Vrste fluksa za spajkanje aluminija doma
 Aluminij in njegove zlitine imajo zelo dobre lastnosti, kot so visoka toplotna in električna prevodnost, enostavna obdelava, nizka teža, okoljska varnost. Toda to fino kovino ima zelo majhen maščob, je zelo težko spajati. Pomaga pri reševanju tega resnega problema pravilno izbranega fluksa za spajkanje aluminija.
Aluminij in njegove zlitine imajo zelo dobre lastnosti, kot so visoka toplotna in električna prevodnost, enostavna obdelava, nizka teža, okoljska varnost. Toda to fino kovino ima zelo majhen maščob, je zelo težko spajati. Pomaga pri reševanju tega resnega problema pravilno izbranega fluksa za spajkanje aluminija.
Vsebina
Lastnosti aluminija
 Problem spajkanja aluminija je zaradi njegove kemične strukture. Sama je ta kovina kemično zelo aktivna, reagira s skoraj vsemi kemikalijami. To vodi v dejstvo, da čisti aluminij v zraku takoj reagira s kisikom. Zato se na kovinski površini tvori zelo tanek in hkrati nenavadno močan oksidni film: Al2O3. Aluminij in njegov oksid v svojih lastnostih predstavljata dva ekstremna nasprotja, združena v eno samo celoto. Na primer:
Problem spajkanja aluminija je zaradi njegove kemične strukture. Sama je ta kovina kemično zelo aktivna, reagira s skoraj vsemi kemikalijami. To vodi v dejstvo, da čisti aluminij v zraku takoj reagira s kisikom. Zato se na kovinski površini tvori zelo tanek in hkrati nenavadno močan oksidni film: Al2O3. Aluminij in njegov oksid v svojih lastnostih predstavljata dva ekstremna nasprotja, združena v eno samo celoto. Na primer:
- Tališče čistega aluminija je 660 stopinj. Alumina ali, kot se jo tudi imenuje, korund, se talini pri temperaturi 2600 stopinj. Ognjevarni korundi se v industriji uporabljajo kot ognjevzdržni material.
- Aluminij je zelo mehka in nodularna kovina. Corundum ima izredno visoko mehansko trdnost, kar omogoča izdelavo vseh vrst abrazivnih materialov iz njega.
Aluminijev oksid pretvori običajno spajkanje v precej zapleten proces. Za uspešno izvedbo je potrebno uporabiti posebne metode in posebne aluminijaste spajke in tokove.
Spajkanje kovin
 Pomen spajkanja katerekoli kovine je, da se posebna snov, imenovana spajka, vnese v prostor med spajkani deli v staljenem stanju. Po utrjevanju spajk zanesljivo povezuje dva kovinska dela v eno enoto.
Pomen spajkanja katerekoli kovine je, da se posebna snov, imenovana spajka, vnese v prostor med spajkani deli v staljenem stanju. Po utrjevanju spajk zanesljivo povezuje dva kovinska dela v eno enoto.
V primeru spajkanja aluminija oksidni film na svoji površini preprečuje, da bi se staljeni spajk priključil na kovino. Z drugimi besedami, lepljenje se zlomi, zato se spajka ne more razširiti po površini kovine in jo držati. Zaradi tega je aluminij spajkanje praktično nemogoče brez uporabe posebnih orodij, ki delno odstranijo oksid s površine kovine in spodbujajo videz normalne adhezije.
Odstranjevanje oksidnega filma
Odstranjevanje oksida z aluminijaste površine je zapleten postopek in nikoli ne vodi do končnega rezultata. To pomeni, da oksidnega filma praktično ni mogoče odstraniti, ker namesto novega odstranimo novo obliko. Samo s pomočjo posebnih sredstev je mogoče oslabiti svoje delovanje. To je mogoče storiti z uporabo dveh različnih metod:
- Kemijska metoda. S pomočjo posebnih aluminijevih fluksov se film uniči z delovanjem aktivnih kislin.
- Mehanska metoda. Z uporabo abrazivnih orodij je celovitost filma slabša.
V praksi se najpogosteje združita obe metodi, da bi dosegli največji možni učinek.
Fluksi za aluminij
Pretok se uporablja za odstranitev oksida iz kovinske površine in nato preprečuje nastanek novega filma. Ne smemo pozabiti, da pri spajkanju tok ne sme komunicirati s spajkanjem in se z njo lotiti kemijskih reakcij. Fluksi so lahko v različnih državah:
- Tekočina.
- Testenine.
- Prašek.
Za aluminij, najpogosteje uporabljene tekoče flukse na osnovi ortofosforne kisline. Obstajajo ti fluksi brez fluksa, katerih uporaba ne zahteva naknadnega pranja spajkanih površin pod tekočo vodo. Vendar pa so v sestavi aluminijevih fluksov najpogosteje močno strupene snovi, ki niso varne in z okoljskega vidika lahko močno korozijo kovino na mestu spajkanja. Zato je za uporabo fluxov potrebno temeljito pranje spajkane površine pod tekočo vodo. Industrija proizvaja več aluminijskih tokov, med njimi tudi naslednje:
- F-64. Visoko aktiven tok za aluminij in njegove zlitine. Za to kovino velja, da je najboljši tok. Visoka aktivnost določi velika vsebnost aktivnega fluora v sestavi okoli 40%. Pri segrevanju fluor uniči oksidni film na površini aluminija. Uporaba tega toka zahteva obvezno temeljito pranje površin po končanem postopku.
- F-34A. Posebni aluminijasti tok za ognjevzdržne spajke. Sestava: 50% kalijevega klorida, litijevega klorida 32%, natrijevega fluorida 10%, cinkovega klorida 8%.
- F-61A. Uporablja se pri običajnih spajkah s svincem, ki se talijo pri temperaturi 150-350 stopinj. Sestava: cink fluorborat 10%, amonijev fluoroborat 8%, trietanolamin 82%. Uporablja se za spajkanje različnih kovin, na primer aluminija in bakra. Zato, ko se postavlja vprašanje, kako spajkati aluminij z bakrom, je odgovor ta tok.
- NITI-18 (F-380). Primeren je za ognjevzdržne spajke s tališčem 390-620 stopinj. Posebnost tega fluksa je, da z raztapljanjem oksidne plasti dobro praktično nima vpliva na osnovno kovino. Po koncu spajkanja je potrebno takoj odstraniti ostanke toka. V ta namen se mesto spajkanja najprej opere z vročo tekočo vodo, nato pa hladno. Na koncu jo držimo 15 minut v vodni raztopini anhidrida fosforjeve kisline.
- A-214. Univerzalni fluks srednjega delovanja brez fluksa. Temperatura nanosa je 150-400 stopinj. V svoji sestavi ne vsebuje škodljivih soli anilina, fenola ali karboksilnih kislin, zato po temeljitem nanosu ni potrebno temeljito pranje. Ostanke se zlahka odstranijo s papirnato brisačo, namočeno v alkoholu.
Mehansko odstranjevanje oksida
 Da bi olajšali raztapljanje filma s fluksom, ga predhodno delno odstranimo z mehanskimi metodami. Te tehnike omogočajo le nekoliko oslabi učinek oksida, kot eksperimentalno je bilo ugotovljeno, da je na novo ustanovljena film, glede na njihove trdnosti lastnosti nekoliko slabše za staro. V te namene uporabite naslednje naprave:
Da bi olajšali raztapljanje filma s fluksom, ga predhodno delno odstranimo z mehanskimi metodami. Te tehnike omogočajo le nekoliko oslabi učinek oksida, kot eksperimentalno je bilo ugotovljeno, da je na novo ustanovljena film, glede na njihove trdnosti lastnosti nekoliko slabše za staro. V te namene uporabite naslednje naprave:
- Štipaljka.
- Datoteke in razstave.
- Trdne kovinske krtače.
Postopek mehanske odstranitve površinskega oksida lahko optimiziramo z uporabo opečnatega prahu. Kraj spajkanja je predhodno posuta z drobnimi opekami. Potem:
 Na drobtinah iz opeke se izliva velika količina suhega kolofona.
Na drobtinah iz opeke se izliva velika količina suhega kolofona.- Rozina, ki je bila segreta s spajkalno konico, se topi in enakomerno porazdeli po površini kovine.
