Elektrode za kontaktno varjenje
 Elektrode za kontaktno varjenje so namenjene za oskrbo električnega toka z elementi, njihovo stiskanje in odstranitev nastajajoče toplote. Ta podrobnost je ena najpomembnejših v opremi, saj je oblika vozlišča odvisna od njegove oblike. Stabilnost elektrode določa stopnjo varjenja in trajanje neprekinjenega delovanja. Elektrode so zasidrane in usmerjene. Izdelava neposrednih tipskih elementov je urejena v standardu GOST 14111-77.
Elektrode za kontaktno varjenje so namenjene za oskrbo električnega toka z elementi, njihovo stiskanje in odstranitev nastajajoče toplote. Ta podrobnost je ena najpomembnejših v opremi, saj je oblika vozlišča odvisna od njegove oblike. Stabilnost elektrode določa stopnjo varjenja in trajanje neprekinjenega delovanja. Elektrode so zasidrane in usmerjene. Izdelava neposrednih tipskih elementov je urejena v standardu GOST 14111-77.
Zgoraj opisane podrobnosti označujejo dejstvo, da je njihova os glede na stožec (pristajalna površina) premaknjena. Uporabljajo se za varjenje vozlov in elementov nelagodne oblike, ki jih je težko doseči.
Značilnosti oblikovanja
Elektrode za kontaktno varjenje vključujejo cilindrični del, delovni in pristanek. V notranji votlini elementa je poseben kanal, ki je namenjen za oskrbo z vodo za hlajenje električnega držala.
Delovni del ima sferično ali ravno površino. Njegov premer je izbran v skladu z debelino predelanih proizvodov in uporabljenim materialom. Moč elektrode je na sredini.
Del pristanka mora biti stožčaste oblike, tako da je del varno pritrjen na električnem držalu. Njegovo zdravljenje mora potekati s čistostjo najmanj 7.
Na lastnosti po meri dela vpliva razdalja od samega dna hladilnega kanala do delovnega roba: življenjska doba, stabilnost itd. Če je ta razdalja majhna, bo hlajenje elementa veliko učinkovitejše, vendar bo lahko preneslo veliko manjše število regrindings.
Vbodi na osnovi molibdena in volframa so nameščeni znotraj bakrenih delov. Izdelani na ta način se uporabljajo za varjenje eloksiranega ali pocinkanega jekla.
Proizvodni materiali
 Stabilnost elektrod je zmožnost elementov, da ne izgubijo oblike in dimenzij, prav tako pa tudi, da preprečijo prenos materiala varjenih elementov in elektrod. Ta indikator določi material in oblika varilne elektrode ter pogoji in način delovanja. Amortizacija delov je odvisna od značilnosti delovnega orodja (kot delovne površine, premera, materiala itd.). Zaščita, prekomerno ogrevanje, oksidacija med delovanjem elektrode v korozivnem in / ali vlažnem okolju, premikanje ali neskladje, deformacija stiskanja in drugi dejavniki znatno povečajo obrabo delovnih elementov.
Stabilnost elektrod je zmožnost elementov, da ne izgubijo oblike in dimenzij, prav tako pa tudi, da preprečijo prenos materiala varjenih elementov in elektrod. Ta indikator določi material in oblika varilne elektrode ter pogoji in način delovanja. Amortizacija delov je odvisna od značilnosti delovnega orodja (kot delovne površine, premera, materiala itd.). Zaščita, prekomerno ogrevanje, oksidacija med delovanjem elektrode v korozivnem in / ali vlažnem okolju, premikanje ali neskladje, deformacija stiskanja in drugi dejavniki znatno povečajo obrabo delovnih elementov.
Material orodja je treba izbrati v skladu z naslednjimi pravili:
- Njena raven električne prevodnosti bi morala biti primerljiva s čistim bakrom;
- Učinkovita toplotna prevodnost;
- Visoka stopnja mehanske odpornosti;
- Enostavnost obdelave z rezanjem ali visokim pritiskom;
- Odpornost na ciklično segrevanje.
V primerjavi z absolutno njegove zlitine imajo večjo odpornost na mehanske načrta tovorov, ker je narejen iz bakrovih zlitin se uporabljajo za take proizvode. Doping izdelkov cinka, berilij, krom, magnezij, cirkonij, ne zmanjša električno zmogljivost prevodnosti, vendar bistveno poveča trdnost in silicij, železo in nikelj, da poveča svojo trdoto.
Izbira
Med izbiro primernih elektrod za točkovno varjenje je treba posebno pozornost posvetiti dimenzijam in obliki delovnega elementa izdelka. Upoštevati je treba tudi značilnosti predelanega materiala, njegovo debelino, obliko varilnih sklopov in režim varjenja.
Orodje za kontaktno varjenje ima različne delovne površine:
- Stanovanje;
- Spherical.
 Izdelki, ki imajo sferično delovno površino, niso posebej občutljivi na poševnike, ker se pogosto uporabljajo v visečih in radialnih instalacijah, pa tudi pri kovinskih elektrodah z deformacijo. Proizvajalci iz Ruske federacije svetujejo tovrstne elektrode za obdelavo lahkih zlitin, saj preprečujejo nastanek podrezov in udrtin pri varjenju na kraju samem. Vendar pa je ta problem mogoče preprečiti tudi pri uporabi ploskih elektrod, katerih konec je povečan. Elektrode, opremljene s tečaji, lahko zamenjajo tudi elektrode sferičnega tipa, vendar so priporočljive za varjenje kovinskih listov, katerih debelina ne presega ene in pol milimetrov.
Izdelki, ki imajo sferično delovno površino, niso posebej občutljivi na poševnike, ker se pogosto uporabljajo v visečih in radialnih instalacijah, pa tudi pri kovinskih elektrodah z deformacijo. Proizvajalci iz Ruske federacije svetujejo tovrstne elektrode za obdelavo lahkih zlitin, saj preprečujejo nastanek podrezov in udrtin pri varjenju na kraju samem. Vendar pa je ta problem mogoče preprečiti tudi pri uporabi ploskih elektrod, katerih konec je povečan. Elektrode, opremljene s tečaji, lahko zamenjajo tudi elektrode sferičnega tipa, vendar so priporočljive za varjenje kovinskih listov, katerih debelina ne presega ene in pol milimetrov.
Dimenzije delovnega elementa orodja so izbrana glede na vrsto in debelino obdelanih materialov. Rezultati študije, ki so jih izvedli strokovnjaki francoske družbe ARO, so pokazali, da se potrebni premer lahko izračuna po naslednji formuli:
del = 3 mm + 2 t, pri čemer je "t" debelina listov, ki jih je treba variti.
 Težje je izračunati potrebni premer orodja z neenakomerno debelino pločevine, varjenje različnih materialov in varjenje celotnega "paketa" elementov. Jasno je, da je treba za delo z deli različnih debelin izbrati premer izdelka glede na najtanjši kovinski list.
Težje je izračunati potrebni premer orodja z neenakomerno debelino pločevine, varjenje različnih materialov in varjenje celotnega "paketa" elementov. Jasno je, da je treba za delo z deli različnih debelin izbrati premer izdelka glede na najtanjši kovinski list.
Pri varjenju sklopov elementov je treba izbrati premer, ki ga usmerja debelina zunanjih elementov. Za varjenje materialov različnih vrst ima najmanjši prodor kovinsko zlitino z minimalno električno upornostjo. V tem primeru je treba uporabiti napravo iz materiala s povečano toplotno prevodnostjo.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo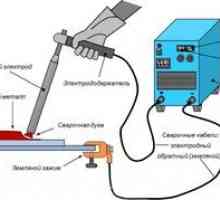 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje
Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje Vrste in značilnosti naprav za kontaktno varjenje
Vrste in značilnosti naprav za kontaktno varjenje Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje volframove elektrode in klasifikacija materialov
Varjenje volframove elektrode in klasifikacija materialov Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Tehnične značilnosti elektrod ok-46
Tehnične značilnosti elektrod ok-46 Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Oprema za samozaporno varjenje
Oprema za samozaporno varjenje Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami
Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami Tehnične značilnosti mrd3 elektrod
Tehnične značilnosti mrd3 elektrod Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Volframove elektrode blagovne znamke wc 20
Volframove elektrode blagovne znamke wc 20 Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja