Tehnologija varjenja plina in načelo delovanja
 Plinsko varjenje je delo, v katerem se s pomočjo visoke temperature izdelek segreje in se topi v mehko stanje. Ta vrsta varjenja se pogosto uporablja za strukture tankih ogljikovih jekel, za popravilo izdelkov iz litega železa, pa tudi za varjenje poškodovanih delov iz železa in barvnih kovin.
Plinsko varjenje je delo, v katerem se s pomočjo visoke temperature izdelek segreje in se topi v mehko stanje. Ta vrsta varjenja se pogosto uporablja za strukture tankih ogljikovih jekel, za popravilo izdelkov iz litega železa, pa tudi za varjenje poškodovanih delov iz železa in barvnih kovin.
Značilnosti varjenja plina
 Plini, ki se popolnoma gorijo na zraku in ne doseže visoko temperaturo: atsetilen- metanom propan vodik bencinskih hlapov.
Plini, ki se popolnoma gorijo na zraku in ne doseže visoko temperaturo: atsetilen- metanom propan vodik bencinskih hlapov.
Če jih želite spali, potrebujete kisik. Varjenje se najpogosteje izvaja na osnovi acetilena, ki se proizvaja z reakcijo kalcijevega karbida in vode. Gorenje se zgodi pri temperaturi od 3200 do 3400 stopinj Celzija.
Za dragocene lastnosti varjenja s plinom veljajo naslednje:
- dostopnost;
- potreba po električni energiji;
- preprostost varilne opreme.
Vendar pa proces takega dela ne moremo imenovati za visoke zmogljivosti, saj je vse opravljeno ročno. Operativne in mehanske lastnosti končnega izdelka ne ustrezajo vedno visoki kakovosti.
Ko varilni stroj deluje, se kisik dobavlja iz posebnega kisikovega cilindra, ki je po GOST-u modre ali modre barve. Za zagotovitev neprekinjenega postopka je treba v gorilnik napajati kisik pri nizkem tlaku enakomerno.
Za te namene so cilindri opremljeni z reduktorji, ki nadzorujejo in uravnavajo dobavo kisika. Cevi so priključene na gorilnik - Kisik in acetilen. Kisik se napaja preko osrednjega kanala: izpusti curka, sesati v acetilenu, ki v gorilnik pride pod nizkim tlakom. V komori se plini mešajo in pridejo ven iz konice navzven.
Tehnologija in metode varjenja s plinom
 Za varjenje in dobavo dobre povezave je potrebno posvetiti posebno pozornost pripravi robov šiva, načinu povezave, izbiri gorilnika (njegova moč mora ustrezati parametrom kovine, ki se varuje).
Za varjenje in dobavo dobre povezave je potrebno posvetiti posebno pozornost pripravi robov šiva, načinu povezave, izbiri gorilnika (njegova moč mora ustrezati parametrom kovine, ki se varuje).
In tudi zahteval kovinsko krtačo temeljito očistite robove, da se varijo, tako da ni kontaminacije, lestvice, žlindre. Še en učinek je prijemanje robov, da preprečimo deformacijo kovine. Obstaja več načinov varjenja.
Leva (najbolj uporabljana)). Potrebno je delati s taljivimi, tankimi strukturami. Gorilnik se premika od desne proti levi, polnilni kabel se vodi pred plamenom in se usmeri v nezaprti del šiva. Pravica je, da se bo gorilnik vbrizgal od leve proti desni in polnilna žica se premika za gorilnikom.
Vročina plamena skoraj ni razpršena in kot odpiranja kota 60-70 stopinj. Šteje se, da je primernejše, da uporabimo desno pri spajanju kovin z debelino nad 3 mm in visoko toplotno prevodnostjo. Priporočamo uporabo polnilne žice s premerom polovice debeline varjene tkanine.
Skozi valj. Listi so fiksirani navpično do reže, kar je ½ debelina lista. S pomočjo gorilnika se rob raztalji, tako da dobimo okroglo luknjo. Nato se stopi na vseh straneh, dokler ni varjen šiv.
Varjenje s pladnji primeren za pritrjevanje vogalov in spojev iz kovine, katerih debelina ne presega 3 mm. Konec polnilne žice se vstavi v oblikovano kopel na šivu. Rahlo se stopi in premakne v drugi del šiva. Ta vrsta varjenja je primerna za tanke pločevine in jeklene cevi (nizko-zlitine in nizkoogljične) in daje šiv odlične kakovosti.
Večplastno varjenje: majhno ogrevalno cono - spodnji sloji se sprožijo, ko napolnite naslednje, lahko pred naslednjim slojem prebodite šiv.
To bo izboljšalo kakovost šiva, vendar bo majhna produktivnost: velik pretok plina v primerjavi z enoslojnim varjenjem in se uporablja le, če so potrebni visokokakovostni izdelki.
Pri uporabi horizontalnega šiva uporabite pravo metodo. To pomaga, da se enostavno oblikuje, in staljena kovina kopeli ne odteče. Leva pot je varjenje nagnjenih in navpičnih spojev.
Z debelino materiala nad 5 mm se uporablja dvojni valj. Stropni šivi zahtevajo segrevanje robov, dokler se ne stopijo, nato pa v pladenj položimo polnilno žico, ki se hitro konča. Proces se izvaja na pravi način.
Potrebna oprema
 Aparati, ki se uporabljajo za plinsko varjenje: acetilen-kisik-propano-kisik-bencin-kisik-kerozin-kisik.
Aparati, ki se uporabljajo za plinsko varjenje: acetilen-kisik-propano-kisik-bencin-kisik-kerozin-kisik.
Najpogosteje uporabljena pri varilnih delih - propan in acetilen-kisik, saj sproščajo najvišjo temperaturo med zgorevanjem.
Pogosto se uporabljajo acetilenski generatorji, ki izločajo acetilen pri mešanju vode in kalcijevega karbida. Ta vrsta generatorja obstaja v petih vrstah, zato je preprosto izbrati pravo možnost za določeno kovino.
Pomembno vlogo igra varnostna vrata. Zagotavljajo varnost, preprečujejo prehod nazaj vpliv ognja, ki se pojavi med varjenjem. In tudi ventili blokirajo povratni tok plina skozi gumijaste cevi.
Cilinder - cilindrična posoda z luknjo in navojem v vratu za privijanje zapornega ventila. Izdelan je iz ogljikovega ali jeklenega jekla. GOST je obarvan s posebno barvno barvo, odvisno od plina.
Ventili za plinske jeklenke iz medenine (kot jekla, odpornega proti koroziji), previdno z levim navojem, manjšega premera, v primerjavi z ventilom kisika valja (da se prepreči možno kombinacijo reducirne).
Vrste reducentov
 Reduktor plina je naprava za nadzor tlaka plina. Za plinsko varjenje in rezanje bodo potrebne različne vrste menjalnikov.
Reduktor plina je naprava za nadzor tlaka plina. Za plinsko varjenje in rezanje bodo potrebne različne vrste menjalnikov.- Kisik se uporablja pri varjenju kovin in varjenju plina. Označena je z modrimi oznakami. Za uporabo v agresivnem okolju, saj se ne boji korozije.
- Reduktorji za acetilen so pritrjeni na valj z ovratnikom in označeni z belo. Na ta tip menjalnika sta pritrjena dva merila: ena spremlja tlak plina v cilindru, drugi pa tlak v delovni komori.
- Reduktorji ogljikovega dioksida se pogosto uporabljajo v kemični in živilski industriji. Opremljeni so z enim ali dvema manometrom in so povezani z navpičnim manometrom.
- Argon-arc varjenje uporablja gonila argona, ki delujejo z nevnetljivimi plini.
- Plinski gorilniki se uporabljajo v vseh vrstah industrij. Vsi gorilniki so podobni v gradbeništvu. Vsaka je sestavljena iz ohišja, na katerega je pritrjenih več delov: ventil, ki nadzoruje oskrbo s plinom - ročico, ki uravnava višino svetlobnega konica.
S pomočjo reduktorja se izvede povezava z valjem. Gorilnik se lahko zaključi piezopodovanje in zaščita pred vetrom.
Gorilnik, pri delu s propanom, je opazen zaradi svoje varnosti. Ohrani visoko temperaturo požara, kar zadošča za veliko število varilnih postopkov. Nekatere vrste varjenja se izvajajo z gorilniki acetilena z mešanico kisika in acetilena.
Rezalniki plinov
Razlikujejo se naslednje vrste rezalnikov plinov:
- propan;
- acetilen.
Izdelek je sestavljen iz ročaja, telesa, bradavic (pritrjene so plinske cevi), injektor, cev, mešalna komora, glava rezalnika plinov, cev z ventilom. Varjenje kovin in njegova kakovost sta odvisna od pravilnega izbora rezila.
Princip: kisik se vnaša v reduktor, nato pa v cev, pride v telo - rezalnik je razvejen na dva kanala. En del kisika se giblje skozi ventil do injektorja. Plin izstopa z veliko hitrostjo, hkrati pa je vnetljiv plin.
Vstop v povezavo s kisikom, nastane gorljiva mešanica, ki se premika med ustnicami in opeklinami. Pojavi se ogenj ognja. Kisik, ki se premika vzdolž drugega kanala, prehaja v cev, kar povzroči rezanje curka. Ona obdeluje material.
Faze varilnih cevi
 Kovina je pripravljena, odvzemanje, označevanje, rezanje in montaža cevi. Rezanje krožnega dela cevi je treba opraviti s termičnim rezilom.
Kovina je pripravljena, odvzemanje, označevanje, rezanje in montaža cevi. Rezanje krožnega dela cevi je treba opraviti s termičnim rezilom.
Večina dela je samo usposabljanje. To merjenje, označevanje, rezanje in še veliko več. Sestavo strukture opravlja Varilni varilci plinskih varilnih, to bo preprečilo premikanje in deformacijo cevnih segmentov, kar lahko vpliva na videz razpok.
Zaradi neprepustnega segrevanja je območje delovanja med varjenjem s plinom večje kot pri varjenju z lokom. Plasti glavnega materiala, ki so neposredno ob varilnem pladnju, so konstantne in imajo grobo strukturo.
V bližini šiva je območje nepopolnega taljenja kovin z veliko strukturo, ki je značilno za negorirano gradivo, leži na meji šiva. V tej coni je trdnost nižja od trdote kovinske zvarine, saj tukaj varilni spoj uniči.
Rezanje se izvaja z uporabo kovin in zlitin, ki lahko gorijo v toku čistega kisika. Ta vrsta rezanja poteka na dva načina: površinsko in ločeno. Rezanje obdelovancev, označevanje kovine in rezanje robov bodočega varjenega šiva.
Pri površinskem rezanju se površinska kovina odstrani, vstavijo žlebove, odstrani napake. To vrsto dela opravljajo posebni rezalniki
Varnostni ukrepi
 Plinsko varjenje je delo, ki zahteva večjo pozornost. Prepovedano je ravnati v bližini vnetljivih in vnetljivih snovi (bencin, kerozin, žagovina, vlečni kamen, krpe).
Plinsko varjenje je delo, ki zahteva večjo pozornost. Prepovedano je ravnati v bližini vnetljivih in vnetljivih snovi (bencin, kerozin, žagovina, vlečni kamen, krpe).
Če se postopek izvaja v zaprtih prostorih, mora delavec občasno vdihavati svež zrak. Delo mora opraviti v prezračevani sobi.
Če se izvaja plinska obdelava kovin iz kovine, je prostor potreben prezračite in odstranite škodljive pline. Varjenje in rezanje prehajajo z razdalje do deset metrov od generatorjev acetilena in obvodnih ramp.
Gorilnik, rezalnik, cevi, reduktor, balon kisika v nobenem primeru ne smemo umazati v olju. Kos, kot je konica ali šoba, se pregreje. Da bi zmanjšali temperaturo, je treba vedno blizu pola vedra vode. V izumrnem stanju se vrh ohladi v vodi.
Varilec, na delovnem mestu mora biti v ponjava, rokavice, zaprti čevlji. Imeti svoje varnostne očala, glavo.
Karbid ne preseže delov nakladalnih škatel. V ohišju generatorja nadzor polnosti vode. Ne delajte s kisikovim valjem, če je njegov tlak pod normo, 10 kg. na centimetrski kubični. Požar gorilnika je treba usmeriti na nasprotni vir oskrbe s plinom, stran.
Opraviti je treba varilno delo s plinom z obveznim upoštevanjem varnostnih predpisov, vitalne funkcije in uporabo kakovostne opreme. Te zahteve bodo pripomogle k varnemu delovnemu procesu in varne kovinske povezave so zanesljive.
 Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kaj je kalcijev karbid za varjenje
Kaj je kalcijev karbid za varjenje Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu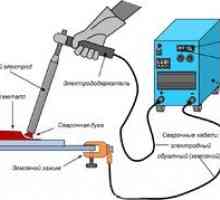 Električno obločno varjenje litega železa doma
Električno obločno varjenje litega železa doma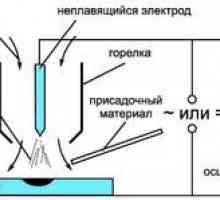 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Varilni materiali: razvrstitev in značilnosti
Varilni materiali: razvrstitev in značilnosti Značilnosti varjenja tantala in molibdena
Značilnosti varjenja tantala in molibdena Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Oprema za plinsko varjenje: inventar, modeli in značilnosti
Oprema za plinsko varjenje: inventar, modeli in značilnosti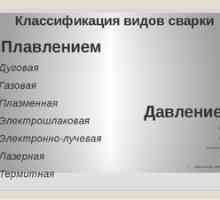 Opis različnih vrst varjenja in njihovih lastnosti
Opis različnih vrst varjenja in njihovih lastnosti Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Tekoče in suho hladno varjenje kovin
Tekoče in suho hladno varjenje kovin