- Spajkalnik začne utrjevati spajkalno mesto z ojačanim vrhom. Ko se to opeko odlomki odrtih filma oksida in staljen kolofonija preprečuje vdor kisika namesto spajkanje in tako nastane nov filmski oksid.
- Zato dobimo dobro obarvano površino aluminija.
Kot abraziv, z enakim učinkom, lahko uporabite siev rečni pesek ali kovinsko žaganje.
Spajkanje aluminija
Osnova kakršne koli spajkanja je tako imenovano kositro ali kositrno. Pri tem postopku se spajka enakomerno porazdeli po površini kovine. Da bi dobro počutje dobro prešlo, sta potrebni dve pomembni komponenti posebnega toka in pravilno izbrani spajkalnik. Fluksi, ki smo jih že upoštevali, je prišla linija za vojake.
Posebni spoji
 Konvencionalni spoji, ki se uporabljajo za spajkanje barvnih kovin, vsebujejo kositra in svinec v svoji sestavi. Vprašanje, kako spajkati aluminij s kositrom ni pomembno, saj pri aluminiju ni priporočljivo, ker se v teh kovinah praktično ne raztopi. Uporabljajo posebna spajka, ki v svoji sestavi vsebujejo precejšnjo količino aluminija, silicija, bakra, srebra in cinka.
Konvencionalni spoji, ki se uporabljajo za spajkanje barvnih kovin, vsebujejo kositra in svinec v svoji sestavi. Vprašanje, kako spajkati aluminij s kositrom ni pomembno, saj pri aluminiju ni priporočljivo, ker se v teh kovinah praktično ne raztopi. Uporabljajo posebna spajka, ki v svoji sestavi vsebujejo precejšnjo količino aluminija, silicija, bakra, srebra in cinka.
- 34-A. Posebni ognjevzdržni spajkalnik za aluminij. Tališče je 530-550 stopinj. Sestavine: aluminij 66%, baker 28%, silicij 6%. priporočamo uporabo skupaj z ustreznim pretokom F-34A.
- CSC-40. Se nanaša na kategorijo kositra kositra in cinka. Sestava: cink 63%, kositer 36%. Taljenje poteka v 300-320 stopinjah.
- HTS 2000. Posebna spajka za aluminij, proizveden v ZDA. Glavne sestavine: cink 97% in baker 3%. Tališče je 300 stopinj. Zagotavlja zelo močno povezavo, ki je močno primerljiva z varilnim šivom.
 iz lastnih ročnih citronskih kislin") Prisotnost spajke kovine, kot je cink, omogoča visoko trdnost in dobro odpornost proti koroziji. Prisotnost bakra in aluminija poveča tališče in povzroči, da je spajka neodzivna.
Prisotnost spajke kovine, kot je cink, omogoča visoko trdnost in dobro odpornost proti koroziji. Prisotnost bakra in aluminija poveča tališče in povzroči, da je spajka neodzivna.
Uporaba te ali druge spajke določajo naloge, s katerimi se soočajo deli, ki jih je treba spajkati. Tako je za velike in robustne spajkanje aluminijastih delov, ki bodo kasneje izpostavljene visokim obremenitvam, je bolje uporabiti visoko tališče spajke na njihovo tališče je primerljiva s samim tališče aluminija. Ko se pojavi vprašanje, kako variti aluminijasto cev, je treba natančno razumeti, kaj bo ta cev kasneje uporabljena. Ognjevzdržni loti imajo visoko trdnost in veliko maso delov omogoča dobro toplotno med postopkom spajkanja, da bi preprečili uničenje aluminijeve strukture zaradi svoje taljenja.
Procesne funkcije
Spajkanje aluminija se ne razlikuje od spajkanja drugih neželeznih kovin.
Na domu je lahko spajkanje aluminija pogojno razdeljeno na dve vrsti:
- Visoko temperaturno spajkanje velikih delov. Praviloma gre za debeloslojni aluminij velike mase. Temperatura segrevanja delov je 550-650 stopinj.
- Low-temperature spajkanje majhnih gospodinjskih predmetov in žic za radio-elektronsko instalacijo. Temperatura spajkanja je 250-300 stopinj.
Zaščita pri visoki temperaturi predvideva uporabo plinskega gorilnika za propan ali butan kot grelni element. Toda, ko se pojavi nepričakovano vprašanje, kako spajkati aluminij doma, lahko enostavno enostavno uporabite ventilator.
Pri visokotemperaturni trdi, je potrebno stalno spremljati temperaturo ogrevanja varjenih površin. V ta namen uporabite kos ognjevzdržnih spajk. Takoj, ko se spajka začne taliti, to pomeni, da je dosežena potrebna temperatura in ogrevanje dela ustaviti, drugače se lahko topi in posledično uniči celotno strukturo.
Za spajkanje pri nizkih temperaturah se uporablja električno spajkalno železo z močjo od 100 do 200 vatov, odvisno od velikosti spajkanih delov. Večja je natančnost, bolj učinkovito je treba spajkalno litino uporabiti za ogrevanje. Hkrati pa je tudi spajkanje z žico z 50 W.
V obeh primerih, tako pri visokotemperaturni trdoti kot pri nizki temperaturi, je proces približno enak in sestavljen iz naslednjih zaporednih korakov:
- Obdelava mesta prihodnjega spajkanja. Izvaja se s pomočjo vseh vrst abrazivnih sredstev. Namen: oslabiti površinski oksidni film in ga narediti bolj dovzetnega za pretok.
- Odstranjevanje mesta spajkanja z organskimi topili, kot so alkohol, aceton, bencin.
- Pritrditev delov v želenem položaju.
- Uporaba fluksa na spajkane površine. Če se uporablja tekoči tok, je najbolje uporabiti s čopičem.
- Predgrevanje spajkalnih mest z električnim spajkalnikom ali plinskim gorilnikom.
- Uporaba staljenega spajka na mesto spajkanja in kosenja kovinskih površin (razporeditev spajke v enakomerni plasti).
- Kovinske površine priključimo in jih pritrdimo v ustreznem položaju.
- Po tem. ko se spajkalnik ohladi in deli spajkanja, sprijemamo pod tekočo vodo, da speremo ostanke fluksa.
 Kako pravilno spajkati železo, vrste spajkanja
Kako pravilno spajkati železo, vrste spajkanja Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij
Aluminijasta pločevina: vrste aluminijevih zlitin in aplikacij Tališče kovine v stopinjah
Tališče kovine v stopinjah Postopek spajkanja doma
Postopek spajkanja doma Toplotna prevodnost jekla, aluminija, medenine, bakra
Toplotna prevodnost jekla, aluminija, medenine, bakra Ali moram spremeniti ožičenje aluminija na baker
Ali moram spremeniti ožičenje aluminija na baker Tališče kositra in svinca
Tališče kositra in svinca Taljenje aluminija doma pri visokih temperaturah
Taljenje aluminija doma pri visokih temperaturah Priljubljeni tokovi za spajkanje radijskih komponent
Priljubljeni tokovi za spajkanje radijskih komponent Flux za spajkanje: opis in funkcije
Flux za spajkanje: opis in funkcije Glavne lastnosti aluminijaste rude za industrijsko uporabo
Glavne lastnosti aluminijaste rude za industrijsko uporabo Fizikalne lastnosti aluminija in bakra: toplotna prevodnost
Fizikalne lastnosti aluminija in bakra: toplotna prevodnost Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Železo: kemične lastnosti in tališče
Železo: kemične lastnosti in tališče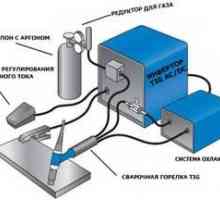 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Tališče spajke in tehnični podatki
Tališče spajke in tehnični podatki Označevanje barvnih kovin in zlitin
Označevanje barvnih kovin in zlitin Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Opis in značilnosti n-profilnega aluminijastega profila
Opis in značilnosti n-profilnega aluminijastega profila Spajka za spajkanje aluminija: sorte in aplikacije
Spajka za spajkanje aluminija: sorte in aplikacije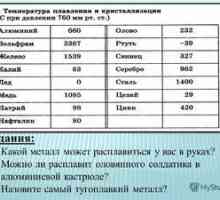 Kakšno je tališče aluminija za cezij?
Kakšno je tališče aluminija za cezij?