morate obrniti na strokovnjake vašega podjetja. Ampak se lahko naučiš, da se zvariš. Začetniki se običajno začnejo s preučevanjem šivov. Kompleksno delo je treba začeti šele, ko se domači mojster uči, kako pravilno variti varilne elektrode.
Osnovni pojmi
 Varjenje do danes - najbolj zanesljiva povezava kovine, ker je s svojim materialom spojena v eno. Postopek poteka pod vplivom visokih temperatur. Večina varilnih strojev uporablja električni lok za delovanje.
Varjenje do danes - najbolj zanesljiva povezava kovine, ker je s svojim materialom spojena v eno. Postopek poteka pod vplivom visokih temperatur. Večina varilnih strojev uporablja električni lok za delovanje.
Načelo njegovega dela je naslednje: kovine segreje v določenem majhnem prostoru do tališča. Tak varjenje se imenuje obločno varjenje.
Pri oblikovanju električnega loka se lahko uporabi neposredni in izmenični tok. Za spremenljivko se uporabljajo transformatorji, medtem ko se uporabljajo pretvorniki.
Delo je enostavnejše z razsmerniki, ker delujejo na omrežju 220 V. Razlikujejo se po majhnih velikostih in utežeh, okoli 4-8 kg. Skoraj ne povzročajo hrupa in ne vplivajo na napetost.
Situacija je veliko težje delo s transformatorji, t. Da. Izmeničnega toka, da ima vpliv na moč sunkov, ki so običajno niso zelo navdušeni sosedje in gospodinjskih aparatov. Naprava je hkrati velika in težka.
Tako postane očitno, da za začetnike je primernejši varilni pretvornik.
Potrebna orodja
 Za varjenje potrebujemo niz orodij in posebno zaščito. To je neposredno varilni stroj sam, elektrode, kladivo in krtačo. Premer elektrod je odvisen od materiala, ki ga je treba obdelati.
Za varjenje potrebujemo niz orodij in posebno zaščito. To je neposredno varilni stroj sam, elektrode, kladivo in krtačo. Premer elektrod je odvisen od materiala, ki ga je treba obdelati.
Ne pozabite na zaščito. Za zaščito oči je vedno potrebna varilna maska, zato je treba obleči tudi iz gostega materiala in suede rokavic ter močnih čevljev. Še vedno koristne naprave, ki pretvarjajo AC v DC, so usmernik, pretvornik ali transformator.
Tehnologija dela
Da bi ustvarili električni lok, so potrebni prevodni elementi: v tem primeru je kovinska in elektroda. Ko sta kovina in elektroda v stiku, se prikaže električni lok. Na istem mestu takoj začne taljenje kovine, hkrati z njim se topi in elektroda, ki se prenese v varjeno kopel.

Tudi v procesu izgoreva zaščitna površina elektrode, medtem ko delno izhlapi in sprosti določeno količino plinov. Ti plini ustvarjajo tančico in zaščitijo kovino pred oksidacijo. Prav tako je kovina prevlečena z žlico, ki pomaga kovine, ohranja temperaturo.
Tvorba šiva nastane, ko se elektroda premakne, kar je celotna skrivnost varjenja. Več Potrebno je spremljati kot naklona in trenutne parametre. Ko se kovina ohladi, na njem ostane skorja, ki ščiti kovino pred oksidacijo. Žlindra nato pretepemo s kladivom.
Kako se naučiti kuhati
 Najprej je potrebno opraviti varjenje, pod nadzorom izkušenega varilca, pokazal, kako se naučiti kuhati z varjenjem, svetovati in pomagati v primeru težav. Lahko vadiš na kosu kovine.
Najprej je potrebno opraviti varjenje, pod nadzorom izkušenega varilca, pokazal, kako se naučiti kuhati z varjenjem, svetovati in pomagati v primeru težav. Lahko vadiš na kosu kovine.
Za začetnike varilce najbolj primerna je elektroda s 3 mm. Stane malo več, vendar je lažje delati. Kasneje, ko se pridobijo izkušnje, se bo mogoče premakniti na druge možnosti. To lahko popravite v posebnem držalu, ki je vzmet in vijak in je pritrjen na enega od kablov. Po pritrditvi elektrode lahko priklopite kable.
Na varilnem stroju obstajata dva izhoda: pozitivna in negativna. Prav tako sta dva kabla, ena od njih se konča z držalom, kjer je vstavljena elektroda, druga pa s posebno sponko.
Pri običajnih varilnih tipih je priključena direktna polarnost: minus gre na elektrodo, plus na del. Toda nekatera dela uporabljajo obratno polarnost.
Proces električnega varjenja
 Po pripravi vseh delov in naprav lahko začnete delati. Najprej je pritrjen kabel s sponko. Potem morate preveriti drugi kabel za izolacijo in varno pritrjevanje elektrode. Nato je moč varnega toka nastavljena na varilni stroj, odvisno od premera izbrane elektrode.
Po pripravi vseh delov in naprav lahko začnete delati. Najprej je pritrjen kabel s sponko. Potem morate preveriti drugi kabel za izolacijo in varno pritrjevanje elektrode. Nato je moč varnega toka nastavljena na varilni stroj, odvisno od premera izbrane elektrode.
Električni lok se vžge. Če želite to narediti, morate rahlo dotaknite se elektrode do kovine, hkrati brizgne iskre. Po prvem dotiku se elektroda dotakne kovine in se dvigne na višino 5 mm.
Pri vseh operacijah je treba držati višine 5 mm. Med postopkom mora elektroda spali in ga bo treba spremeniti. Prav tako se lahko občasno drži kovine, v tem primeru jo je potrebno nekoliko zamahniti.
Po vžigu loka lahko nadaljujete na varjenje valja. To se naredi z lahkimi vibracijskimi gibi, ki gladko premikajo elektrodo. Zaradi operacije je treba pridobiti šiv z majhno fuzijo kovine.
Premikanje elektrode se lahko nadaljuje v treh smereh:
- Progresivno.
- Prečni.
- Vzdolžni.
Med delom lahko eno možnost prekrijete na drugo. Vsak mojster raje dela v svoji lastni smeri. Konec koncev je glavna naloga varno povezovanje kovin in kako se to zgodi ni tako pomembno.
Nekaj odtenkov
Ni dovolj samo voziti elektrode nad kovino. Potrebno je poznati nekaj odtenkov varjenja in kako varno zvariti določeno kovino. Eden od njih je, da šiv »potegne« del, zaradi tega, kar lahko vodi. In na koncu, rezultat ni enak, kot je pričakovan mojster. Najpogosteje se temu problemu lahko izognemo, če se udeležujemo več mest, približno vsakih 10 cm. To se naredi na obeh straneh, po katerem se začne glavno delo.
Kako izbrati pravi tok
Poleg vezanja kovine pred varjenjem morate vedeti, kakšna je trenutna vrednost v določenih situacijah. Vse je odvisno od debeline kovine, nad katero se opravlja delo in premer elektrode.
Včasih pa se lahko napetost nenadoma spusti, razsmernik ne bo mogel reagirati na to situacijo. V tem primeru morate upočasniti gibanje elektrode in poskušati ogreti. Ponavljajoče držanje elektrode na šivih lahko še vedno pomaga. Če to ne pomaga, lahko postavimo elektrodo manjšega premera.
Varjenje cevovoda
S pomočjo elektroobločnega varjenja lahko izdelate vodoravni šiv, ki poteka vzdolž oboda cevi in navpično, ki poteka vzdolž strani, pa tudi zgornji in spodnji šiv. Najprimernejša možnost je spodnji šiv.

Cevi iz jekla morajo biti varjene na hrbet, hkrati pa se varujejo vsi robovi vzdolž višine sten. Med delovanjem je treba elektrodo namestiti pod kotom 45 stopinj - to se naredi, da se zmanjša nabiranje znotraj izdelkov. Širina šiva mora biti 2-3 mm, višina 6-8 mm. Če je varjenje prekrito, je potrebna širina 6-8 mm, višina pa 3 mm.
Takoj pred začetkom dela je treba izvajati pripravljalne postopke:
- Potrebno je čiščenje dela.
- Če so robovi cevi deformirani, jih poravnajte ali odrežite z kotnim brusilnikom ali v preprostem bolgarščini.
- Robovi, kjer bo šiv prešel, je treba očistiti s sijajem.
Po pripravi lahko začnete delati. Zahtevano neprekinjeno zavarite vse spoje, popolnoma pivovarne. Cevni spoji s širino do 6 mm so varjeni v 2 sloja, širine 6-12 mm v 3 slojih in širine stene več kot 19 mm v 4 plasteh. Glavna značilnost je stalno čiščenje cevi iz žlindre, tj. E., po je vsak dokončan plast je potrebno očistiti iz žlindre in nato kuhamo novega. Posebno pozornost je treba poskrbeti pri delu na prvem šivu, zato je potrebno varovati vse blunte in robove. Prvi sloj je skrbno preverjen za razpoke, če so prisotni, jih je potrebno rahlo rezati ali jih izrezati in ponovno zvariti.
Vse nadaljnje plasti se varijo, ko se cev počasi obrača. Zadnji sloj je varjen s enakim prehodom na osnovno kovino.
Napake novinskega varilca
Če želite izvedeti, kako pravilno kuhati električno varjenje, morate upoštevati Glavne napake, ki jih novinci dopuščajo:
 Premikanje elektrode prehitro povzroča neenakomeren šiv.
Premikanje elektrode prehitro povzroča neenakomeren šiv.- Premalo gibanje šiva, medtem ko se v kovinskih luknjah in opeklinah oblikujejo.
- Preveč neenakomeren in enakomeren šiv. Glavna napaka je v kotu nagiba elektrode.
- Brez varjenja kovin. To je zato, ker vrzel med kovino in elektrodo ni bila dosežena 5 mm, t.j. vrzel je bila premajhna.
- V nasprotnem primeru, ko je prepad prevelik - kovina ne kuhamo.
Vse zgornje napake so le najmočnejše. Obstaja veliko več odtenkov, ki jih lahko razumete le z izkušnjami.
Pri varjenju tankoslojne kovine ali profila Potreben je skrben pristop k delu. Fine dele lahko varimo z nanašanjem očiščene elektrode in kuhanjem neposredno nad njim.
Varjenje barvnih kovin je zelo različno, saj zahteva druge elektrode. Potrebno je tudi posebno zaščitno okolje. Zdaj lahko kupite univerzalne stroje, ki kuhajo skoraj vse kovine.
Prav tako obstajajo polavtomatske naprave za obdelavo tankoslojnih kovin. Njeno bistvo leži v spajanju posebne žice.
Električno varjenje za začetnike ni lahka naloga. Ampak, če hočeš dovolj, ga lahko obvladaš. Moraš samo slediti osnovnim pravilom in poslušati nasvet bolj izkušenih mojstrov. Kot rezultat, lahko preidete na zapletene naloge, ki vam bodo spoštovale svoje spretnosti.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo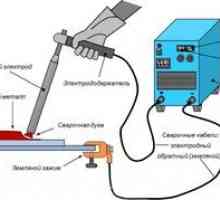 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje
Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Značilnosti varilnega inverterja za začetnike
Značilnosti varilnega inverterja za začetnike Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti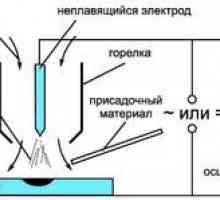 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Vrste varilnih strojev, načelo delovanja naprave
Vrste varilnih strojev, načelo delovanja naprave Kakšne vrste in vrste varilnih strojev
Kakšne vrste in vrste varilnih strojev Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Povratna in direktna polarnost pri varjenju s pretvornikom
Povratna in direktna polarnost pri varjenju s pretvornikom Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja