Opis različnih vrst varjenja in njihovih lastnosti
 Pri postopku varjenja zaradi segrevanja in taljenja robov spojenih elementov dobimo enodelne sklepe. Pred tem so bili povezani samo kovinski deli, vendar sodobne metode omogočajo povezovanje z drugimi materiali, zlasti plastiko. Obstaja veliko metod za pridobitev želenega rezultata. Na primer, z uporabo električnega loku. Tudi viri energije so: električni tok, plinski plamen, elektronski žarek, lasersko sevanje, ultrazvok, trenje, eksplozija.
Pri postopku varjenja zaradi segrevanja in taljenja robov spojenih elementov dobimo enodelne sklepe. Pred tem so bili povezani samo kovinski deli, vendar sodobne metode omogočajo povezovanje z drugimi materiali, zlasti plastiko. Obstaja veliko metod za pridobitev želenega rezultata. Na primer, z uporabo električnega loku. Tudi viri energije so: električni tok, plinski plamen, elektronski žarek, lasersko sevanje, ultrazvok, trenje, eksplozija.
Razvrstitev vrst
Danes obstaja približno 150 varilnih metod in jih razdelimo glede na tehnične, fizične in tehnološke značilnosti. S fizičnimi kazalniki razlikujejo se tri glavne skupine:
- Toplotna energija.
- Termomehansko - poleg toplotne energije, vključuje tudi uporabo tlaka.
- Mehansko - izvedeno z uporabo mehanske energije.
Plamensko varjenje
 Tu glavni vir toplote je plamen, ki se sprosti, ko gorivo spali v mešanici s kisikom. Zdaj je več kot ducat plinov znano za uporabo v tem primeru. Najbolj priljubljeni so butan, propan, acetilen in LFA. Nastala toplota se topi tako površino kot polnilni material.
Tu glavni vir toplote je plamen, ki se sprosti, ko gorivo spali v mešanici s kisikom. Zdaj je več kot ducat plinov znano za uporabo v tem primeru. Najbolj priljubljeni so butan, propan, acetilen in LFA. Nastala toplota se topi tako površino kot polnilni material.
Plamen je lahko oksidativni, redukcijski ali nevtralni, ki se določi s količino v mešanici kisika in plina. V zadnjih letih se aktivno uporablja LFA, ki zagotavlja visoko hitrost procesa in odlično kakovost šiva. Hkrati morate uporabiti drago žico z visoko vsebnostjo silicija in mangana. Danes je to najpogostejša mešanica za plinsko varjenje, saj je varna in ima visoko zgorevalno temperaturo v kisiku (2430 ° C).
Veliko narekuje sestavo kovine, ki se varuje. Glede na ta parameter se šteje število polnilnih palic in ob upoštevanju debeline kovine se izračuna tudi njihov premer. Popoln rezultat bo zagotovil temeljito predhodno pripravo. Za te metode je običajno gladko površinsko ogrevanje. Zato se zatečejo k temu, da je treba variti jeklene plošče debeline 0,5-5 mm, barvnih kovin, litega železa in orodnega jekla.
Desno in levo skozi varjenje
 Ko debelina pločevine manj kot 5 mm, se pogosteje uporablja levo varjenje kovinskega plina. V tem primeru se gorilnik pomakne z leve proti desni in polnilni drog je spredaj. Plamen prihaja iz šiva, ogreva obdelano površino in polnilno žico. Če je debelina lista manjša od 8 mm, gorilnik se premika samo vzdolž šiva- če je več kot 8 mm v prečni smeri hkrati vzbujala nihanja, kar povečuje kakovost šiva. Prednost metode na levi strani je, da lahko upravljavec jasno vidi delovno področje in obstaja možnost, da se zagotovi enotnost.
Ko debelina pločevine manj kot 5 mm, se pogosteje uporablja levo varjenje kovinskega plina. V tem primeru se gorilnik pomakne z leve proti desni in polnilni drog je spredaj. Plamen prihaja iz šiva, ogreva obdelano površino in polnilno žico. Če je debelina lista manjša od 8 mm, gorilnik se premika samo vzdolž šiva- če je več kot 8 mm v prečni smeri hkrati vzbujala nihanja, kar povečuje kakovost šiva. Prednost metode na levi strani je, da lahko upravljavec jasno vidi delovno področje in obstaja možnost, da se zagotovi enotnost.
Pravica je bolj ekonomična: plamen gorilnika gre v šiv, ne pa iz njega. Ta pristop vam omogoča vretje kovine z največjo debelino, pri čemer je kot odpiranja robov v tem primeru majhen. Gorilnik se premika od leve proti desni, in sledi polnilo.
Varjenje z valjčkom se uporablja za pridobitev navpičnega obroča. Bistvo metode je, da v spodnjem delu poteka majhna luknja. Ko se gorilnik premakne, se zgornji del luknja topi, z dodatkom dodatka pa je dno zavarjeno. Če je debelina lista prevelika, delo opravljata obe strani s strani dveh operaterjev.
Kopalniška metoda
 Bistvo metode je pri pripravi jeklenega kalupa na križišču. Nadalje se zaradi toplote loka v njej ustvari kopel staljene kovine. Konci varjenih fitingov, taljenje, tvorijo kopel. Pri hlajenju dobimo popolno povezavo.
Bistvo metode je pri pripravi jeklenega kalupa na križišču. Nadalje se zaradi toplote loka v njej ustvari kopel staljene kovine. Konci varjenih fitingov, taljenje, tvorijo kopel. Pri hlajenju dobimo popolno povezavo.
Pred varjenjem se pripravijo palice: Površine in njihovi konci se očistijo pred kakršno koli kontaminacijo. To lahko storite s kovinsko krtačo. Pomembno je, da je armiranje na mestu varjenja odstranjeno do dolžine 30 mm. Gredi se vrtijo v osi. Razmak ne sme biti več kot 1,5-krat večji od premera elektrode (na koncu).
Potrebujete velik tok. Na primer, z elektrodo 6 mm varilni stroj deluje s tokom 450 A. Pri nizkih temperaturah se trenutna vrednost poveča za 10-12%. Med delovanjem lahko istočasno uporabljate več elektrod. S pomočjo te metode je mogoče zmanjšati delovno intenzivnost, stroške izdelka in porabo električne energije. Danes je najbolj priljubljena in zanesljiva kopalna metoda varilnih armatur. To je razloženo s porabo relativno majhne količine električne energije in visoko kakovostno povezavo.
Tlačno varjenje
 Še vedno se ta metoda imenuje hladno, ker pri vzpostavljanju povezave ni dodatnega segrevanja obdelane površine. Metoda temelji na plastični deformaciji kovin med drsenjem ali stiskanjem. Delo se izvaja brez difuzije, pri normalni ali negativni temperaturi.
Še vedno se ta metoda imenuje hladno, ker pri vzpostavljanju povezave ni dodatnega segrevanja obdelane površine. Metoda temelji na plastični deformaciji kovin med drsenjem ali stiskanjem. Delo se izvaja brez difuzije, pri normalni ali negativni temperaturi.
Visokokakovostni šivi pomagajo pri posebnih napravah, ki deformirajo obdelane površine, ob predhodnem čiščenju. Kot rezultat, a trdna trdna povezava. Obstajajo varjenje na mestu, šivi in čeljusti.
Hladno varjenje lahko združuje aluminij, baker, svinec, železo, kadmij itd. Plastično varjenje je prednostno, če se zateče k uporabi heterogenih materialov, ki so zelo občutljivi na toploto.
Glavna prednost metode je, da ni potrebe po povezovanju močnega vira električne energije za predgrevanje. Tako dobljeni šiv je trpežen, enakomeren in odporen proti koroziji. Pomanjkljivost je v tem, da se lahko zgladijo samo kovine visoke plastičnosti. Plasti vodovodnih cevi in plinovodov so povezani s taljenjem.
Več o klasifikaciji
Za delo z litino, jeklom in bakrom je potrebna naprava s temperaturo 3000 ° C. Ko se znižajo, se bo njegova produktivnost dramatično zmanjšala in varilni proces bo neučinkovit.
Klasifikacija varilnih metod taljenje odvisno od vira toplote:
- Luk.
- Plazma.
- Electroslag.
- Elektronski žarek.
- Laser.
- Plin.
Arc varjenje
Danes v številnih panogah Najpomembnejše je varjenje z električnim lokom.
 Najpogostejše avtomatsko varjenje, v katerem so nekateri premiki operaterjev avtomatizirani. Elektroda se napaja in premika vzdolž šiva brez sodelovanja delavca. Poleg tega se pri izboljšanju kakovosti šiva in produktivnosti zmanjša nevarnost poškodbe upravljavca. Zaščitni plin se pogosto uporablja za preprečevanje oksidacije in nitriranja zvarjenega sklepa med delovanjem.
