Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
 Ruski inženir Nikolaj Gavrilovič Slavjanov
Ruski inženir Nikolaj Gavrilovič Slavjanov
Vsebina
Kovinska elektroda je stopila v proces dela, zato je Slavyanov svojo metodo imenoval "električno litje kovin".
Leta 1927 je sovjetski znanstvenik Dmitrij Antonovich Dulchevsky izpopolnil tehniko, ki je kasneje postal znan avtomatsko obločno varjenje pod plastjo tok.
Avtomatsko varjenje z varjenjem
 Bistvo procesavendar je sestavljen iz naslednjega. Med varjenim izdelkom in koncem varilne žice nastane opeklina. Varilna žica se topi. Ko se postopek taljenja nadaljuje, se novi deli varilne žice napolnijo na mesto varjenja. Žica vstopa v varilno območje bodisi s pomočjo posebnega mehanizma, v tem primeru pa gre za avtomatsko varjenje. Ali pa ročno, v tem primeru pa bo varjenje polavtomatsko.
Bistvo procesavendar je sestavljen iz naslednjega. Med varjenim izdelkom in koncem varilne žice nastane opeklina. Varilna žica se topi. Ko se postopek taljenja nadaljuje, se novi deli varilne žice napolnijo na mesto varjenja. Žica vstopa v varilno območje bodisi s pomočjo posebnega mehanizma, v tem primeru pa gre za avtomatsko varjenje. Ali pa ročno, v tem primeru pa bo varjenje polavtomatsko.
Sama električna loka je zaprta s plastjo fluksa in sežge znotraj plinskega oblaka, ki nastane kot posledica taljenja tega fluksa. Kot posledica tega ni očitnih dejavnikov za oči, kot pri običajnem varjenju.
Zvarljiva kovina in fluks pod vplivom loka talini. V tem primeru stalen fluks tvori zaščitno tekočo folijo, ki preprečuje, da bi bila kovina v stiku s kisikom okoliškega zraka. Znotraj staljenega toka se ne stopi zgolj taljenje zvara, temveč tudi varilna žica.
Vse te staljene kovine so mešani v tako imenovanem varilnem bazenu (majhen prostor, ki je nastal namesto varjenih delov, neposredno pod elektrodo). Ker se električni lok premakne še naprej, se kovina v zvarah postopoma ohladi in postane trdna. Torej se tvori varilni šiv.
Stisnjeni tok se imenuje žlindra. Ta žlindra, kot se strdi, na površini zvarov tvori žlindrsko skorjo, ki jo je mogoče enostavno odstraniti s kovinsko krtačo.
Prednosti varjenja z zaprtim lokom
Obstaja več prednosti:
 Količina toka. Z odprtim lokom, obseg toka ne more presegati 600 amperov. Če je ta vrednost presežena, se kovina zelo močno nabira in kakovostnega zvara ni mogoče dobiti. V primeru zaprtega loka se tok lahko poveča na 4000 amperov. To pa vodi k močnemu izboljšanju kakovosti zvara in znatnemu povečanju hitrosti celotnega procesa.
Količina toka. Z odprtim lokom, obseg toka ne more presegati 600 amperov. Če je ta vrednost presežena, se kovina zelo močno nabira in kakovostnega zvara ni mogoče dobiti. V primeru zaprtega loka se tok lahko poveča na 4000 amperov. To pa vodi k močnemu izboljšanju kakovosti zvara in znatnemu povečanju hitrosti celotnega procesa.- Arc moč. Zaprti lok ima višjo moč. Posledično se med varilnim postopkom zvara zvara na veliko globino. To pa vam omogoča, da ne rezanje robov za varjenje (ena od stopenj predhodne priprave). Odprt lok je sorazmerno tanek in brez predhodnega rezanja robov ni mogoče dobiti dobrih varilnih šivov.
- Produktivnost. S tem izrazom označujemo posnetke šive, na uro delovanja loka. Uporaba fluksa poveča produktivnost varilnega postopka za faktor 10 v primerjavi s tradicionalnim varjenjem.
- Gasni mehurček. Tvorba zaščitnega plinskega mehurčka iz staljenega fluksa vodi do cele vrste pozitivnih rezultatov. Znatno zmanjšana izguba staljene kovine zaradi brizganja in hlapov. To pa vodi k bolj ekonomičnemu porabi žice elektrode. Hkrati se zmanjša skupna poraba električne energije.
Vrste fluksov
Fluksi opravljajo številne zelo pomembne funkcije pri varjenju:
- Osamitev varilne kopeli iz atmosferskega kisika.
- Stabilizacija razelektritve lokov.
- Kemijska reakcija s staljenimi kovinami.
- Doping (izboljšanje lastnosti) zvarjenega sklepa.
- Oblikovanje varilnega šiva.
 Za varjenje nizkolegiranih, legiranih in visoko legiranih jekel, pa tudi za barvne kovine in zlitine se uporabljajo različne vrste fluksov. Odvisno od sestave se razlikujeta visokokvalitetni tokovi, mangan, nizko silicijev dioksid in ne-manganske flukse. Posebna skupina so ti kisline brez fluksov.
Za varjenje nizkolegiranih, legiranih in visoko legiranih jekel, pa tudi za barvne kovine in zlitine se uporabljajo različne vrste fluksov. Odvisno od sestave se razlikujeta visokokvalitetni tokovi, mangan, nizko silicijev dioksid in ne-manganske flukse. Posebna skupina so ti kisline brez fluksov.
Po stopnji zlitja kovine se razlikujeta nevtralni tokovi - praktično ne zlijejo kovine zvara. Nizkolegirana ali topljena. Legiranje ali keramika. Mimogrede so narejene, nato pa se delijo na taljene, keramične in mehanske mešanice.
Glede na kemično strukturo razlikujemo:
- Sol. V svoji sestavi vsebujejo predvsem fluoride in kovinske kloride. Uporabljajo se za varjenje barvnih kovin.
- Oksid. V sestavi prevladujejo kovinski oksidi z majhno vsebnostjo fluoridov. Uporablja se za varjenje nizkolegiranih jekel.
- Mešano. Predstavljajo mešanico oksidnih in solnih tokov. Uporabljajo se za varjenje visokoelegiranih jekel.
Žica za elektrodo
 Zelo vpliva na kakovost varjenega šiva. Ustvarja svoje mehanske parametre. Žica iz elektrode je izdelana iz treh vrst jekla: legirana, nizkoogljična, visoko zlitina. Premeri žice se razlikujejo glede na predvideno uporabo, od 0,2 do 15 mm. Običajno je takšna žica dobavljena v standardnih 80-metrskih tuljavah ali v kasetah.
Zelo vpliva na kakovost varjenega šiva. Ustvarja svoje mehanske parametre. Žica iz elektrode je izdelana iz treh vrst jekla: legirana, nizkoogljična, visoko zlitina. Premeri žice se razlikujejo glede na predvideno uporabo, od 0,2 do 15 mm. Običajno je takšna žica dobavljena v standardnih 80-metrskih tuljavah ali v kasetah.
Treba je opozoriti, da je v procesu dolgega skladiščenja v skladišču žica lahko prekrita s slojem rje. Zato je pred uporabo treba obdelati kraje, ki so pokriti z rjo, kerozinom ali posebno tekočino za odstranjevanje kovinskih oksidov.
Avtomatski varilni načini
 Pri izbiri načina se hkrati upoštevajo več dejavnikov. Ti dejavniki vključujejo debelino varjenih robov, dimenzije bodočega zvara in njegovo geometrijsko obliko, globino taljenja kovin v varilnem območju.
Pri izbiri načina se hkrati upoštevajo več dejavnikov. Ti dejavniki vključujejo debelino varjenih robov, dimenzije bodočega zvara in njegovo geometrijsko obliko, globino taljenja kovin v varilnem območju.
Glede na debelino, ki jo je treba variti, je izbran ustrezen premer žice elektrode. Premer elektrode določa velikost toka. Zato se določi hitrost dovajanja elektrode v varilni prostor in s tem tudi hitrost varjenja.
Žica za kontinuirno varjenje se uporablja za varjenje z varjenjem obloka. Premer od 1 do 7 mm. Tok je lahko v območju od 150-2500 amperov. Napetost obločnice je 20-55 W.
- Trenutna moč in napetost električnega loka. Povečanje jakosti samodejno povzroči povečanje toplotne moči in povečanje tlaka pri varjenju. To vodi do povečanja globine penetracije, hkrati pa praktično ne vpliva na širino zvarnega šiva.
- Povečanje napetostjo obloka, v zameno, vodi k povečanju stopnje loka mobilnost in povečati delež toplotne energije se porabi za taljenje varilni tok. To povečuje širino vara, in njegova globina ne spreminja.
- Premer žice elektrode in hitrost varjenja. Če se vrednost toka ne spremeni, premer žice pa se hkrati poveča, bo to povečalo mobilnost varilnega loka. Posledično se bo širina zvara povečala in globina taljenja kovin se bo zmanjšala. Z naraščajočo hitrostjo varjenja se zmanjša globina taljenja kovin in širina zvarnega šiva. To je posledica dejstva, da se kovina pri večji hitrosti topi v manjših količinah kot pri nizki hitrosti varjenja
- Varilni tok in njegova polariteta. Tip varilni tok in njegova polarnost močno vplivajo na velikost in obliko vara, na podlagi dejstva, da je količina toplote, ki se pojavljajo na anodo in katodo loka močno razlikuje. Ko je enosmerni tok naravnost globina polarnost taljenje zmanjša za 45-55%. Torej, če je potrebno, da dobimo majhno širino šiva, vendar z globoko penetracijo kovine, potem je treba uporabiti konstanten tok varjenje obrnjene polaritete.
- Izvedite elektrodno žico. S povečanjem odstranitve elektrode se stopnja njegovega segrevanja in stopnje taljenja povečata. Zaradi tega se zaradi kovine elektrode poveča volumen zvarnega bazena, kar pa preprečuje taljenje kovin zvara. Posledica tega procesa je zmanjšanje globine penetracije kovine.
- Kot nagiba elektrode. Položaj elektrode pod kotom vodi do dejstva, da se staljena kovina uhaja v varilno območje. Posledično se globina taljenja zmanjša, širina šiva pa se poveča. Položaj elektrode pod kotom nazaj povzroči, da je staljena kovina prisiljena iz varilne cone zaradi delovanja električnega loku. To vodi k dejstvu, da se globina taljenja povečuje, širina šiva pa se zmanjša.
Slabosti metode
Ena od glavnih pomanjkljivosti te metode je visoka tekočnost staljenega toka in kovine v zvarnem bazenu. Kot rezultat, lahko ta metoda varuje samo površine, ki so v strogo vodoravnem položaju ali odstopajo od obzorja za 10-15 stopinj.
 Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika Varilna žica sv-08g2s: značilnosti in sorte
Varilna žica sv-08g2s: značilnosti in sorte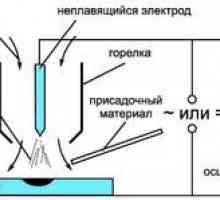 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Izbira varilne žice za polavtomatsko
Izbira varilne žice za polavtomatsko Proizvodnja in uporaba varilnega toka
Proizvodnja in uporaba varilnega toka Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov
Varjenje aluminijskih izdelkov: izbira aparatov, plusov in minusov Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja