Izračun načinov rezanja za struženje stružnic
 Obdelava z vklopom strojev strojne skupine predstavlja večino tehnoloških operacij pri obdelavi organov revolucije. Za doseganje kakovostnega rezultata z najnižjimi stroški se izračunajo in dodelijo načini rezanja.
Obdelava z vklopom strojev strojne skupine predstavlja večino tehnoloških operacij pri obdelavi organov revolucije. Za doseganje kakovostnega rezultata z najnižjimi stroški se izračunajo in dodelijo načini rezanja.
Optimalni načini rezanja vplivajo na celovitost in trajanje rezalnega orodja ter kinematične, dinamične lastnosti strojev.
Značilnosti načinov rezanja
Potrebni tehnološki parametri, uporabljeni pri struženju kovin, izvirajo iz teorije rezanja. Njene glavne določbe uporabljajo oblikovalci pri oblikovanju rezalnega orodja, obdelovalnih strojev in orodja.
Potrebne načine obračanja je mogoče dobiti na dva načina. V prvem primeru so dodeljeni načini, za katere se uporabijo tabularni podatki. Podatki so bili zabeleženi v daljšem časovnem obdobju na različnih stopnjah obdelave z različnimi instrumenti.
V drugem primeru se rezalni režimi izračunajo po empiričnih formulah. Ta metoda se imenuje analitska metoda. Menimo, da analitska metoda daje bolj natančne rezultate kot dodeljeni parametri.
Do danes razvijalci programske opreme ponujajo številne programe za izračun načinov obdelave. Dovolj je vnos znanih podatkov v polja in program sam izvaja izračune in prikaže rezultat. To zelo olajša delo in zmanjša njegovo trajanje.
Za izdelavo dela z določenimi dimenzijami in zahtevano čistočo površine je potrebna risba. Na podlagi tega se tehnološki proces obdelave razvija z izbiro potrebne opreme in orodij.
Orodja za struženje: klasifikacija
Od kakovosti in zanesljivosti orodij za struženje je natančnost dobljenih dimenzij in zmogljivosti predelave v veliki meri odvisna. Zagotoviti morajo:
 pridobitev zahtevanega obrazca;
pridobitev zahtevanega obrazca;- dimenzije;
- kakovost površine;
- največja produktivnost z minimalno močjo in s tem stroški energije;
- izdelovalnost v predelovalnih dejavnostih;
- možnost obnovitve rezalnih lastnosti;
- minimalni izdatki dragih orodij.
Orodja za vrtenje lahko razvrstite na naslednje načine obdelave:
- prehodi;
- točkovanje;
- rezanje;
- slotted;
- zasteklitev;
- navojni;
- oblikovan;
- dolgočasno.
Material rezalnega dela je:
- instrumentalno;
- visoke hitrosti;
- karbidne:
- enojarni karbid (volfram);
- dvokarbid (titanov volfram);
- tri-karbid (titanotantalotungstik);
- mineralna keramika;
- diamanti.
Po zasnovi so orodja za vrtenje:
- celota;
- montažne;
- skupaj.
Izbira vrste orodja struženja je odvisna na vrsto površine obdelamo (zunanja, notranja), trdota materiala obdelovanca, vrsta obdelave (grobo ,, dodelavo), geometrija in material rezalnega dela, nosilec.
Shema načinov izračunavanja
 Izračun načinov rezanja pri obračanju zunanje valjaste površine kot običajno vodi do definicije odstranjenega sloja. Globina reza je strižna plast kovine v eni delovni prelaz. Določa se s formulo:
Izračun načinov rezanja pri obračanju zunanje valjaste površine kot običajno vodi do definicije odstranjenega sloja. Globina reza je strižna plast kovine v eni delovni prelaz. Določa se s formulo:
t = (D1-D2) / 2,
kjer je D 1 izvirna velikost, je D 2 nastala velikost.
Izračun globine rezanja se začne po določitvi vrste obdelave. 60% dodatka, več kot 2 mm, se odstrani z grobo obdelavo. Končni postopek čiščenja odstrani 30% od 1 do 1,5 mm. Preostali 10% 0,4-0,8 mm ostanejo za končno obdelavo.
Krma je razdalja, ki jo orodje preide z enim obratom obdelovanega obdelovanca. Za povečanje produktivnosti virov, so izbrani največ na podlagi:
- trdota plošče;
- pogonska moč;
- togost sistema AIDS.
Pri strojih za strojno gradnjo so vložki dodeljeni iz tabel. Torej, za grobo obračanje trdnih materialov krma ne presega 1,5 mm / rev, in za mehke materiale ne presega 2,4 mm / rev. Za polizdelek, krmljenje ne presega 1,0 mm / rev.
Hrapavost površine je v veliki meri odvisna od končnega obračanja, zato je največja vrednost S max = 0,25 mm / rev. Pri obdelavi izdelkov z udarnimi obremenitvami se dodeljeni podajalnik pomnoži s faktorjem zmanjšanja 0,85.
Hitrost rezanja za obračanje se izračuna po naslednji formuli:
V = Cv / (T¹ • t² • s³) • Kv
kjer Cv - uporablja faktor k znatni gredice in orodja 1 (X), 2 (y), 3 (m) - eksponentov, T - obstojnost orodja, Kv - rezanje korekcijski koeficient.
Kv je odvisen od:
- kakovost obdelanega materiala;
- material vložka orodja;
- površinski sloj obdelovanca.
 Po izračunani vrednosti rezalne hitrosti se število vrtljajev vretena stroja določi s formulo: n = (1000 · V) / (π · D)
Po izračunani vrednosti rezalne hitrosti se število vrtljajev vretena stroja določi s formulo: n = (1000 · V) / (π · D)
Dobljeno vrednost števila vrtljajev mora biti izbrana iz standardne serije za stroj, na katerem se izvaja obdelava. Ne sme se razlikovati od strojne mreže za več kot 5%. Po tem se rahlo zmanjša hitrost rezanja.
Nadalje je učinkovita rezalna moč določena s formulo:
N e = (Pz · V) / (1020 · 60)
kjer je Pz tangencialna rezalna sila, največja obremenitev pri vrtenju.
Pz = 10 · Cp · t¹ · s² · Vφ · Kp
Po določitvi potrebne moči se izračuna potrebna moč stroja:
N n = N e / η
kjer je μ učinkovitost stroja, ga določi proizvajalec.
Skupna moč mora biti manjša od moči glavnega motorja. To pomeni, da so prejete in izračunane vrednosti pravilne. V nasprotnem primeru je potrebno zmanjšati dovod in globino rezanja ali izbrati stroj, ki je potreben.
 Karbidne pipe: kako spajkati oblate
Karbidne pipe: kako spajkati oblate Kako so stružnice za kovine
Kako so stružnice za kovine Klasifikacija stružnih in rezkalnih strojev za kovine s CNC
Klasifikacija stružnih in rezkalnih strojev za kovine s CNC Borilni rezalnik: sorte in glavni namen
Borilni rezalnik: sorte in glavni namen Rezanje kovin in pločevine iz različnih zlitin
Rezanje kovin in pločevine iz različnih zlitin Vrste in opis vodnega rezanja kovine
Vrste in opis vodnega rezanja kovine Straight cutter: klasifikacija vrst
Straight cutter: klasifikacija vrst Tehnologija elektroerozijske obdelave kovin
Tehnologija elektroerozijske obdelave kovin Obračanje: tehnične zmogljivosti, vrste, kovinski izdelki
Obračanje: tehnične zmogljivosti, vrste, kovinski izdelki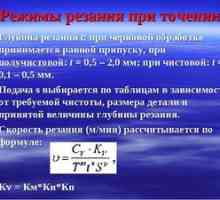 Načini rezanja, globine in hitrosti
Načini rezanja, globine in hitrosti Odrezovanje kovin: uporabne tehnologije
Odrezovanje kovin: uporabne tehnologije Vrste EDM in obdelava kovin
Vrste EDM in obdelava kovin Obdelava kovin: metode in značilnosti obdelave
Obdelava kovin: metode in značilnosti obdelave Vrste in načini delovanja zobnikov
Vrste in načini delovanja zobnikov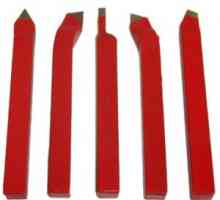 Orodja za struženje kovin: sorte in nameni
Orodja za struženje kovin: sorte in nameni Značilnosti procesa brušenja in poliranja kovin
Značilnosti procesa brušenja in poliranja kovin Lasersko rezanje kovin: opis postopka, prednosti
Lasersko rezanje kovin: opis postopka, prednosti Priporočila za izbiro rezilne žage za kovine in delo z njim
Priporočila za izbiro rezilne žage za kovine in delo z njim Načelo preoblikovanja kovin: zgodovina in modernost
Načelo preoblikovanja kovin: zgodovina in modernost Stroj ostrenja doma in v proizvodnji
Stroj ostrenja doma in v proizvodnji Mletje kovin: klasifikacija, značilnosti tehnologije
Mletje kovin: klasifikacija, značilnosti tehnologije