Varjenje volframove elektrode in klasifikacija materialov
 Vsak specialist ve, da je treba izdelati argonsko varjenje z uporabo volframovih elektrod, ki jih ni mogoče porabiti.
Vsak specialist ve, da je treba izdelati argonsko varjenje z uporabo volframovih elektrod, ki jih ni mogoče porabiti.
Vsebina
Vzrok za nastanek loka in držanje. Obstaja veliko vrst, ločevanje vsakega pomaga označevanje, ki se uporablja med proizvodnjo.
Značilnosti volframovih palic
 Kličejo se volframove elektrode ognjevzdržna jedra, s pomočjo katerega se tvori električni lok, kar je potrebno, da se taline robov polnila in delov, ki jih je treba variti med varjenjem, talijo. Uporabljajo se predvsem za varjenje argona. Zvarijo različne modele, vključno s cevasto. Za te namene je bil volfram izbran naključno. On je najbolj refraktivna kovina vseh razpoložljivih v naravi.
Kličejo se volframove elektrode ognjevzdržna jedra, s pomočjo katerega se tvori električni lok, kar je potrebno, da se taline robov polnila in delov, ki jih je treba variti med varjenjem, talijo. Uporabljajo se predvsem za varjenje argona. Zvarijo različne modele, vključno s cevasto. Za te namene je bil volfram izbran naključno. On je najbolj refraktivna kovina vseh razpoložljivih v naravi.
GOST določa vse zahteve za označevanje volframovih palic. To jim omogoča, da se pripisujejo določeni vrsti (ne glede na to, v kateri državi se proizvajajo). V skladu z zahtevami mora oznaka poleg vrste izdelka vsebovati tudi sestavo materiala.
Takšne elektrode lahko določimo s prvo črko "W", ki je vključena v oznako. Večina teh palic vsebuje majhen delež legirnih dodatkov. Omogočajo podaljšanje življenjske dobe izdelka in izboljšanje tehničnih lastnosti izdelka. Druga črka v oznaki označuje obliko dopanta.
Doping aditivi so naslednje vrste:
- "C" - cerijev oksid. Elektrode iz volframa, ki vsebujejo ta dodatek, so univerzalne. Uporabljajo se za varjenje s katerimkoli tokovnim, tudi pri majhnih vrednostih, ki jih podpirajo pri stabilnem obločenju lukenj;
- "Z" - cirkonijev oksid. Elektrode, ki vključujejo cirkonijev oksid, se uporabljajo za AC varjenje. Z njimi je smiselno zagotoviti, da v zvarnem bazenu ni kapljic kontaminantov. Lupo, ki ga tvorijo takšne palice, je značilno visoka moč in stabilnost. V primerjavi z drugimi izdelki volframove elektrode, ki vsebujejo cirkonijev oksid, lahko prenesejo znatne tokovne obremenitve;
- "L" - lantanov oksid. Izdelki s tem dodatkom zagotavljajo visoko stabilnost in enostaven vžig varilnega loka ter ponavljajoče hitro vžiganje. Ko se uporabljajo, se močno poveča obratovalni tok in zmanjša nevarnost ožiganja povezanih elementov. Takšne elektrode so trajne. V primerjavi z izdelki, izdelanimi iz čistega volframa, onesnažujejo varilni bazen manj;
- "E" je torijev oksid. Elektrode s tem dodatkom so zelo priljubljene. In vse zaradi svojih vrlin. Takšni izdelki se najpogosteje uporabljajo za povezovanje elementov iz nerjavečega jekla, ki se izvajajo na stalnem toku. Pri ostrenju in varjenju v zaprtem prostoru mora biti delovno mesto opremljeno z izpušnim prezračevanjem. In vse zaradi dejstva, da je torij radioaktivna kovina, prah in dim lahko negativno vplivajo na človeško telo. In pri varjenju elementov na izmenični tok, lok lahko skoči vzdolž projekcijskih površin. Ta dejavnik poslabša kakovost povezave;
- Y-itrij. Ti izdelki so najbolj trpežni. Zaradi tega se uporabljajo za varjenje posebej pomembnih struktur. Varjenje se izvaja z enosmernim tokom;
- "P" - čisti volfram. Če je ta oznaka na etiketi, to pomeni, da je izdelek 99,5% narejen iz čistega volframa. Elektrode volframa brez dodatkov zagotavljajo stabilnost obloka pri varjenju z izmeničnim tokom. Uporabljajo se za argonsko varjenje aluminijastih elementov.
 Da bi specialist dobil podrobnejše podatke o volframovih elektrodah, so v oznaki tudi številke.
Da bi specialist dobil podrobnejše podatke o volframovih elektrodah, so v oznaki tudi številke.
Prve številke po črkah kažejo točen odstotek dopanta. Na primer, številka 15 kaže, da sestavek vsebuje 1,5% dopanta. Druge številke, ki so ločene od prvega s črko, označujejo dolžino izdelka v milimetrih.
Najpogostejša dolžina je 175 milimetrov. Vendar je dolžina elektrod lahko 50, 75 ali 150 milimetrov. Deli z različnimi geometrijskimi parametri so varjeni z volframovimi elektrodami različnih presekov. Vrednost prereza je lahko 1 - 1,6 - 2 - 2,4 - 3 - 3,2 - 4,8 - 5,6 - 6,4 milimetrov.
Da bi lahko na kratko ugotovili, zakaj se elektroda uporablja za katero vrsto elektrode, so kraji različnih blagovnih znamk barvani v določenih barvah.
Pomen barv, v katerih so obarvane elektrode:
- Temno modra. Elektrode WY-20. Vsebuje 2% itrija.
- Oranžna WT-40. V sestavi vsebuje 4% torijevega oksida.
- Purple - WT-30, sestavljen iz 3% torijevega oksida.
- Red WT-20 vsebuje 20% torijevega oksida.
- Rumeni WT-10 vsebuje 10% torijevega oksida.
- Bela WZ-8 ima v svoji sestavi 0,8% cirkonijevega oksida.
- Modri WL-20 ima 2% lantanovega oksida.
- Črna WL-10. Vsebujejo 1% lantanovega oksida.
- Zlato elektrode razreda WL-15 so obogatene z 1,5% lantanovim oksidom.
- Sivi WC-20. Vsebujejo 2% ceri.
- Zelena pomeni čisti volfram. Poimenuje jo WP.
Področja uporabe elektrod
Posebne značilnosti volframovih elektrod določajo njihovo področje uporabe.
WP z zelenim vrhom
 Te elektrode, ki so izdelane iz čistega volframa, se uporabljajo za argonsko varjenje z izmeničnim tokom. Proizvajajo argonsko obločno varjenje elementov iz niklja, magnezija in njihovih zlitin, aluminijeve bronze (zlitine bakra in aluminija) in čistega aluminija. Značilnosti teh elektrod so:
Te elektrode, ki so izdelane iz čistega volframa, se uporabljajo za argonsko varjenje z izmeničnim tokom. Proizvajajo argonsko obločno varjenje elementov iz niklja, magnezija in njihovih zlitin, aluminijeve bronze (zlitine bakra in aluminija) in čistega aluminija. Značilnosti teh elektrod so:
- Za zdravje ljudi je varno.
- Veliko tokovno obremenitev je težko prenašati.
- Kratka življenjska doba.
- Požar se vžge.
WZ-20 s sivim vrhom
Te elektrode se uporabljajo tudi pri varjenju argona. Zahvaljujoč njih je mogoče zvariti dele iz visoko legiranega jekla, visoko talilnih kovin (tantal, molibden in drugi), titana, niklja, bakra in njihovih zlitin. Varjenje se izvaja s konstantnim tokom, ki je povezano z ravno črto.
Posebne značilnosti so:
- Varnost za zdravje ljudi.
- Dobre tokovne obremenitve dobro prenašajo.
- Življenjska doba je dolga.
- Dobro vžiganje loka.
WL z modrim vrhom
Žice znamke WL-10, 15, 20 so namenjene za izvedbo del na neposrednem ali izmeničnem toku. Priključijo lahko majhne elemente iz visoko legiranih in navadnih jekel ter plazemsko varjenje in razprševanje.
Značilnosti:
- Za osebo je varno.
- Tokovne obremenitve se dobro prenesejo.
- Življenjska doba je dolga.
- Vžig loka je zadovoljiv.
WZ z belim vrhom
Te vejice se uporabljajo za varjenje v argonskem mediju z izmeničnim tokom. Z je njihova uporaba izvedemo argon-obločno varjenje elementov iz niklja, magnezija in njihovih zlitin, kot tudi aluminijevih zlitin in mednoalyuminievyh.
Značilnosti:
- Za osebo je popolnoma varna.
- Tokovna obremenitev se dobro izvaja.
- Življenjska doba je dolga.
- Varilni lok luči zadovoljivo.
WT-20 z rdečim vrhom
Izdelki s takšnimi oznakami se uporabljajo za varjenje argonskega loka na enosmerni tok. Izdelujejo varjene izdelke iz titana, niklja, bakra in njihovih zlitin, kot tudi visokotemperaturnih kovin in visoko legiranih jekel.
Posebne lastnosti:
- Za zdravje so nevarne.
- Trenutne pomembne obremenitve se prenesejo popolnoma.
- Življenjska doba je precej dolga.
- Varilni lok dobro zasveti.
Volframove elektrode, ki vsebujejo torij, vključujejo WT-30 in WT-40. Toda zaradi dejstva, da vsebujejo znatno količino radioaktivnega elementa, ni priporočljivo, da ga uporabljamo za delo. Njihove hlape so škodljive za zdravje ljudi in okolje.
Merila za izbiro volframovih elektrod
 Pri izbiri elektrod volframa se morate osredotočiti na naslednje parametre:
Pri izbiri elektrod volframa se morate osredotočiti na naslednje parametre:
- Kakovost ostrenja.
- Geometrija točke, ki določa številne značilnosti varilnega procesa.
- Premer, ki vpliva na debelino zvara, ki se tvori.
- Prisotnost legirnih dodatkov, kemična sestava in vrsta elektrode.
Pomemben vpliv na izbiro elektrode določene blagovne znamke so značilnosti povezanih elementov: sestava materiala, dimenzije in drugi. Če izberete, se lahko obrnete na lastne izkušnje ali referenčne materiale.
Metode in značilnosti ostrenja
 Pomemben parameter je ostrenje volframovih elektrod. Posebno pozornost je treba nameniti temu. Takšne pomembne značilnosti kot porazdelitev energije, ki jo brušenje preide na kovino priključenega elementa in tlak varilnega loka, je odvisno od oblike elektrod za mletje. Zaradi tega je širina in globina varjenega šiva, pa tudi dimenzije območja penetriranja materiala, ki ga je potrebno vezati, odvisna od tega, kako je elektroda ozemljena.
Pomemben parameter je ostrenje volframovih elektrod. Posebno pozornost je treba nameniti temu. Takšne pomembne značilnosti kot porazdelitev energije, ki jo brušenje preide na kovino priključenega elementa in tlak varilnega loka, je odvisno od oblike elektrod za mletje. Zaradi tega je širina in globina varjenega šiva, pa tudi dimenzije območja penetriranja materiala, ki ga je potrebno vezati, odvisna od tega, kako je elektroda ozemljena.
Odvisno od parametrov povezanih elementov in tipa elektrode, ki je izbran za varjenje elementov, je izbrana oblika ostrenja delovnega konca volframove elektrode.
Za elektrode z oznakami WL-10, 15, 20 in WP uporablja ostrenje sferično obliko, ker ni tako močna termična obremenitev. In na koncu oznake elektrode WT-20 naredi rahlo izboklino. Vrsta varjenega toka, ki se uporablja, vpliva tudi na obliko brušenja.
Ostrenje elektrod neplaščenje lahko proizvede:
- Kemikalije.
- Avtomatsko strojno orodje.
- Brusilni stroj.
- Posebni stroji za honanje elektrod iz volframa.
 Za določitev dolžine mletja morate pomnožiti premer palice za 2,5. Vrednost, pridobljena v milimetrih, je dolžina površine, ki jo je treba obogatiti. Težje je vzdržati optimalni kot ostrenja. Na podlagi GOST je treba volframove elektrode izostriti tako, da je kot konusa približno 28-30 stopinj.
Za določitev dolžine mletja morate pomnožiti premer palice za 2,5. Vrednost, pridobljena v milimetrih, je dolžina površine, ki jo je treba obogatiti. Težje je vzdržati optimalni kot ostrenja. Na podlagi GOST je treba volframove elektrode izostriti tako, da je kot konusa približno 28-30 stopinj.
V zvezi z optimalnim kotom ostrenja se spore nadaljujejo do danes. Konec koncev, če je kot 17 stopinj, potem lahko dobite kakovostno prov. Pri delu z nosilnimi strukturami in debelimi kovinami je to zelo pomembno.
Toda stabilizira se kot 60 stopinj. Proces varjenja je enostavnejši in hitrejši, a penetracija se zmanjša.
Ni zelo zapleten je postopek ročnega ostrenja, vendar je zelo težko, v tem primeru, da ohranijo svojo vrednost v sprejemljivem območju. Najbolj natančne rezultate dobimo, če je palica vpeta v vpenjalno glavo in ostrenju pri nizki mlinček hitrosti ali papirjem.
Da bi se izognili napakam, lahko kupite posebno opremo za brušenje. Z njim lahko dosežete idealno brušenje. Sestavne dele te opreme so: krmilnik ostrenje kota in hitrosti, diamantno rezilo in motor.
Pri ročnem ostrenju se lahko pojavijo naslednje napake:
- Tveganja so luknjičasta.
- Droben kot ostrenja. To zmanjša zvara.
- Močno oster kot. Elektroda, izdelana iz volframa, se začne hitro topiti.
- Ostrenje je asimetrično. Premik varilnega loka je nenadzorovan.
- Širina je manj ali večja od norme. Prekoračitev šiva se zmanjša.
Kot je razvidno iz zgornjega, ostrenje vpliva na številne faktorje varjenja. Zaradi tega ne smemo zanemariti njegove kakovosti. Smiselno je kupiti ostrenje stroj, če imate veliko časa delajo z TIG varjenje. Če pogosto ne varite dela, ga lahko strokovnjak izostri.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo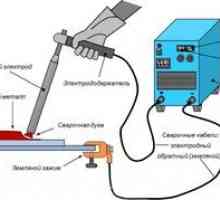 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti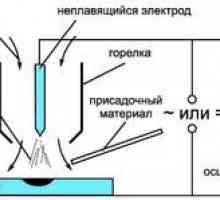 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Tehnične značilnosti elektrod ok-46
Tehnične značilnosti elektrod ok-46 Volfram: proizvodnja in uporaba
Volfram: proizvodnja in uporaba Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Volframove elektrode blagovne znamke wc 20
Volframove elektrode blagovne znamke wc 20 Varjenje avtomobilskih diskov z argonom
Varjenje avtomobilskih diskov z argonom Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki
Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki