Kako so stružnice za kovine
 Obdelavo kovin z rezanjem ali obračanjem opravimo z rezanjem plasti, izbrane s površine obdelovanca s pomočjo rezil, vaja in drugih rezalnih orodij. Obračanje dela, pri katerem je kovina rezana, se imenuje glavno gibanje. Postopno napredovanje instrumenta v ravni črti, zaradi katere se opravi obračanje, se imenuje gibanje krme. Izbrana tehnološka usklajenost teh dveh vrst gibanja, zaradi česar proces postane neprekinjen, omogoča obdelavo stožcev, valjev, oblikovanje navojnih in drugih površin.
Obdelavo kovin z rezanjem ali obračanjem opravimo z rezanjem plasti, izbrane s površine obdelovanca s pomočjo rezil, vaja in drugih rezalnih orodij. Obračanje dela, pri katerem je kovina rezana, se imenuje glavno gibanje. Postopno napredovanje instrumenta v ravni črti, zaradi katere se opravi obračanje, se imenuje gibanje krme. Izbrana tehnološka usklajenost teh dveh vrst gibanja, zaradi česar proces postane neprekinjen, omogoča obdelavo stožcev, valjev, oblikovanje navojnih in drugih površin.
Za obračanje je tipično uporabljati merilna orodja, ki jih uporabljajo stružnice za merjenje parametrov praznih delov pred obračanjem in po njem. V majhni proizvodnji se uporabljajo mikrometri, s čipkami pa v velikem delu uporabljajo mejne kalibre.
Obračanje
Stružnice so valji za struženje, obrnjenih vytachivaniya utore zunaj delov, rezanje letev velikosti, povrtavanje lukenj na večje velikosti, vrtanje, povrtavanje, grezenje, vrtanja utorov znotraj predoblikovanca. Centrirni na enotah poteka, obdelava oblikovan s profilom, tvorjene ovnov nit žage so pipe obdelujejo stožec.
Rezila za različne vrste dela
Glavna orodja so rezila, ki so razdeljena na grobe in končne možnosti. Dimenzije rezalnega dela so takšne, da obdelajo majhno in veliko površino sloja, ki ga je treba odstraniti. Glede na obliko rezila in njegovo lokacijo so sekalci:
- Neposreden;
- upognjen;
- pripravljen.
 Za vrtenje zunanjih površin obdelovanca se uporabljajo ravna in ukrivljena orodja. Obnašajo se kot kratki noži pri vzdolžnem hranjenju dela in igrajo vlogo točkovnega orodja za stransko gibanje. Za hkratno obdelavo čelne ploskve in stranske površine cilindričnega telesa uporabite zaporne potisne nože, ki ravnajo s površino za vzdolžno hranjenje.
Za vrtenje zunanjih površin obdelovanca se uporabljajo ravna in ukrivljena orodja. Obnašajo se kot kratki noži pri vzdolžnem hranjenju dela in igrajo vlogo točkovnega orodja za stransko gibanje. Za hkratno obdelavo čelne ploskve in stranske površine cilindričnega telesa uporabite zaporne potisne nože, ki ravnajo s površino za vzdolžno hranjenje.
Rezkalni noži obdelajo končne dele praznih delov, izostrijo prečno gibanje krme v osrednji smeri ali od središča dela. Rezkalni noži se uporabljajo za povečanje premera lukenj, ki so bili prej na voljo v obdelovancu. Rezkarji se uporabljajo pri delu dveh vrst:
- prehod - za povečanje premera skozi luknje, kot v načrtu je 45-62˚;
- odporen - povečanje premera slepe luknje, kot v načrtu 90˚.
Rezalni noži razrezajo obdelovance v velikosti, ločijo končne dele in opravljajo žlebove na zunanji površini. Njihovo delo se začne s prečno krmo. Glavni rezalni rob je pod pravim kotom in dva dodatna pod kotom 1-3˚.
Oblikovana orodja služi za preoblikovanje oblikovanih površin iz podaljšane črte na odsek 30-45 mm, medtem ko vrsta rezalnega roba ustreza profilu. Ta tip rezalnika je razdeljen na okrogle, palice, prizmatične. Odvisno od smeri gibanja so razdeljeni v tangencialna in radialna orodja.
Zgibane površine obdelujemo s središčnim orodjem na strojih za struženje stružnic, v nosilcu za orodje so pritrjeni tovori. Navojni noži se uporabljajo za oblikovanje navojev znotraj ali zunaj obdelovanca, medtem ko je navojni profil trapezan, trikoten in pravokoten. Oblika rezalnih robov takšnih orodij ustreza velikosti prereza in profilu navoja.
Metode proizvodnje
Glede na celovitost izdelka so sekalci:
- iz orodja;
- sestavljene delovne naprave po načelu trajne povezave;
- sekalci s spajkani vložki;
- mehansko pritrjevanje.
 V smeri gibanja se sekalci razdelijo na levo in desno. Pravi se razlikujejo po tem, da je glavni rezalni rob (od vrha na rezalniku) z desne strani. Med delom se rezalnik premika z desne proti levi proti sprednjemu glavnemu steblu. Levi sekalci imajo na levi strani rezalni rob, na stroju se premika od leve proti desni.
V smeri gibanja se sekalci razdelijo na levo in desno. Pravi se razlikujejo po tem, da je glavni rezalni rob (od vrha na rezalniku) z desne strani. Med delom se rezalnik premika z desne proti levi proti sprednjemu glavnemu steblu. Levi sekalci imajo na levi strani rezalni rob, na stroju se premika od leve proti desni.
Ročaji so izdelani iz jeklenih konstrukcij iz razreda 40, 40X, 50 in 45, prečni prerez pa je okrogel, kvadraten ali pravokoten. Delovni kos pritrdite na držalo tako, da se dotaknete in mehansko. Druga metoda je najbolj zanesljiva, izključuje razpoke pod obremenitvami, podaljša življenjsko dobo orodja.
Vrednost kotov pri oblikovanju rezalnega orodja
V skladu z namenom nožev za delce na dolgočasnem, skozi, oblikovanem, snemljivem, točkovanju, žlebovi in navoju. Da bi zagotovili natančnost pri delu in dosegli visoko zmogljivost, morate določiti geometrijo orodja, ki je odvisna od kota v načrtu. Ta karakteristika določa kot med rezalnimi robovi orodja in smerjo gibanja:
- glavni kot v načrtu je odvisen od vgradnje orodja v enoto in natančnosti ostrenja;
- dodatni kot v načrtu je odvisen od istih parametrov;
- Kotni tok je odvisen samo od kakovosti brušenja.
Če je glavni kot majhen, začne delovati večina rezalnega roba, hitrost odstranjevanja toplote se poveča in odpornost obrabe orodja postane večja. Velik glaven kot povzroči zmanjšanje dolžine delovne ploskve in zmanjša življenjsko dobo orodja. Če je obdelovanec dolg in fleksibilen, uporabite orodje z velikim kotom, kar povzroči zmanjšanje pritisne sile.
Dodatni (pomožni) kot se nahaja med pomožnim rezilom in smerjo smeri vožnje. Če je majhen, rob reza na ostro površino in razbije svojo celovitost. Povečani pomožni kot oslabi pomično os, običajno 10-30 °.
Zdaj upoštevajte druge vrste sekalcev.
Rezalne plošče s poliestralnim tipom
Takšna orodja za stružnico so pripravljena z obrazi do 4-6 kosov. Da bi dosegli pozitivno vrednost kota na sprednji strani plošče, vzdolž robov izrezke in luknje izvedite s pritiskom, nato s sintranjem.
Cam-chuck s samocentrirano funkcijo
 Različne naprave in naprave širijo funkcionalnost stroja za rezanje kovin in postanejo univerzalne. V podjetju, ki se ukvarja, so to centri, kartuše, lunete. Za razširitev obsega postopkov uporabite vložke za vaje, spone in različne puše. Najpogostejša se samotocentrična čarovnica, katere model omogoča sočasno gibanje treh elementov v radialni smeri, zaradi česar je del nameščen na osi vretena.
Različne naprave in naprave širijo funkcionalnost stroja za rezanje kovin in postanejo univerzalne. V podjetju, ki se ukvarja, so to centri, kartuše, lunete. Za razširitev obsega postopkov uporabite vložke za vaje, spone in različne puše. Najpogostejša se samotocentrična čarovnica, katere model omogoča sočasno gibanje treh elementov v radialni smeri, zaradi česar je del nameščen na osi vretena.
Druga pomožna tehnološka sredstva:
- če obdelovanec ni simetričen in ni nameščen v samem centrirnem klešču, nato uporabite poseben vložek, v katerem se ločena pritrditev klešč, ta naprava imenuje prednje plošče;
- tako da se pri vrtenju v centrih, da se navedejo podrobnosti o vrtenju, jo vpne v vložke;
- dolgi gredi z majhnim premerom za izključitev deformacije so vpeti v premični ali nepremični lyunet;
- Naprava za kopirni stroj ali omarico služi za izostritev stožničnih delov z obračalno široko rezilo, obračanje drsnika, spreminjanje položaja telesa v prečni položaj zadnje stene.
Vrste stružnic
Glede na smer dela, kategorijo avtomatizacije in posebnega namena, oprema za rezanje kovin je razdeljena na skupine, ki imajo lastno podvrsto:
- stružnice;
- vrtanje in vrtanje;
- enote za poliranje, mletje, krpanje in mletje;
- naprave za obdelavo zob;
- skupaj;
- razrez, groovljenje in skobljanje;
- mletje;
- specializiran;
- strojna orodja z velikim številom sekalcev;
- druge vrste različnih vrst.
Značilnosti oblikovanja
Glede na konstruktivno strukturo, strojna orodja so razdeljena na takšne sorte:
- polavtomatski stroji z eno vreteno in tovrstnimi stroji;
- polavtomatski stroji z več vreteni in takimi avtomatskimi stroji;
 stroji za rezanje in vrtanje;
stroji za rezanje in vrtanje;- karuzel;
- revolving;
- spredaj in stružnica;
- enote z možnostjo namestitve več sekalcev;
- Stroji za posebno delo;
- druge sorte.
Specializacija za tipe delov
Specializacija za eno ali več vrst dela daje podrazdelitev strojnih orodij:
- specializirane enote omogočajo zmeljemo samo dele v omejenem območju tehnoloških postopkov in operacij za obdelovance in predmetov enega področja, ki jih običajno zmeljemo več površin taka naprava je opremljena s posebnimi napravami, ki se uporablja v proizvodnji uteži ali velikega obsega;
- univerzalni agregati pripadajo najštevilnejši skupini v stružnem parku strojnih orodij, opravljajo se vsa stružna dela in obdelava;
- posebna oprema je zasnovana za eno ali več operacij za izdelavo praznih kosov enake velikosti in tipa, izdelana sta ravno v tej interpretaciji in drugih operacijah in podrobnosti niso rekonstruirane.
Natančnost obdelave
Stopnja natančnosti obdelave služi tudi kot izgovor za razčlenitev opreme za vrtenje v razrede:
 H-razred vsebuje v kategoriji agregatov z normalno natančnostjo obdelave, to vključuje veliko strojev, na primer 16K20, 1K62;
H-razred vsebuje v kategoriji agregatov z normalno natančnostjo obdelave, to vključuje veliko strojev, na primer 16K20, 1K62;- P-razred vključuje enote s povečano natančnostjo struženja, izdelane so na podlagi opreme prejšnjega razreda, vendar izpolnjujejo večje zahteve za natančno obdelavo praznih delov in kakovost naknadnega sestavljanja, npr. Strojno orodje 1I611P, 16K20P;
- Razred B vsebuje stroje, za katere je značilna visoka natančnost obračanja, kar postane možno zaradi posebne zasnove posameznih komponent in enote kot celote, na primer 1B616.
- v razred A so agregati, ki omogočajo obračanje obdelovancev z najvišjimi zahtevami glede točnosti v primerjavi s prejšnjim razredom.
Zlasti natančne operacije za posebne namene se izvajajo na skupini glavnih strojev, ki omogočajo izvajanje izključnih delov za najbolj kritične enote z večjimi zahtevami prilagajanja in delovanje pod odgovornimi pogoji.
Pri dekodiranju okrajšave za vrsto stroja in njegovih drugih pripomočkov skupinam, številke označujejo naslednje:
- prva številka označuje vpis naprave v skupino;
- Druga številka označuje pripomoček enote za določeno vrsto stroja;
- naslednje številke označujejo skladnost enote z izbranimi tehničnimi lastnostmi in parametri;
- črka po prvi številki govori o proizvajalcu;
- Pismo na koncu številčne kode označuje razred točnosti tega stroja.
Na koncu je treba opozoriti, da je za obračanje obdelovancev in delov potrebno glavno vrtilno gibanje in gibanje krme. Glavno gibanje določa vrtilno hitrost v stružnici, ta obračanja se običajno sporočajo ojačanim obdelovancem. Krma se posreduje delovnemu orodju in se pojavi na ukrivljeni ali usmerjeni poti.
Na obdelovanec je treba izolirati koncept treh površin, ki jih je treba zdraviti, ki se imenujejo predelane ali obdelane, površina reza, rezalna ravnina, glavna ravnina:
 obdelana površina je površina dela, ki se po predelavi pojavi namesto prejšnjega;
obdelana površina je površina dela, ki se po predelavi pojavi namesto prejšnjega;- strojna obdelava je površina, ki se na določen način pripravi in se na stružnici zaostri z metodo odstranjevanja kovinskih čipov;
- površina reza je površina, površina ali površina, ki se tvori na obdelovancu med že obdelano in še vedno obdelano površino;
- rezalna ravnina je površina, ki je tangenta na površino reza in prodira skozi rezalni rob rezila;
- za glavno ravnino je značilna površina obdelovanca, vzporedna s prečno in ravno krpo, ki je pravokotna na ravnino rezanja.
 Kako izbrati dober vijak za kovine: Velikosti in značilnosti vrtanja
Kako izbrati dober vijak za kovine: Velikosti in značilnosti vrtanja Borilni rezalnik: sorte in glavni namen
Borilni rezalnik: sorte in glavni namen Rezanje kovin in pločevine iz različnih zlitin
Rezanje kovin in pločevine iz različnih zlitin Avtomatske stružnice in polavtomatski stroji
Avtomatske stružnice in polavtomatski stroji Tipi rezkarjev za obdelavo kovin
Tipi rezkarjev za obdelavo kovin Straight cutter: klasifikacija vrst
Straight cutter: klasifikacija vrst Stružna stružnica: elementi, uporaba, prednosti
Stružna stružnica: elementi, uporaba, prednosti Stružni izvijač 16: naprava in delovanje
Stružni izvijač 16: naprava in delovanje Cilindrični brusilni stroji za kovine
Cilindrični brusilni stroji za kovine Krivulja za kovine: lastnosti in tehnologija za preštevanje
Krivulja za kovine: lastnosti in tehnologija za preštevanje Koordinatni stroj: namen, načelo delovanja, tipi
Koordinatni stroj: namen, načelo delovanja, tipi Stružni kavlji za stroje: glavne vrste in obseg uporabe
Stružni kavlji za stroje: glavne vrste in obseg uporabe Obračanje: tehnične zmogljivosti, vrste, kovinski izdelki
Obračanje: tehnične zmogljivosti, vrste, kovinski izdelki Izračun načinov rezanja za struženje stružnic
Izračun načinov rezanja za struženje stružnic Obdelava kovin: metode in značilnosti obdelave
Obdelava kovin: metode in značilnosti obdelave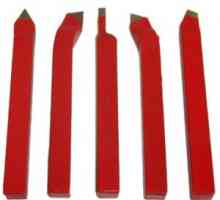 Orodja za struženje kovin: sorte in nameni
Orodja za struženje kovin: sorte in nameni Opis in tipi trdih zlitin za orodja za struženje
Opis in tipi trdih zlitin za orodja za struženje Rezkarji za obdelavo kovin: vrste in namen orodja
Rezkarji za obdelavo kovin: vrste in namen orodja Horizontalni rezkalni stroj: namen in sorte
Horizontalni rezkalni stroj: namen in sorte Načelo preoblikovanja kovin: zgodovina in modernost
Načelo preoblikovanja kovin: zgodovina in modernost Stružnica 1k62: pregled tehničnih parametrov
Stružnica 1k62: pregled tehničnih parametrov