Značilnosti metode varjenja argona, njegove prednosti in slabosti
 Če je potrebno, oblikovanje trajno povezavo delov iz nerjavečega jekla, titana, jeklo, baker, aluminij in drugih barvnih kovin in njihovih zlitin pogosto zatekajo k varjenje argon, kar predstavlja dokaj težavno poseben postopek. Argon varjenje združuje znake plinske in električne obločne varjenja. Z je ta postopek integriran s tem nujno treba uporabiti električno obločno varjenje s plinom kot skupno uporabo plina -za in številnih tehnoloških metod tvori trajno povezavo.
Če je potrebno, oblikovanje trajno povezavo delov iz nerjavečega jekla, titana, jeklo, baker, aluminij in drugih barvnih kovin in njihovih zlitin pogosto zatekajo k varjenje argon, kar predstavlja dokaj težavno poseben postopek. Argon varjenje združuje znake plinske in električne obločne varjenja. Z je ta postopek integriran s tem nujno treba uporabiti električno obločno varjenje s plinom kot skupno uporabo plina -za in številnih tehnoloških metod tvori trajno povezavo.
Načela varjenja argona
 Tališča priključeni elementi in polnilni material, s pomočjo katerih se oblikuje varjen spoj, je zagotovljena zaradi visoke temperature, ki nastane med sežiganjem električnega loka. Argon izvaja zaščitne funkcije.
Tališča priključeni elementi in polnilni material, s pomočjo katerih se oblikuje varjen spoj, je zagotovljena zaradi visoke temperature, ki nastane med sežiganjem električnega loka. Argon izvaja zaščitne funkcije.
Varilni večino neželeznih kovin in njihovih zlitin, in jeklene zlitine ima značilnosti, ki ležijo tem, da v staljenem stanju, z reakcijo s kisikom in druge sestavine v okoliškem zraku, je aktivna oksidacija teh kovin. To dejstvo negativno vpliva na kakovost nastalega zvara, ki je na koncu zavije nestabilen, s pore v strukturi - zračnimi mehurčki, bistveno oslabi povezavo. Še huje, aluminij, ki se talini med varjenjem, vpliva na zunanji zrak. Pod vplivom kisika iz okoliškega prostora začne pekoč kovina.
Najboljši način zaščite območja Oblikovana povezava za varjenje barvnih kovin in legiranih jekel je uporaba argona. Značilnosti tega plina pojasnjujejo visoko učinkovitost uporabe tega plina:
- Argon je 38% težji od zraka.
- Plin zlahka prestavlja zrak iz varilnega območja, kar zagotavlja zanesljivo zaščito.
- Inertni plin praktično ne reagira s staljeno kovino in drugimi plini v obločno varilni coni.
- Pri varjenju z argonom na obratni polarnosti je treba upoštevati, da se elektroni iz atomov plinov zlahka ločijo, katerega pretok pretvori plinski medij v prevodno plazmo.
Varjenje v argonu se izvede z uporabo talilnih in neporabljivih elektrod. Premer volframovih palic je izbran glede na imenike v skladu z značilnostmi delov, ki jih je treba povezati.
Vrste:
- Ročno. Izvaja volframova elektroda, ki se ne porablja (RAD).
- Samodejno v mediju argona z elektrodami, ki jih ni mogoče porabiti (AMA).
- Samodejno v mediju argona s talilnimi elektrodami (AADD).
V skladu z mednarodno klasifikacijo je naprava za varjenje argona ali varjenje z elektrodo iz volframa v inertnih plinih označena kot TIG (Tungsten Inert Gas).
Glavne značilnosti
 Delovni element varilnega aparata je gorilnik. V osrednjem delu vstavite volframovo elektrodo s polmerom 2-5 mm. V gorilniku je elektroda pritrjena s posebnim držalom, v katerega se lahko vstavi volfram. Za oskrbo z zaščitnim plinom je gorilnik opremljen s keramično šobo. Šiv je tvorjen s polnilno žico, katere sestava mora ustrezati sestavi kovin zvara.
Delovni element varilnega aparata je gorilnik. V osrednjem delu vstavite volframovo elektrodo s polmerom 2-5 mm. V gorilniku je elektroda pritrjena s posebnim držalom, v katerega se lahko vstavi volfram. Za oskrbo z zaščitnim plinom je gorilnik opremljen s keramično šobo. Šiv je tvorjen s polnilno žico, katere sestava mora ustrezati sestavi kovin zvara.
Glavne faze varjenja z uporabo volframove elektrode:
 Površine spojenih delov so temeljito očiščene iz umazanije, sledi masti in olja ter oksidnega filma. Čiščenje je obvezno in ga je mogoče izvesti mehanično ali s pomočjo kemikalij.
Površine spojenih delov so temeljito očiščene iz umazanije, sledi masti in olja ter oksidnega filma. Čiščenje je obvezno in ga je mogoče izvesti mehanično ali s pomočjo kemikalij.- Povežite priključene dele na "maso", ki se izvaja neposredno (v primeru velikih dimenzij) in skozi kovinsko površino delovne mize. Polnilni kabel se napolni ločeno in ni vključen v varilni krogotok.
- Aparat nastavi jakost. Ta parameter je izbran glede na značilnosti delov, ki jih je treba povezati.
- Po vklopu toka se gorilnik z elektrodo približuje varjenim delovam čim bližje in brez stika s površinami. Največja razdalja med položajem gorilnika od priključenih obdelovancev (odporna na varjenje) je 2 mm. Držanje elektrode na tej razdalji omogoča, da se taljeni deli dobro stopijo in dobijo gladek šiv.
- Vklop zaščitnega plina se vklopi vnaprej - 15-20 sekund. pred varjenjem. Napajanje argona se po 5-10 sekundah izklopi. po koncu varjenja.
- Gorilnik in polnilna žica se počasi poganjata le vzdolž oblikovanega šiva brez prečnih vibracij. Polnilni kabel, ki je nameščen pred gorilnikom, se gladko vstavi v območje loka. Zaradi nenadnih gibanj je staljena kovina močno razpršena.
- Med varjenjem se lok vžge, elektroda pa se ne sme dotikati površin, ki jih je treba povezati. To pravilo je treba upoštevati, ker je ionizacijski potencial argona izjemno visok, kar preprečuje učinkovito uporabo iskre od dotikanja elektrode, da jo spustimo. Ko talilna elektroda dotakne dele, ki jih je treba priključiti, se pojavijo kovinski pari, katerih ionizacijski potencial je veliko nižji v primerjavi z argonom, kar poenostavlja postopek vžiga loka. Če volframova elektroda dotakne površino priključenih delov, se loka umazanija in je varjenje težavno.
Za vžig loka se uporablja oscilator, ki pretvarja tok, ki prihaja iz omrežja z navadnimi parametri na visokofrekvenčne impulze z napetostjo 2000-6000 V in trenutno frekvenco 150-500 Hz. Takšni impulzi omogočajo vžig električnega loka brez dotika med priključenimi deli in elektrodo.
Oprema in oprema
Za varjenje z argonom je potrebna posebna oprema:
 Pretvornik ali navadni varilni transformator, katerega moč naj bi zadostovala za varjenje (še posebej lahko uporabljamo transformator z močjo prostega teka 60-70 V).
Pretvornik ali navadni varilni transformator, katerega moč naj bi zadostovala za varjenje (še posebej lahko uporabljamo transformator z močjo prostega teka 60-70 V).- Močni kontaktor, preko katerega se napetost nanaša na gorilnik.
- Oscilator.
- Poseben regulator, ki je odgovoren za čas argona varilnega območja (plin mora biti dobavljen nekaj sekund pred procesom in se oskrba prekine po nekaj sekundah po koncu varjenja).
- Gorilnik s keramično šobo in objemko za pritrditev volframove elektrode.
- Plinski cilinder in reduktor, ki uravnava nivo tlaka argona, ki se napaja v varilno območje.
- Varilne palice in elektrode iz volframa.
- Izravnalnik, ki proizvaja stalno napetost 24 V, ki se prenaša na stikalne naprave.
- Dodatni transformator, ki je odgovoren za napajanje napajalnih naprav.
 Rele, odgovoren za vklop / izklop oscilatorja, kontaktorja, elektro-plinskega ventila, ki potrebuje napetost 24 ali 220 V.
Rele, odgovoren za vklop / izklop oscilatorja, kontaktorja, elektro-plinskega ventila, ki potrebuje napetost 24 ali 220 V.- Induktivno-kapacitivni filter, ki zagotavlja zaščito naprave pred negativnim vplivom visokonapetostnih impulzov.
- Ampermeter za merjenje toka.
- Baterija avtomobilov (lahko pokvarjen) zmogljivost 55-75 Ah, potrebno zmanjšati komponento DC varilnega toka, ki nujno nastane med varjenjem s pomočjo izmeničnega toka (baterija je zaporedno vezan z varilno vezje).
- Varilna očala.
V znamki končnega varilnega stroja mora biti kratica TIG. Uporablja se lahko po dodatnem nizu gorilnika, plinskega jeklenka, elementov, ki nadzirajo oskrbo zaščitnega plina.
Izbira načina
 Pomembni parametri so polarnost in smer električnega toka. Na njihovo izbiro vplivajo lastnosti materialov, ki jih je treba variti. Izbirni tok ali obratna polarnost je izbran, če je potrebno zvariti dele iz aluminija, magnezija, berilija in drugih neželeznih kovin. Izbira je razložena z dejstvom, da z uporabo električnega toka učinkovito uniči oksidni film, ki je vedno prisoten na površini teh materialov.
Pomembni parametri so polarnost in smer električnega toka. Na njihovo izbiro vplivajo lastnosti materialov, ki jih je treba variti. Izbirni tok ali obratna polarnost je izbran, če je potrebno zvariti dele iz aluminija, magnezija, berilija in drugih neželeznih kovin. Izbira je razložena z dejstvom, da z uporabo električnega toka učinkovito uniči oksidni film, ki je vedno prisoten na površini teh materialov.
Značilno varjenje aluminija, oksidnega filma na površini ima visoko tališče. Pri varjenju aluminija dele v obratnem zamenjavo toka je učinkovito oksid folija uničen zaradi bombardiranja površini aktivnih povezovalni element argonom ionovth. Prevodna plazma, v katerem se pretvori argon, poenostavlja varjenje in izboljšuje njegovo kakovost. Pri izvajanju postopka z izmeničnim tokom, da bi dosegli učinek, so deli, ki jih je treba povezati, katoda.
Pri varjenju v zaščitnih plinih se pogosto uporablja oscilator. V primeru naprave AC omogoča vžig obloka, in ko se obrne, da igra vlogo stabilizatorja. Ko se polarnost izmeničnega toka spremeni, je mogoče deionizirati (oslabiti) lok. Da bi to preprečili, oscilator s spremembo polaritete električnega toka generira električne impulze, ki jih daje na varilni lok.
Na izbiro toka vpliva:
- Lastnosti obdelanega materiala.
- Geometrijske dimenzije robov.
- Mere uporabljenih elektrod.
 Za izbiro parametra priporočamo, da se posvetujete s posebno literaturo.
Za izbiro parametra priporočamo, da se posvetujete s posebno literaturo.
Pomemben parameter je hitrost pretoka argona, ki je izbrana glede na hitrost polnjenja polnilnega materiala in hitrost udarnih tokov zraka. Najmanjša vrednost parametra je, če varjenje poteka v prostoru, kjer ni osnutkov. Če se delo izvaja na prostem in pod močnim sunkovitim bočnega vetra, je potrebno povečati plinski tok in ga posredujejo varjenje coni uporabo konvergentnega šobe, iz katere teče plin skozi fino mrežico.
Poleg argona se v zaščitno zmes pogosto doda malo kisika (3-5%). V tem primeru kisik reagira s škodljivimi nečistočami (vlago, umazanijo itd.) Na površini priključenih delov. Zaradi tega se nečistoče spali ali pretvori v žlindro, ki plava na površino šiva.
Kisik se ne uporablja za varjenje bakra, saj proizvaja bakrov oksid. Ta spojina, ki reagira z vodikom iz okoliškega zraka, tvori vodne pare, ki nagibajo k izhodu zunaj zvara kovine. Zaradi tega se v varnem šivu oblikuje veliko pore, kar negativno vpliva na njegovo kakovost.
Prednosti in slabosti metode
Pluse:
 Možnost pridobitve zanesljive povezave z učinkovito zaščito delovnega področja.
Možnost pridobitve zanesljive povezave z učinkovito zaščito delovnega področja.- Rahlo segrevanje varjene dele, ki omogočajo uporabo (niso deformirana, ko) tehnologija za varjenje obdelovancev iz kompleksne konfiguracije.
- Možnost uporabe materialov, ki jih ni mogoče variti na druge načine.
- Resno povečanje hitrosti dela zaradi visokotemperaturnega električnega loka.
Slabosti:
- Kompleksna oprema.
- Potreba po posebnem znanju in izkušnjah.
Metoda bo zagotovila kakovost in zanesljivost zvarjenih spojev, enakomernost taljenja delov, ki jih je treba povezati. S to tehnologijo se deli brezlesnih kovin majhne debeline lahko varijo brez polnilne žice.
 Varilni usmernik: kaj je in kako deluje
Varilni usmernik: kaj je in kako deluje Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Temperatura taljenja litega železa: značilnosti materiala
Temperatura taljenja litega železa: značilnosti materiala Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu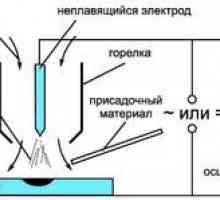 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Značilnosti varjenja tantala in molibdena
Značilnosti varjenja tantala in molibdena Kovinsko varjenje: opis procesa in vrste
Kovinsko varjenje: opis procesa in vrste Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Kakšne vrste in vrste varilnih strojev
Kakšne vrste in vrste varilnih strojev Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Opis različnih vrst varjenja in njihovih lastnosti
Opis različnih vrst varjenja in njihovih lastnosti Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Varilna žica: sorte in značilnosti uporabe
Varilna žica: sorte in značilnosti uporabe Tehnologija varjenja plina in načelo delovanja
Tehnologija varjenja plina in načelo delovanja