Proizvodnja in uporaba varilnega toka
 Med obločno varjenje, in cono z visoko temperaturo plinov znatno poveča reaktivnost, pri čemer je kovina oksidira hitro izhlapeva material varilne žice zmanjša intenzivnost metalurških procesov, zaradi katerih je talilni ni posebej učinkovita. Ker se trajanje varjenja povečuje, se vedno več žlindrov kopiči v kopeli. Zato je treba to območje izolirati, kar je doseženo z uporabo varilnih tokov - nekovinskih sestavkov z določenimi lastnostmi.
Med obločno varjenje, in cono z visoko temperaturo plinov znatno poveča reaktivnost, pri čemer je kovina oksidira hitro izhlapeva material varilne žice zmanjša intenzivnost metalurških procesov, zaradi katerih je talilni ni posebej učinkovita. Ker se trajanje varjenja povečuje, se vedno več žlindrov kopiči v kopeli. Zato je treba to območje izolirati, kar je doseženo z uporabo varilnih tokov - nekovinskih sestavkov z določenimi lastnostmi.
Načelo in pogoji dela
Varilna cona V procesu dinamičnega ravnovesja vključuje področja, kot so:
 Območje lokastega kolone s temperaturo 4000-5000 ° C.
Območje lokastega kolone s temperaturo 4000-5000 ° C.- Območje plinskih mehurčkov, nastalo kot posledica intenzivnega izhlapevanja atomov v kisikovem mediju.
- Talilna žlindra, ki je lažja od kovine in se nahaja na vrhu plinske votline.
- Taljena kovina je na dnu votline.
- Žlindrna skorja, ki tvori zgornjo, trdo mejo varnega območja.
Varjenje žice vpliva na obnašanje varjenega materiala. Torej, vsako varjenje je miniaturni metalurški proces.
Iz žlindre skorji in oksidacijo, ki poslabša kakovost kovine v šivni zvar lahko zagotovi z neprekinjeno oskrbo z nizkim vreliščem v varilni coni in hkrati kemično inertne sestavine, s katerim in tokov ju je treba zvariti. Materiali se lahko uporabljajo tudi za površinsko oblogo. Uporaba fluksa zmanjša se količina prahu, ki se med obratovanjem neizogibno oblikuje.
Te materiale je treba uporabiti pod naslednjimi pogoji:
 Flux ne sme zmanjšati učinkovitosti, ampak stabilizira proces.
Flux ne sme zmanjšati učinkovitosti, ampak stabilizira proces.- Ne sme obstajati kemična reakcija fluksa z osnovno kovino, varilno žico.
- Med delovnim ciklom mora biti območje varilnega mehurčka izolirano iz okolja.
- Na koncu procesa je treba ostanke, vezane na skorjo žlindre, zlahka odstraniti iz delovnega območja. Še enkrat lahko uporabite do 80% odpadnega materiala po čiščenju.
Ker se te zahteve lahko imenujejo tudi protislovne, je optimalna sestava fluksa in način hranjenja določena s specifičnim tipom varjenja, konfiguracija povezanih delov in učinkovitost procesa.
Razvrstitev varilnega toka
Za sorte tokov so značilni takšni parametri:
 Zunanji pogled. So pepelasto, zrnato, plitko, v obliki paste. Na primer, za navarjanje ali električno varjenje se uporablja prašek ali majhne granule (material mora imeti ustrezno električno prevodnost). Za spajkanje ali plinsko varjenje je bolje, da vzamemo pasto, prah ali plin.
Zunanji pogled. So pepelasto, zrnato, plitko, v obliki paste. Na primer, za navarjanje ali električno varjenje se uporablja prašek ali majhne granule (material mora imeti ustrezno električno prevodnost). Za spajkanje ali plinsko varjenje je bolje, da vzamemo pasto, prah ali plin.- Kemična sestava. Zahteva kemično inertnost pri visokih temperaturah in sposobnost učinkovite razpršitve številnih komponent v kovino zvara.
- Z metodo priprave. Taljenje in neplaščenje. Prvi so učinkoviti pri površini, ko mora kovinska površina učinkovito dopolnjevati druge kemične elemente. Druga skupina prispevajo k izboljšanju mehanskih lastnosti končnega šiva, tako da se uporabljajo pri kuhane visoko ogljikovega jekla in neželeznih kovin, npr aluminij, slabih zvarov pri normalnih pogojih.
- Imenovanje. Legirana varilna žica s fluksom, na primer, omogoča izboljšanje kemične sestave in povečanje mehanske moči matične kovine. Univerzalni tokovi so visoko cenjeni, ki se lahko uporabljajo za varjenje jekla, barvnih kovin in zlitin.
Tipične komponente - to je mangan in silicijev dioksid, vendar se lahko za namene legiranja kovin in ferozlitin vključijo.
Uvrstitev je pogosto označena z blagovno znamko. To določi proizvajalec. Na primer, znamke, ki jih je razvil Inštitut za električno varjenje. Paton, v oznaki nujno imajo črke A. H. Če so črke FC, to pomeni, da je tok razvil Centralni raziskovalni inštitut za prometni inženiring. Čeprav je recept za izdelavo materialov standardiziran, ni enotnega označevanja.
Proizvodni proces in kemična sestava
 Podlage neplaščenih tekočin so keramične, te materiale pa se pridobivajo z mehanskim mletjem komponent v krogljičnih mlinih. Odvisno tokovih velikosti se delijo na manjše frakcije (grain 0,25-1,0 mm) in fino (zrna velikosti do 4 mm). Najprej se uporablja v varilni žice iz majhnega premera, največ 1.0-1.5 mm, se oznaka doda črko M. Ko pa so delci veliko število sestavnih delov v ne-talilni tok so prej vežejo vezanje in zmeljemo na želeno velikost.
Podlage neplaščenih tekočin so keramične, te materiale pa se pridobivajo z mehanskim mletjem komponent v krogljičnih mlinih. Odvisno tokovih velikosti se delijo na manjše frakcije (grain 0,25-1,0 mm) in fino (zrna velikosti do 4 mm). Najprej se uporablja v varilni žice iz majhnega premera, največ 1.0-1.5 mm, se oznaka doda črko M. Ko pa so delci veliko število sestavnih delov v ne-talilni tok so prej vežejo vezanje in zmeljemo na želeno velikost.
V netretiranih tokovih, poleg silicijevega dioksida, obstajajo tudi ferrolejke, manganove rude, oksidi številnih elementov, kovinski prah. Komponente so izbrane za sposobnost krepitve metalurškega procesa v varilnem območju. Posledično se izboljšajo pogoji za površinsko doping in razkuževanje kovin, zmanjša se velikost zrna zvara in zmanjša količina škodljivih nečistot v njej. Zaradi legirne sposobnosti neplaščenih materialov je mogoče uporabiti cenejše varilne žice.
Slabosti neplaščenih tokov so, na primer, njihova embalaža bolj gosta, saj so komponente higroskopne in vlaga poslabša kakovost materiala. Neplaščeni tokovi, da se držijo varilne tehnologije, so zahtevnejši, saj se lahko legirni pogoji bistveno spremenijo.
Magnetne tokove spadajo tudi v kategorijo neelastih fluksov. Njihova učinkovitost je podobna keramiki, vendar dodatno vsebuje železov prah, ki poveča produktivnost.
Zaščiteni tokovi se v glavnem uporabljajo pri avtomatskem varjenju. Tehnologija njihove proizvodnje vključuje takšne stopnje:
 Priprava in mletje sestavnih delov, razen tistih, ki se uporabljajo v netretiranih tokovih. Tukaj tudi vključuje fluorit, kredo, glinico itd.
Priprava in mletje sestavnih delov, razen tistih, ki se uporabljajo v netretiranih tokovih. Tukaj tudi vključuje fluorit, kredo, glinico itd.- Mešanje mehanske mešanice v vrtljivih mlinih.
- Taljenje v plinskih plamenih s zaščitno atmosfero ali v elektroobločnih pečeh.
- Granulacija za nakup končnih frakcij zahtevane velikosti zrn. V ta namen se talino taline izpusti v vodo in se strdi v njem s kroglastimi delci.
- Sušenje v sušilnih sodih.
- Presejanje in pakiranje.
Zamašeni tokovi so sestavljeni iz silicijevega SiO2 in manganovega oksida. Manganov ozdravi železove okside, ki se med varjenjem nenehno tvorijo in vežejo žveplo v žlindah s sulfidom, ki se kasneje lahko odstrani iz varjenega šiva. Silicij preprečuje rast koncentracije ogljikovega monoksida. Deoksidacijske lastnosti slednjega elementa povečujejo homogenost kemične sestave kovine.
Barva taljenih fluksov je prozorna ali svetlo rumena in njihova gostota ne presega 1,6-1,8 g / cm3.
Učinki tokov pri varjenju
 Pri ročnem varjenju se pretok prelije v sloj 60 mm na površino kovine, ki mejijo na prihodnji sklep. Z nezadostno debelino plasti je mogoče razviti nejasne in oblikovane lupine in razpoke. Po tem se med elektrićnim varjenjem sprożi praznjenje, v primeru plamenskega varjenja se gorilnik vżiga.
Pri ročnem varjenju se pretok prelije v sloj 60 mm na površino kovine, ki mejijo na prihodnji sklep. Z nezadostno debelino plasti je mogoče razviti nejasne in oblikovane lupine in razpoke. Po tem se med elektrićnim varjenjem sprożi praznjenje, v primeru plamenskega varjenja se gorilnik vżiga.
Ko se elektroda premika, se tok prelije na nove površine. Ker so dimenzije pola v loku večje od višine fluksa, se raztezanje nadaljuje v tekoči talini komponent, ki delujejo na kovinski talini s specifičnim tlakom do 9 g / cm2. Posledično je izločanje kovine izključeno, poraba je manj varilne žice, produktivnost se povečuje. To je posledica zmožnosti fluksa, da uporablja višje obratovalne tokove, ne da bi se balo pridobiti prekinjen zvok. Tok 450-500 A z odprtim varjenjem ni mogoče uporabiti, ker lok segreva kovine iz kopeli.
S polavtomatskim in avtomatskim varjenjem fluksi se uporabljajo, kot sledi:
- Posebna cev s tokom se napaja iz lijaka.
- Kasneje se napaja elektrodna žica iz tuljave, ki se nahaja po plovilu s pretokom.
- Ko se delovni proces nadaljuje, je nekaj toka, ki ni bil uporabljen in ga veže žlindra, sesan v posodo s pnevmatikami.
- Stoječa in ohlajena žlindra se mehansko odstrani iz šiva.
Prednosti uporabe fluksov:
 Ni potrebe po predhodnem razrezu robov bodočega zvarov, saj se pri varjenju z velikimi električnimi varilnimi tokovi ali povečano koncentracijo kisika med plinom zelo plasi.
Ni potrebe po predhodnem razrezu robov bodočega zvarov, saj se pri varjenju z velikimi električnimi varilnimi tokovi ali povečano koncentracijo kisika med plinom zelo plasi.- Odsotnost kovinskega opeklina v zvarni coni in sosednjih površinah.
- Stabilnejši lok.
- Povečajte učinkovitost vira energije zaradi zmanjšanja izgub energije, ki se porabi za segrevanje kovine, škropljenje in povečanje porabe toka in varilne žice.
- Udobne delovne razmere, ker pomemben del plamenskega plamena ščiti tok.
Omejitev uporabe pri nezmožnosti hitrega pregleda varjenega dela. Ta okoliščina zahteva bolj skrbno pripravljalno delo, še posebej pri povezovanju kompleksnih konfiguracijskih delov. Še vedno so tokovi precej vredni in se uporabljajo skoraj kot varilne žice.
 Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti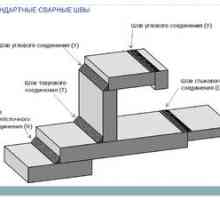 Varjeni: klasifikacija, vrste varilnih spojev
Varjeni: klasifikacija, vrste varilnih spojev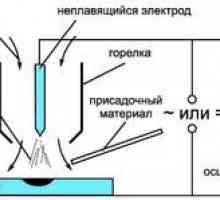 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Značilnosti varjenja tantala in molibdena
Značilnosti varjenja tantala in molibdena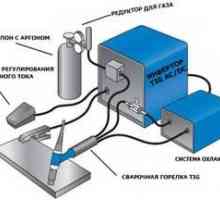 Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Resanta Saipa 165: opis, tehnične specifikacije
Resanta Saipa 165: opis, tehnične specifikacije Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja Tehnologija varjenja plina in načelo delovanja
Tehnologija varjenja plina in načelo delovanja