Najpogostejše avtomatsko varjenje, v katerem so nekateri premiki operaterjev avtomatizirani. Elektroda se napaja in premika vzdolž šiva brez sodelovanja delavca. Poleg tega se pri izboljšanju kakovosti šiva in produktivnosti zmanjša nevarnost poškodbe upravljavca. Zaščitni plin se pogosto uporablja za preprečevanje oksidacije in nitriranja zvarjenega sklepa med delovanjem.- Pri postopku varjenja z ročnim obločnim varjenjem se lahko uporabijo talilne in neporabljive elektrode. Če je ta izbran, se povezava šiva opravi na naslednji način: robovi se med seboj nanašajo, ogljikova ali grafitna elektroda se pripelje na površino, ki jo je treba obdelati, nastane lok. Posledično se oblikuje kopel, ki po nekaj časa strdi in tvori šiv. Ta metoda je najbolj primerna za varjenje barvnih kovin in njihovih zlitin ter za površinsko obdelavo.
- Druga metoda vključuje uporabo talilne elektrode s posebno prevleko. V primeru ročnega varjenja se ta metoda lahko imenuje klasična, ker je bila uporabljena že dolgo in je najpogostejša. Edina razlika od prethodno opisane metode je da se elektroda topi sa površinom. Rezultat je skupna kopel, ki se strdi po odstranitvi loka in tvori visokokakovostni varilni šiv. Metoda je izbrana glede na specifično stanje, material in drugo.
Pomembne točke
 Torej, glavne metode varjenja, ki smo jih upoštevali, so običajno razdeljene v tri skupine: plin, mraz in vroč. Včasih se uporabljajo posebne metode. To je na primer potrebno za delo s kemično aktivnimi kovinami in njihovimi zlitinami. V gradbeništvu se taki materiali pogosteje uporabljajo pri postavljanju kritičnih delov. V teh primerih je delo opravljeno z nizko vsebnostjo kisika in dušika v zraku, vir pa mora zagotavljati visoko temperaturo. Živahen primer je plazemsko varjenje. V slednjem primeru je vir žarka podoben kineskopu, njegova napetost pa je približno 30-100 kV.
Torej, glavne metode varjenja, ki smo jih upoštevali, so običajno razdeljene v tri skupine: plin, mraz in vroč. Včasih se uporabljajo posebne metode. To je na primer potrebno za delo s kemično aktivnimi kovinami in njihovimi zlitinami. V gradbeništvu se taki materiali pogosteje uporabljajo pri postavljanju kritičnih delov. V teh primerih je delo opravljeno z nizko vsebnostjo kisika in dušika v zraku, vir pa mora zagotavljati visoko temperaturo. Živahen primer je plazemsko varjenje. V slednjem primeru je vir žarka podoben kineskopu, njegova napetost pa je približno 30-100 kV.
Kjer boljša povezava zagotavlja plazemsko varjenje. Plin, ki tvori plazmo, poleg svoje osnovne funkcije ščiti šiv pred oksidacijo in nitridiranjem. Toda tu so njihove omejitve. Na primer, napajalna napetost mora biti več kot 120 V, poleg tega je namestitev zapletena in draga.
Varilec mora imeti visokokakovosten in trpežen zvok, ki lahko dolgo časa vzdrži mehanske napetosti. To se doseže z različnimi metodami, poleg tega pa se glede na kvalifikacije delavca tehnologija razlikuje: nekdo raje levo, nekdo je pravi.
Navodilo je vedno treba upoštevati!
Glavni sovražniki varjenega sklepa so udarci in vibracije. Vendar se metode nenehno izboljšujejo in zato obstaja več možnosti za pridobitev močnih, kakovostnih sklepov.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Toplotna prevodnost kovin in zlitin
Toplotna prevodnost kovin in zlitin Toplotna prevodnost jekla, aluminija, medenine, bakra
Toplotna prevodnost jekla, aluminija, medenine, bakra Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti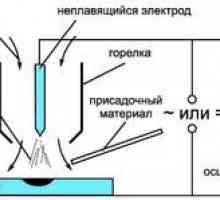 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Tehnične značilnosti mrd3 elektrod
Tehnične značilnosti mrd3 elektrod Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Plinski gorilnik na valj: priporočila za izbiro
Plinski gorilnik na valj: priporočila za izbiro Propan gorilnik: princip delovanja, varnost
Propan gorilnik: princip delovanja, varnost Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Proces trenja varjenja in njegove značilnosti
Proces trenja varjenja in njegove značilnosti Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Oprema za plinsko varjenje: inventar, modeli in značilnosti
Oprema za plinsko varjenje: inventar, modeli in značilnosti Lasersko varjenje kovin in njegove lastnosti
Lasersko varjenje kovin in njegove lastnosti Tehnologija laserskega rezanja
Tehnologija laserskega rezanja Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja