Sort varjenih spojev
 Za izdelavo kompetentne in dobre povezave s kovinami je potrebno uporabljati varilna dela. To lahko opravi samo usposobljeni strokovnjak, ki ve vse nianse kuhanja. Zahvaljujoč varilnemu šivu lahko priključite ne le kovine, ampak tudi druge materiale. Vsi elementi, ki so združeni v integralno vozlišče, so povezava, ki jo je mogoče razmejiti na več območij.
Za izdelavo kompetentne in dobre povezave s kovinami je potrebno uporabljati varilna dela. To lahko opravi samo usposobljeni strokovnjak, ki ve vse nianse kuhanja. Zahvaljujoč varilnemu šivu lahko priključite ne le kovine, ampak tudi druge materiale. Vsi elementi, ki so združeni v integralno vozlišče, so povezava, ki jo je mogoče razmejiti na več območij.
Varjena cona
To so povezave, ki se pridobijo med varjenjem. Razdeljeni so na več območij:
- Polnilni prostor. To je ime meje med osnovnim materialom in kovino dobljenega šiva. Na tem mestu bodo žitarice, ki se v svoji strukturi razlikujejo od stanja glavne vrste materiala. To je posledica dejstva, da se med varjenjem delno taljenje materiala.
- Območje toplotnega vpliva. To je območje glavnega materiala, ki se ne obnavlja, čeprav je prišlo do ogrevanja in se je struktura spremenila.
- Varilni šiv. To je mesto, ki se bo med procesom kristalizacije izoblikovalo. Vse to se zgodi, ko se kovina začne ohladiti.
Sorte varjenih spojev in sklepov
Razlike v varjenih sklepih so razložene z, da delavec uporablja neidentične razporeditve delov, ki jih je treba povezati drug proti drugemu.
Po lokaciji
- Zadnjica. Priključitev elementov se bo izvajala na eni ravnini, njihovi konci pa obrnjeni drug proti drugemu. Materiali imajo lahko različne debeline, zato se lahko združeni konci premikata navpično v razmerju med seboj.
 Povezava kotna. V tem primeru bodo konci premaknjeni pod določenim kotom. Varilni proces se izvaja na vseh robovih delov, ki se med seboj nahajajo.
Povezava kotna. V tem primeru bodo konci premaknjeni pod določenim kotom. Varilni proces se izvaja na vseh robovih delov, ki se med seboj nahajajo.- Povezava je prekrivala. Varilni deli se nahajajo vzporedno in delno prekrivajo.
- Končna povezava. Več delov elementov, ki jih je treba zvariti, se bodo združevale vzporedno med seboj in potem, ko so na koncih priključene.
- T-sklep. S to možnostjo je konec dela sosednji stranski strani drugega elementa pod določenim kotom. Tipi varilnega sklepa bodo odvisni tudi od vrste varilnih šivov, ki so razvrščeni v skladu z nekaterimi osnovnimi značilnostmi.
Glede na način izvajanja
- Enostranski šiv. To lahko izvedemo s popolnoma taljenjem kovine vzdolž celotne dolžine konstrukcije.
- Dvostranski. Najprej morate opraviti enostransko varjenje, odstranite koren, in po poti do varjenje delo na drugi strani materiala, ki se obdelujejo.
- Enoslojna. To vrsto običajno opravimo z varjenjem v enem prehodu, proizvedemo eno zvara.
- Večplastno. Takšno uporabo običajno povzroča velika debelina kovine, če je iz različnih razlogov nemogoče izvesti varjenje z enim prehodom. Sloj šiva je sestavljen iz več valjev ali prehodov. Tako je mogoče omejiti širjenje toplotnih učinkov. Rezultat je zelo kakovosten in trajni varjen spoj.
O prostorskem položaju
Obstaja več varilnih položajev:
 Spodnji položaj. Šiv bo v spodnji vodoravni ravnini, je kot 0 stopinj glede na površino Zemlje. Vodoravni položaj. Valj se vodijo vodoravno in del lahko postavite pod kotom od 0 do 60 stopinj.
Spodnji položaj. Šiv bo v spodnji vodoravni ravnini, je kot 0 stopinj glede na površino Zemlje. Vodoravni položaj. Valj se vodijo vodoravno in del lahko postavite pod kotom od 0 do 60 stopinj.- Navpično. V tej situaciji, katerega površina je izpostavljen varjenja, se nahaja v ravnini 60 do 120 stopinj, in sama varjenje poteka v vertikalni smeri.
- Stropni položaj. Vsa dela se bodo odvijala pod kotom 120 ali 180 stopinj. To pomeni, da je zvara nad varilcem.
- Položaj v čolnu. To stanje je razloženo z dejstvom, da je treba zaviti kotno ali taurinsko površino. Deli bodo izpostavljeni določenemu pobočju, varjenje pa bo potekalo v kotu.
Po dolžini
Lahko proizvajajo kontinuirni šiv. Ponavadi se uporabljajo v proizvodnji, ko potrebujete kakovostno in močno povezavo. Vendar obstajajo izjeme.
Druga možnost je intermitentni šiv, ki se običajno uporablja v vogalnem sklepu. Ta vrsta šiva se lahko uporabi, če je potrebno medsebojno varno pritrditi nekaj delov. Druga vrsta povezav je narejena, če je potreben varilni verig
Varilni indeks
Obstaja več osnovnih parametrov, ki označuje vse pridobljene šive:
 Širina. To je velikost, ki je nastavljena med mejami šiva, ki jih potegnejo vidne fuzijske črte.
Širina. To je velikost, ki je nastavljena med mejami šiva, ki jih potegnejo vidne fuzijske črte.- Koren. To bo druga stran, ki se nahaja na razdalji od sprednje strani zgradbe.
- Konveksnost. Vidite lahko v najbolj izbočenem delu šiva. Ta parameter označuje razdaljo od meje največje projekcije na ravnino matične kovine.
- Cathet. Takšen parameter je opazen samo v T-valovnem ali vogalnem povezovanju. Ta indikator se lahko meri z najmanjšo razdaljo od bočne površine enega od delov do mejnih črt, ki so na površini drugega dela.
Rezanje robov
Ta strukturni element se bo uporabljal v primerih, ko debelina kovine je več kot 7 mm. Rezanje robov pomeni odstranitev kovinskih delov iz roba v določeni obliki. Ta postopek je treba izvesti z enopasovnim varjenjem zobnih zvarov. To je potrebno, da dobite pravo povezavo. Če je debelina materiala je razsekovanju potrebno nadaljevati, da bi se tali kanala zoba je po vodilnih valjev enakomerno napolni votlino. Tako bo kovina varjena po celotni debelini.
Rezanje robov se izvede tudi, če je debelina kovin večja od 3 mm. Če je vrednost nižja, lahko spalite kovine.
Za rezanje je značilno več konstrukcijskih parametrov:
- potrditev;
- kot rezalnih robov;
- omotičenje.
Če si želite ogledati vse te parametre, morate preučiti risbo. Če izrežete robove, se bo poraba povečala. Zato se takšni vrednosti čim bolj skuša izogniti.
Razdeljen bo za več tipov gradnje:
- V obliki.
- X-oblika.
- Y-oblika.
- U-oblikovan.
- Slamica.
Značilnosti
- Če obstaja majhna debelina materiala, ki je od 3 do 25 mm, je treba uporabiti enostransko rezanje v obliki črke V. Bevel je lahko na dveh koncih ali samo na enem.
 Če ima kovina debelino od 12 do 60 mm, je najbolje, da se zavarimo z dvostranskim rezilom X.
Če ima kovina debelino od 12 do 60 mm, je najbolje, da se zavarimo z dvostranskim rezilom X.- Za debelino 20-60 mm je zaželeno, da se porabi kovin za rezanje v obliki črke U. Tako bo veliko bolj ekonomično. Bevel je mogoče na dveh ali enem koncu. Potem bo upadanje 1 ali 2 mm, vrednost reže pa je enaka 2 milimetra.
- Če obstaja velika debelina kovine, potem je najučinkovitejša metoda reža.
Izdelati kakovosten varjen spoj je treba izbrati pravilen postopek, ker bo vse to vplivalo na več dejavnikov šiva:
- Delovna zmogljivost.
- Trdnost in kakovost povezave.
- Ekonomično.
Standardi
- Arc varjenje. Varjeni šivi in sklepi v skladu z GOST 5264-80 bodo vključevali tipe, konstrukcijske dimenzije za varjenje, ki so pokrite z elektrodami v vseh prostorskih položajih. To ne bo vključevalo cevovoda iz jekla.
- Povezava jeklenih cevovodov. Uporabljen je GOST 16037-80, ki bo določil glavni tip, robno rezanje, velikost konstrukcije z mehaniziranim načinom povezave.
- Priključitev cevovoda iz bakra in bakrovega niklja. Predpisano GOST 16038-80.
- Arc varjenje aluminija. Uporablja se GOST 14806-80. Oblike, dimenzije, priprava robov za kuhanje aluminija in zlitin, postopek poteka izključno v zaščitnem okolju.
- Flux. GOST 8713-19. Vsi šivi bodo izvedeni z uporabo avtomatskega ali mehanskega varjenja z maso s pomočjo blazinice. Uporablja se za kovine od 1,5 do 160 mm.
- Aluminij v inertnih plinih. GOST 27580-88. To je standard za polavtomatsko, ročno ali avtomatsko varjenje. Potrebno je izvesti neprehrambno elektrodo v inertnih plinih, kjer je polnilni material in vse to širi, če ima aluminij debelino od 0,8 do 60 mm.
Oznaka varilnih šivov
 Obstajajo posebni regulativni dokumenti, ki označujejo ime zvarov na risbah ali v splošni obliki.
Obstajajo posebni regulativni dokumenti, ki označujejo ime zvarov na risbah ali v splošni obliki.
Če so šivi vidni, so označeni s polno črto. In če niso vidne, je črta črta. Posebne linije s puščicami bodo odstranjene iz linije.
Označitev zvarov bo narejen na posebni polici za oblačilo. Napis je treba natisniti natančno nad polico, če je povezava na sprednji strani dela. Če obstaja povratna možnost, se oznaka nahaja pod polico. Tukaj bo treba vključiti informacije o šivu v določenem zaporedju:
- Pomožni simboli.
- Oznaka šiva, konstrukcijskega elementa in povezave GOST.
- Ime šiva po določenem standardu.
- Metoda povezovalnih delov.
- Če je vogalna povezava, potem je na tej točki označen katet.
- Prekinitev šiva, če je na voljo. Tukaj morate določiti mesto segmenta v varjenju, kot tudi korak.
- Dodatni znaki, ki imajo pomožni pomen.
Pomožni znaki
Take oznake je treba uporabiti na vrhu police, če je šiv na risbi viden in pod njim, če je neviden:
- Odstranite ojačitev šiva.
- Obdelava delov, ki zagotavljajo nemoten prehod na glavno vrsto materiala, je treba izključiti izlive in neenakomernost.
- Šiv je treba opraviti na odprti liniji, tak znak bo uporabljen, če je na risbi viden.
- Očistite površinsko obdelavo sklepa.
 Če je vsaka povezava izdelana samo z enim GOST-om, imajo enake kosine, pa tudi dimenzije, oznake, potem bodo standardi varjenja določeni v tehničnih zahtevah. Pri konstrukciji ni potrebno določiti vseh identičnih šivov, ampak jih je treba razčleniti na skupine in jim dodeliti serijsko številko. Na enem šivu je potrebno navesti celotno oznako. Preostanek se lahko doda samo serijska številka. V normativnem dokumentu ni potrebno natančno določiti števila skupin, pa tudi število šivov.
Če je vsaka povezava izdelana samo z enim GOST-om, imajo enake kosine, pa tudi dimenzije, oznake, potem bodo standardi varjenja določeni v tehničnih zahtevah. Pri konstrukciji ni potrebno določiti vseh identičnih šivov, ampak jih je treba razčleniti na skupine in jim dodeliti serijsko številko. Na enem šivu je potrebno navesti celotno oznako. Preostanek se lahko doda samo serijska številka. V normativnem dokumentu ni potrebno natančno določiti števila skupin, pa tudi število šivov.
Očitno, obstaja veliko odtenkov pri varjenju. Pravi strokovnjak mora jasno razumeti vse značilnosti zvarjenih spojev in poznati vse nianse varjenja, da bi lahko kompetentno izdelali svoje delo. Na risbi bodo prikazane vse potrebne informacije, ki jih je treba tudi prebrati do varilca.
 Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Vrste in značilnosti naprav za kontaktno varjenje
Vrste in značilnosti naprav za kontaktno varjenje Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjeni skupni parametri
Varjeni skupni parametri Značilnosti varilnega inverterja za začetnike
Značilnosti varilnega inverterja za začetnike Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti Varilna tehnika za aluminijasto elektrodo
Varilna tehnika za aluminijasto elektrodo Varilna žica sv-08g2s: značilnosti in sorte
Varilna žica sv-08g2s: značilnosti in sorte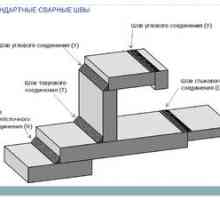 Varjeni: klasifikacija, vrste varilnih spojev
Varjeni: klasifikacija, vrste varilnih spojev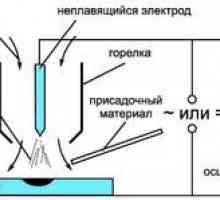 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Kako pravilno variti cevi polipropilena z lastnimi rokami
Kako pravilno variti cevi polipropilena z lastnimi rokami Izbira varilne žice za polavtomatsko
Izbira varilne žice za polavtomatsko Tehnične značilnosti mrd3 elektrod
Tehnične značilnosti mrd3 elektrod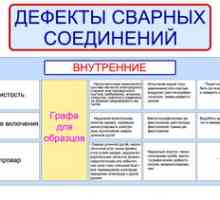 Vrste napak v varjenih sklepih, njihovo odkrivanje in metode izločanja
Vrste napak v varjenih sklepih, njihovo odkrivanje in metode izločanja Proizvodnja in uporaba varilnega toka
Proizvodnja in uporaba varilnega toka Tabela temperature spajkanja za cevi iz polipropilena
Tabela temperature spajkanja za cevi iz polipropilena Varjenje elektrode, kako kuhati začetnike pravilno
Varjenje elektrode, kako kuhati začetnike pravilno Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja