Ognjevarne elektrode: namen, vrste in aplikacije
 Obločno varjenje v zaščitni atmosferi nonconsumable metode taljenja elektrode inertnega plina poteka in se uporablja za varjenje aluminija, niklja, bakra, brona, titan, magnezij, nerjavečega jekla in drugih neželeznih kovin.
Obločno varjenje v zaščitni atmosferi nonconsumable metode taljenja elektrode inertnega plina poteka in se uporablja za varjenje aluminija, niklja, bakra, brona, titan, magnezij, nerjavečega jekla in drugih neželeznih kovin.
Vsebina
Področje uporabe elektrod, ki se ne potrebujejo, se razteza od vesoljske industrije do izdelave delov na kolesih.
Te elektrode se uporabljajo za rezanje in varjenje kovin z debelino približno enim milimetrom.
Namen in vrste ognjevzdržnih elektrod
Za izvedbo varilnih postopkov glavne vrste elektrod:
- Volfram;
- Premog;
- Grafit.
Imajo različne namene, vendar spadajo v razred elektrod brez elektrike.
 Pri odrezovanju kovin z zrakom in odstranjevanju napak na površini izdelkov se uporabljajo ogljikove palice. Pri uporabi se varjenje izvaja s tokom 580 amperov. Med premogovnimi palicami lahko razlikujemo takšne sorte:
Pri odrezovanju kovin z zrakom in odstranjevanju napak na površini izdelkov se uporabljajo ogljikove palice. Pri uporabi se varjenje izvaja s tokom 580 amperov. Med premogovnimi palicami lahko razlikujemo takšne sorte:
- Okrogle oznake VDK (rezanje zraka).
- Okrogle oznake SK (okroglo varjenje).
- Ploščate oznake VDP (rezanje zraka).
Se pravi krojenje kovine z električnim lokom in odstranitev staljene kovine s curkom stisnjenega zraka rezanje zraka.
Premične palice so našle svojo aplikacijo za varjenje tankoslojnih struktur iz barvnih kovin in jekla ter pri kuhanju napak na površini livarskih izdelkov.
Umetne palice se lahko uporabljajo pri varjenju z uporabo dodatki, ki so zloženi vzdolž kuhinjske linije ali se napolnijo v varilni bazen, ali pa brez nje. Pogosto se uporabljajo za varjenje bakrenih žic.
 Za varilne zlitine iz aluminija in bakra ter neželeznih kovin grafitne palice. V primerjavi s primerji premoga je ta tip bolj dostopen glede na cenovne parametre. Grafitne palice v primerjavi z ogljikovimi elektrodami bolje prenašajo temperaturni učinek, boljše rezanje in manj obrabe.
Za varilne zlitine iz aluminija in bakra ter neželeznih kovin grafitne palice. V primerjavi s primerji premoga je ta tip bolj dostopen glede na cenovne parametre. Grafitne palice v primerjavi z ogljikovimi elektrodami bolje prenašajo temperaturni učinek, boljše rezanje in manj obrabe.
Volframove ognjevzdržne palice so med najbolj razširjenimi tipi v domači in industrijski proizvodnji.
Primerni so za varjenje vseh kovin, tudi z uporabo zaščite pred plinom. Za argonsko varjenje se volframove elektrode izdelujejo z drugačno sestavo:
- Itrijev;
- Lantaniziran;
- Torirani - proizvedeni so z dodatkom torija, imajo nizko stopnjo radioaktivnosti, zato se trenutno ne uporabljajo v industriji;
- Običajno.
Imajo obliko palice s premerom od 1 do 4 milimetrov. Zaradi svoje refraktornosti je njegova temperatura tališča precej višja od temperature električnega loku, kar jim omogoča varjenje kovin in zlitin. Najpogosteje pa se uporablja za varjenje z aluminijem, nerjavnim jeklom, bakrom in drugimi.
Uporaba volframovih elektrod
 Danes se premog in grafitne palice praktično ne uporabljajo za domačo uporabo. Varjenje barvnih kovin, aluminija in nerjavečega jekla uporablja volframove palice.
Danes se premog in grafitne palice praktično ne uporabljajo za domačo uporabo. Varjenje barvnih kovin, aluminija in nerjavečega jekla uporablja volframove palice.
Odvisno od načina varjenja v zaščitnih plinih, ki jo določajo dejavniki, kot je debelina kovine, njegove oblike, zaščitni atmosferi in je drugi izbran iz volframa palica za uporabo pri ustrezni način.
Klasifikacija volframovih elektrod tuje proizvodnje.
| Varjenje z uporabo toka | Namen elektrode glede na kovinski razred | Oznaka elektrode po barvi | Označevanje elektrode |
| Spremenljivka | Za varjenje aluminija, magnezija in njihovih zlitin | Zelena | WP |
| Stalno | Za varjenje nizkolegiranih, ogljikovih in nerjavnih jekel | Rdeča | WT-20 |
| Stalna ali spremenljiva | Za varjenje jekla katerega koli razreda | Grey | WC-20 |
| Stalna ali spremenljiva | Za varjenje nerjavečega in legiranega jekla | Zlati | WL-15 |
| Stalna ali spremenljiva | Za varjenje nerjavnih jekel | Modra | WL-20 |
| Stalno | Za varjenje nerjavnega, ogljikovega in nizko legiranega jekla in bakra | Temno modra | WY-20 |
| Spremenljivka | Za varjenje aluminija in magnezija | Bela | WZ-8 |
Ognjevarne elektrode domače proizvodnje so označene z:
- EVL - lantanove palice.
- EMI - itrijev palice.
- EHF - volframove palice. Varjenje se izvaja samo z izmeničnim tokom.
 Za označevanje EVL in EVI varjenja se lahko izvedeta v dveh načinih z zahtevano polarnostjo. Imajo različne barvne oznake, odvisno od namena uporabe. Izbira načina in trenutne jakosti je odvisna od značilnosti obdelovanca in kovine. Na primer, izdelki iz bakra in nerjavnega jekla so kuhani z uporabo enosmernega toka, izmenični tok pa se uporablja za varjenje aluminija.
Za označevanje EVL in EVI varjenja se lahko izvedeta v dveh načinih z zahtevano polarnostjo. Imajo različne barvne oznake, odvisno od namena uporabe. Izbira načina in trenutne jakosti je odvisna od značilnosti obdelovanca in kovine. Na primer, izdelki iz bakra in nerjavnega jekla so kuhani z uporabo enosmernega toka, izmenični tok pa se uporablja za varjenje aluminija.
Pri varjenju z elektrodami, ki jih ni mogoče porabiti, morate nastaviti polarnost: naravnost ali vzvratno. Za obratno polariteto nastavite maso na minus, držalo pa na plus in za ravno - nasprotno. Od izbire načina polaritete bo odvisna oblika varjene kovine. Globalni in ozki šiv bo vgrajen v neposredni tok in neposredno polarnost. Pri izbiri neposrednega toka in obratne polarnosti dobimo širok in pliten šiv.
Volframove palice imajo lastnost oženja, saj se izvajajo varilna dela in zahtevajo ostrenje. Z elektrodo dolžine do treh premerov je treba ohraniti kot ostrenja pri 30 stopinj in napolnite konico za polovico milimetra. Prihranek dolžine volframove palice varuje z dovodom plina in nato vžge lok. Za isti namen je strogo prepovedano udariti na bloke s konico elektrode. Lupo je treba vžigati na grafit in nato prenesti na varilno mesto.
Slabosti in prednosti varjenja
Med prednosti uporabe elektrod za elektriko brez elektrike za varjenje lahko razlikujemo:
- Minimalna deformacija kovin po varjenju zaradi minimalnega ogrevalnega območja.
- Visoka kakovost povezave.
- Hitrost dela.
- Prag za nizek vstop.
- Razpoložljivost širokega nabora materialov za varjenje.
V slabosti vključujejo:
- Pihanje zaščitnega plina iz varilnega območja, ki oteži delo na ulici v vetrovnem vremenu.
- Pred varjenjem je potrebno kakovostno pripravo kovine.
- Očistiti je treba dele pri vžigu zunaj varilnega območja.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo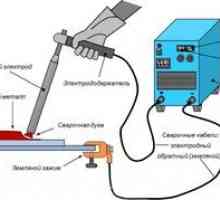 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje
Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Varjenje volframove elektrode in klasifikacija materialov
Varjenje volframove elektrode in klasifikacija materialov Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje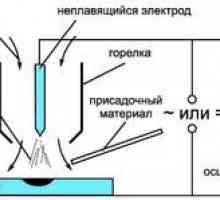 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Tehnične značilnosti elektrod ok-46
Tehnične značilnosti elektrod ok-46 Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami
Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Volframove elektrode blagovne znamke wc 20
Volframove elektrode blagovne znamke wc 20 Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki
Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja