Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
 Varjenje (predvsem kovin) je tehnološki proces, ki ima za posledico trajno povezavo z vzpostavitvijo atomskih vezi med varjenimi deli. Proces se izvaja z lokalnim ali splošnim ogrevanjem, plastično deformacijo ali hkratnim delovanjem teh dejavnikov. Zaradi interakcije med delom in elektrodo se med njimi tvori električni lok. Zaradi tega se stebri robov raztopijo.
Varjenje (predvsem kovin) je tehnološki proces, ki ima za posledico trajno povezavo z vzpostavitvijo atomskih vezi med varjenimi deli. Proces se izvaja z lokalnim ali splošnim ogrevanjem, plastično deformacijo ali hkratnim delovanjem teh dejavnikov. Zaradi interakcije med delom in elektrodo se med njimi tvori električni lok. Zaradi tega se stebri robov raztopijo.
Varilni elektrodo (varjenje in zaščitnim plinom niso elektrodo), - vrsta varjenja, pri kateri vir toplote deluje loka, ki se pojavljajo med volframa ali grafitnih elektrod in obdelovancem. Ta tip je vrsta postopka obločnega varjenja. Ta tehnologija se uporablja predvsem za zdravljenje aluminij, magnezij in njihove zlitine, kot tudi drugih neželeznih kovin (npr nerjavnega jekla, brona, bakra, cirkonij, nikelj).
Grafitne (ogljikove) elektrode v tem trenutku so omejene. Običajno se uporabljajo pri izdelavi izdelkov, ki nimajo pomembnega namena. Najpogosteje se volframove palice uporabljajo kot neplaščena elektroda. Ker ima volfram pri visokih temperaturah zelo visoko reaktivnost na kisik, se postopek izvaja v okolju zaščitnega plina: argonu, heliju in dušiku. Ti plini so inertni proti volframovim in volframovim zlitinam.
Sorte varjenja
Obstajajo 4 vrste varjenja neporabljiva elektroda. Ločitev poteka v odvisnosti od zahtevnosti dela in stopnje mehanizacije varilnega procesa.
- Ročno;
- Mehanizirano;
- Avtomatizirano;
- Robotsko.
 Med ročnim načinom je delovni hod gorilnika in premik obdelovanca ročno izdelan. V mehanizirani obliki se gibanje gorilnika zgodi ročno in dobava polnilnega materiala mehanično.
Med ročnim načinom je delovni hod gorilnika in premik obdelovanca ročno izdelan. V mehanizirani obliki se gibanje gorilnika zgodi ročno in dobava polnilnega materiala mehanično.
Z avtomatizirano različico in premikanjem varilne svetilke ter dobavo polnilnega materiala (žica) so popolnoma mehanizirani. Tehnološki proces upravlja upravljavec.
V procesu robotskega pogleda so vsi tehnološki procesi avtonomni. Delovni procesi se izvajajo brez poseganja izvajalca, neodvisno.
Opis postopka
Elektrode brez porabe
 Kot smo že omenili, se uporabljajo neizrazljive elektrode dveh vrst: premog (ali grafita) in volframa. Prvi se zdaj redko uporabljajo za nebistvene konstrukcije. Volfram se uporablja veliko bolj in bolj pogosto. Njihova debelina je od 0,5 mm do 10 mm. Palica je lahko samo iz čistega volframa in ima različne primere: lantan, torij, itrij. Zlitine v primerjavi s čistim materialom imajo najboljše kazalnike erozijske odpornosti, prav tako pa ohranjajo trenutno obremenitev boljše. Premer palice je izbran glede na trdnost uporabljenega toka in debelino zvarjenih sten.
Kot smo že omenili, se uporabljajo neizrazljive elektrode dveh vrst: premog (ali grafita) in volframa. Prvi se zdaj redko uporabljajo za nebistvene konstrukcije. Volfram se uporablja veliko bolj in bolj pogosto. Njihova debelina je od 0,5 mm do 10 mm. Palica je lahko samo iz čistega volframa in ima različne primere: lantan, torij, itrij. Zlitine v primerjavi s čistim materialom imajo najboljše kazalnike erozijske odpornosti, prav tako pa ohranjajo trenutno obremenitev boljše. Premer palice je izbran glede na trdnost uporabljenega toka in debelino zvarjenih sten.
Parametri procesa
Najpogosteje pri varjenju z elektrodo, ki se ne potrebuje, uporabite direktno enosmerno polariteto, saj je v tem načinu maksimalno taljenje kovinskih delov, ki jih je treba povezati. To se doseže z učinkovito rabo energije: do 85% toplotne energije gre za talilne dele, do 7% - za ogrevanje elektrode, ostalo - izgube sevanja.
Pri delu z aluminijastimi gredicami uporabite stalni tok povratne polarnosti. V tem primeru je toplotna izguba lahko do 50% in če varjenje jekla takšni režim ni primeren.
Pri uporabi izmeničnega toka je oprema dodatno opremljena s stabilizatorjem (potrebnim za stabilizacijo električnega loka) in tokovnim kompenzatorjem.
Varilna oprema
Za varjenje varilna oprema vključuje takšne komponente:
- Generator DC / AC;
- Niz gorilnikov za različne tokove;
- Naprava primarnega vzbujanja loka (in njegova stabilizacija);
- Oprema za plin;
- Varjenje in upravljanje plinskih blokov.
Avtomatski oprema vključuje tudi znotraj svoje sestave in varilnega toka generatorsko enoto, ki je označen z naslednjimi parametri: zvara trenutno vrednost, napetost, hitrost varjenja, nonconsumable premer elektrode palico premera polnila žice podajalno hitrostjo aditivov, težke pretok plina.
Prednosti in slabosti
Dati tehnološki proces je dobil največjo porazdelitev pri obdelavi z neželeznimi kovinami in legiranimi jekli. Ima številne prednosti, in pomanjkljivosti. Glavne prednosti so:
 Možnosti minimalne deformacije v varjenih kovin zaradi majhnega ogrevalnega območja;
Možnosti minimalne deformacije v varjenih kovin zaradi majhnega ogrevalnega območja;- Visoka kakovost povezave zaradi uporabe zaščitnih plinov, ki izpuščajo kisik;
- Relativno visoka hitrost dela;
- Najmanjši del za naknadno obdelavo šiva;
- Relativno širok spekter varjenih materialov.
Glavne slabosti so:
 Pri delu na cesti je mogoče zaščititi plin iz varilnega območja. Za boj proti tem pojavom uporabite ovire ali povečajte pretok plina, kar vodi v povečanje njegove porabe;
Pri delu na cesti je mogoče zaščititi plin iz varilnega območja. Za boj proti tem pojavom uporabite ovire ali povečajte pretok plina, kar vodi v povečanje njegove porabe;- Relativno kvalitativna priprava kovin pred varjenjem;
- Nevšečnost pri delovanju pod akutnim kotom zaradi konstrukcijskih značilnosti gorilnika;
- Potreba po čiščenju mesta vžiga zunaj varilnega območja.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Značilnosti varilnega inverterja za začetnike
Značilnosti varilnega inverterja za začetnike Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti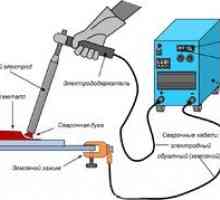 Električno obločno varjenje litega železa doma
Električno obločno varjenje litega železa doma Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Varjenje elektrode, kako kuhati začetnike pravilno
Varjenje elektrode, kako kuhati začetnike pravilno Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti
Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti