Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti
 Pri ustvarjanju kovinskih konstrukcij in povezovanju posameznih delov uporabljamo široko paleto tehnologij. Eden od najbolj priljubljenih in priljubljenih je ročno varjenje z arc. Trenutno se metoda uporablja skupaj z litjem, žigom in valjanjem elementov. Ugodne stroške in preprostost pri izvajanju te naloge so to tehnologijo postale bolj relevantne kot vse ostale. Poleg tega je ročno varjenje v celoti zamenjalo delovanje dragih in zapletenih proizvodov s trdno žigosanjem.
Pri ustvarjanju kovinskih konstrukcij in povezovanju posameznih delov uporabljamo široko paleto tehnologij. Eden od najbolj priljubljenih in priljubljenih je ročno varjenje z arc. Trenutno se metoda uporablja skupaj z litjem, žigom in valjanjem elementov. Ugodne stroške in preprostost pri izvajanju te naloge so to tehnologijo postale bolj relevantne kot vse ostale. Poleg tega je ročno varjenje v celoti zamenjalo delovanje dragih in zapletenih proizvodov s trdno žigosanjem.
Kako deluje električno varjenje
Da bi dobili potrebno toploto, ki omogoča taljenje osnovnega materiala in palica elektroda se običajno uporabljajo metodo tvorjenja električnega obloka. kovine topi, pri čemer sta oba tla in elektroda povezana, da se tvori posebno varilno sposobnost, kar ima za posledico strditev in tvorbo zvara. Element elektrode je izdelan iz jekla in obdelan s posebnim premazom, ki zagotavlja zaščito kopeli med postopkom taljenja. Ker je takšna zaščita plasti žlindre in plinskega oblaka, ki preprečuje prodiranje dušika in drugih plinastih snovi v zrak.
Da bi ohranili učinek električnega loka Elektroda in varjeni element nenehno vplivata na električno energijo iz posebne naprave. Pod vplivom temperature električnega loku se začnejo taline zvarjenega obdelovanca (skupaj z elektrodo). Temperature v loku segajo do 4000 stopinj Celzija. V podobnem vsebniku je kovinski predoblik povezan z elektrodo. Po drugi strani staljena žlindra plava na površino, kar ustvarja zahtevano zaščito. Za pridobitev potrebne električne energije se uporablja poseben transformator.
Vrste električnega varjenja
Trenutno varjenje električnega toka poteka z dvema vrstama električnega toka:
- stalno,
- spremenljivka.
 V prvem primeru se varilni usmerniki uporabljajo kot napajalniki, čeprav posebni pretvorniki niso izključeni. Če govorimo o varjenju z AC, je v tem primeru običajno uporabiti varilne transformatorje s posebnim dizajnom. V večini primerov je elektroobločno varjenje nepogrešljivo za delovanje taljenja obloka v loku. Podobna možnost je uporabljena je zelo priljubljena in razširjena.
V prvem primeru se varilni usmerniki uporabljajo kot napajalniki, čeprav posebni pretvorniki niso izključeni. Če govorimo o varjenju z AC, je v tem primeru običajno uporabiti varilne transformatorje s posebnim dizajnom. V večini primerov je elektroobločno varjenje nepogrešljivo za delovanje taljenja obloka v loku. Podobna možnost je uporabljena je zelo priljubljena in razširjena.
Uporablja se lahko za varjenje ali spajanje najbolj raznolikih jekel legiranega in ogljikovega izvora, materiala iz litega železa in številnih barvnih kovin.
Zavedati se morate, da je varjenje z neposrednim tok zmanjšuje količino brizganja po šivih. Kljub široko paleto električnih vrste varjenja, najbolj priljubljena je uporaba elektrode, s tako spajajo in premog (non-taljenje). Prva izvedba vključuje tvorbo šive s taljenjem elektrodo. Glede nepotrošnih vrste, da vključuje taljenje posebnega kabla za polnjenje, ki se dovaja neposredno v varilni kopeli. Ročno varjenje z varjenjem pomeni gosto spajanje zvarjenih robov.
Med elektrodo materiala, ki se ne maka, kot je premog ali grafit, in samega gredice, se zgodi požarni lok. Robovi elementov, vnesenih v področje gorilnika in materiala za polnjenje, segrejemo do določene temperature in začnemo taliti. V tem primeru se tvori kopel, ki je sestavljena iz staljene kovine. Kot kristalizacija kovinskega elementa se tvori zvara zvar. Ta metoda je nepogrešljiva pri predelavi barvnih kovin ali trdih zlitin.
Če varjenje poteka z uporabo talilne elektrode, se zgorevanje električnega loka pojavi na enak način kot v prvem primeru. Vendar pa je taljenje elektrode združljivo s taljenjem robov obdelovanca, kar prispeva k pojavu skupne kopeli, kjer je staljena kovina. V večini primerov se ta rešitev uporablja pri ročnem varjenju kovin. Poleg številnih prednosti, ki jih predstavljata vsestranskost in enostavnost uporabe, električno varjenje označuje slabosti.
Prednosti in slabosti ročnega varjenja
Če nameravate kupiti opremo za varjenje, bodite pozorni na dejstvo, da so stroški takšnih izdelkov neposredno odvisni od možnosti in funkcionalnosti. Med glavnimi funkcijami, ki so na voljo v modelih ročnega tipa, dodelite naslednje:
 Možnost varjenja v vseh prostorskih smereh.
Možnost varjenja v vseh prostorskih smereh.- Varjenje elementov na težko dostopnih mestih.
- Sposobnost hitrega spreminjanja varjenega materiala.
- Predelava različnih vrst jekla, ki je posledica prisotnosti širokega nabora proizvedenih elektrod.
- Enostaven za vzdrževanje in delovanje. Vsaka taka oseba lahko obvladuje takšno opremo.
- Enostaven prevoz. Zaradi kompaktnih dimenzij se te naprave zelo enostavno prenašajo.
Kar se tiče slabosti, jih predstavljajo naslednji minusi:
- Številni škodljivi pogoji, ki nastanejo pri varjenju.
- Verjetnost slabe kakovosti končnega izdelka v primeru nezadostne usposobljenosti operaterja.
- Nizka učinkovitost in relativno nizka učinkovitost, če primerjate sistem z drugimi rešitvami varjenja.
Če se vprašanju proučevanja določenih veščin lotite odgovorno, boste lahko uspešno izvedli številne pomembne dogodke za vašo dacho, garažo ali hišo. Ko boste razumeli osnovna načela tehnologije obločne varjenja, se bo to odprlo široko polje, da boste spoznali svojo domišljijo.
Arc električnega varjenja
 Po skrbni študiji prednosti in slabosti ročne opreme za varjenje lahko greste na pregled električnih naprav. Preden je vzbujan lok, se varilnik dotakne konice kovinske elektrode s konico elektrode, pri čemer je konica izključena 3 mm. Tako se začne vžig loka, pri čemer se enakomerna dolžina vzdržuje s postopnim zniževanjem same elektrode do obsega njenega taljenja. Pomembno je, da se pred oblikovanjem loka čas, da pokrijete obraz s ščitom. Druga metoda za vžig loka je nositi konico elektrode nad površino obdelovanca, po kateri jo je treba odvzeti za kratko razdaljo.
Po skrbni študiji prednosti in slabosti ročne opreme za varjenje lahko greste na pregled električnih naprav. Preden je vzbujan lok, se varilnik dotakne konice kovinske elektrode s konico elektrode, pri čemer je konica izključena 3 mm. Tako se začne vžig loka, pri čemer se enakomerna dolžina vzdržuje s postopnim zniževanjem same elektrode do obsega njenega taljenja. Pomembno je, da se pred oblikovanjem loka čas, da pokrijete obraz s ščitom. Druga metoda za vžig loka je nositi konico elektrode nad površino obdelovanca, po kateri jo je treba odvzeti za kratko razdaljo.
Lupo držite čim krajše. Znano je, da kratek lok zmanjša količino drobnih kapljic, poleg tega, v takem primeru je taljenje elektroda izvedemo v prosti hitrostjo, ki zagotavlja nemoteno isker gredjo. V tem primeru globina penetracije postane čim večja.
Če ročni stroj ne more proizvajati določene globine, se elektroda začne taliti in oksidirati, kar vodi k njegovi razširitvi. Zaradi tega je šiv neenakomeren in vsebuje veliko število oksidov.
Morate razumeti, da je dolžina loka pod nadzorom zvoka, ki se pojavi pri peki. Električni lok z določeno dolžino proizvaja enoten zvok v enem tonu. Če je ta del predolg, ton postane zelo oster, včasih pa ga spremljajo tudi glasni klapi. Če iz nekega razloga, prelom v loku, ga je treba ponovno napolniti in skrbno piti potop na mestu pečine. Potem lahko nadaljujete varjenje šiva.
 Če je potrebno zvariti najpomembnejše kraje, ki bodo izpostavljeni določeni "utrujenosti" in različnim obremenitvam, se lok prižge izključno izven območja šiva. Če tega priporočila ne sledi, ne izgine nastajanja "opeklin" površine, kar bo vodilo k nadaljnjemu uničenju tega območja.
Če je potrebno zvariti najpomembnejše kraje, ki bodo izpostavljeni določeni "utrujenosti" in različnim obremenitvam, se lok prižge izključno izven območja šiva. Če tega priporočila ne sledi, ne izgine nastajanja "opeklin" površine, kar bo vodilo k nadaljnjemu uničenju tega območja.
Raven usposobljenosti in izkušnje varilca igrajo pomembno vlogo pri tem, kako spretno vžig in poznejši nadzor dolžine obloka.
Konec koncev, bolj uspešno se ohranja dolžina, višja je kakovost šivov in s tem tudi moč samega sklepa. Pomembno je, da se naučimo, kako pravilno ravnati z elektrodo tako, da jo premikamo vzdolž linije prekrivajočega šiva, da pritrdimo določeno obliko.
Varilni način varjenja
Kar zadeva dimenzije nastalega zvara, niso odvisne od funkcij, kot so tip:
- kotni.
- rit.
- Drugo.
 Glavna značilnost šiva - koeficient njegove oblike pri kuhanju. To je razmerje širine šiva do globine. Pri modelih ročnega tipa obstaja možnost spreminjanja tega indikatorja v širokem razponu. Če se zmanjša širina zvara, se bo ta koeficient bistveno spremenil. Po drugi strani pa povečanje globine taljenja zmanjša širino ali obratno.
Glavna značilnost šiva - koeficient njegove oblike pri kuhanju. To je razmerje širine šiva do globine. Pri modelih ročnega tipa obstaja možnost spreminjanja tega indikatorja v širokem razponu. Če se zmanjša širina zvara, se bo ta koeficient bistveno spremenil. Po drugi strani pa povečanje globine taljenja zmanjša širino ali obratno.
Pomemben parameter varjenja je moč toka, ker njeno povečanje zviša globino taljenja, zmanjšanje pa se zmanjša. Morate razumeti, da gosto kovinsko prazno mesto daje visoke vrednosti na določeni trenutni ravni, vendar širina varjenega šiva ostaja enaka. Poseben učinek je pripisan tipu toka. Uporaba tehnologij s konstantnim električnim tokom zmanjšuje šiv. To je še posebej opazno pri uporabi visokonapetostnih vrednosti (od 30 V). Omenjeno je, da ročni varilni stroji zahtevajo elektrode z različnimi premeri.
Manj takšnih elementov se uporablja, manjša je mobilnost gorilnika, ki povečuje globino taljenja, a zmanjša širino šiva. Zaradi tega vsako zmanjšanje premera elektrode povzroči zvišanje globine zvara.
Drug pomemben parameter je napetost loka. Čeprav to ne vpliva na globino taljenja, širina varilnega šiva se znatno spremeni.
Ko se napetost poveča, se celotna širina zvarnega šiva poveča. Če se indikator zmanjša, se širina zmanjša. Ta pristop je našel uporabo v avtomatiziranih rešitvah, kjer je treba v procesu površin spremeniti širino šiva. Res je, da z ročnim varjenjem nivo napetosti ne odstopa veliko in se razlikuje v območju 18-22 V. V tem primeru širina varilnega šiva ostaja praktično nespremenjena. Za preučevanje osnovnih razredov in načela tehnologije je potrebno veliko truda.
Kako se naučiti osnove mojstrstva
 Ni težko se naučiti osnovnih podrobnosti ravnanja z ročnim varjenjem. Trenutno lahko za to najdete veliko podrobnih materialnih in video tutorialov, ki so prosto dostopni. Vendar, če nameravate razumeti globlje odvečnosti, boste morali zaloge z resnimi viri informacij, ki so na voljo v različnih priročnikih in dodatnih navodilih.
Ni težko se naučiti osnovnih podrobnosti ravnanja z ročnim varjenjem. Trenutno lahko za to najdete veliko podrobnih materialnih in video tutorialov, ki so prosto dostopni. Vendar, če nameravate razumeti globlje odvečnosti, boste morali zaloge z resnimi viri informacij, ki so na voljo v različnih priročnikih in dodatnih navodilih.
Če ste začetnik in šele začnete razumeti plodove te veščine, začnite z elektrodami s premerom 3 mm, saj so najbolj priljubljeni. Modeli so tanjši, namenjeni za kuhanje tankih kovin, in debelejši izdelki potrebujejo močan aparat. Slaba naprava se preprosto ne spopada z nalogo in ne daje pričakovane uspešnosti za uspešno delo.
Pri nakupu varilnega stroja bodite pripravljeni porabiti dovolj časa in truda za razumevanje vseh osnov električnega ali ročnega varjenja. V tem primeru boste odkrili velike priložnosti za praktično uporabo opreme v gospodinjski gradnji, pri popravilu vrtnih pripomočkov, montažo in demontažo kovinskih konstrukcij in na številnih drugih področjih dnevnih dejavnosti.
Če pravilno pristopite k usposabljanju, lahko hitro in učinkovito preučite novo panogo, ki ima teoretične in praktične spretnosti za produktivno delo s kovinskimi obdelovanci.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo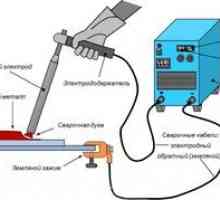 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti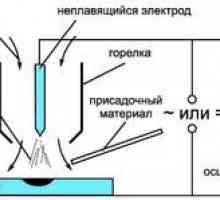 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Varjenje elektrode, kako kuhati začetnike pravilno
Varjenje elektrode, kako kuhati začetnike pravilno Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Opis različnih vrst varjenja in njihovih lastnosti
Opis različnih vrst varjenja in njihovih lastnosti Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja