Vrste in značilnosti naprav za kontaktno varjenje
 Kontakt varjenje je proces, s katerim monolitni zvari
Kontakt varjenje je proces, s katerim monolitni zvari
Bistvo tehnologije
Do danes se v vseh velikih podjetjih nahaja vsaj en varilni stroj za točkovno točko, ki ga olajša prednosti tehnologije:
 Visoka zmogljivost - traja približno sekundo, da se ustvari varjena točka.
Visoka zmogljivost - traja približno sekundo, da se ustvari varjena točka.- Stabilnost - dolgo delovanje brez dodatnih tujih posegov, ohranja se kakovost varjenja.
- Neobstojni stroški vzdrževanja, ker vlogo potrošnega materiala opravljajo kontaktne elektrode.
- Za delo z napravo ni potrebna visoka usposobljenost.
Delovni proces se na prvi pogled zdi preprost, vendar je sestavljen iz številne zaporedne postopke, obvezna za izvajanje.
Bistvo kontaktnega varjenja v dveh neločljivih fizikalnih procesih - ogrevanje in tlak. Ko tok poteka skozi povezovalno območje, se začne sproščati določena količina toplote, ki je namenjena taljenju kovin. Za zagotovitev, da se toplota sprosti v zadostnih količinah, je trenutna moč v posameznih primerih več tisoč amperov - več deset tisoč. Istočasno se na jeklo z enega ali obeh strani izvaja določen pritisk, hkrati pa je ustvarjen tesen šiv brez kakršnih koli napak.
Če postopek pravilno organizirate, se deli ne segrejejo, ker bo odpornost zanemarljiva. Ker so monolitne spojine ustvarjene, se upor postopoma zmanjšuje in s tem trenutna moč. Ogrevane elektrode se ohladijo z vodo.
Kako pripraviti površino
Obstajajo številne tehnologije, s katerimi lahko opravite površinsko obdelavo pred varjenjem. Te vključujejo:
- Odstranjevanje pomembnih onesnaževalcev;
- Odstranjevanje;
- Odstranjevanje oksidnih filmov;
- Sušenje;
- Pasivacija in nevtralizacija.
Postopek in izbira tehnologije odvisno od vrste uporabljenih praznih delov.
Na splošno morajo površine pred začetkom varjenja:
- Zagotovite nepomembno stopnjo upornosti med deli in elektrodami.
- Varjeni elementi morajo biti gladki, brez izbočin in brez votlin.
- Zagotovite enako odpornost na celotni dolžini kontaktov.
Stikalni varilni stroji
") Oprema je razdeljena na tri vrste:
Oprema je razdeljena na tri vrste:
- Stacionarni;
- Mobile;
- Suspendiran ali univerzalen.
Zavarujte ločeno od odvisnosti od vrste toka (kondenzator in transformator). Varilna metoda je lahko na mestu, šivu in reliefu.
Naprava za točkovno varjenje je narejena iz treh delov:
- Električni sistem;
- Mehanski del;
- Vodno hlajenje.
Električni del je odgovoren za taljenje delov, krmiljenje delovnih ciklov in prekinitev ter tudi shranjevanje trenutnih parametrov. Mehanski del - pnevmatski ali hidravlični sistem, dopolnjen s pogoni. Če je prisoten zgolj voziti kompresijo, potem je točkovni model pred vami, v šuti so valji, v zadnjici pa je sistem stiskanja in padavin. Sestava vodnega hlajenja vključuje primarno in sekundarno vezje, distribucijo fitingov, cevi, ventilov in relejev.
Elektrode se uporabljajo ne le za zapiranje električnega tokokroga, ampak tudi preusmeritev toplote iz varjenih spojev, prenos mehanskih obremenitev, v nekaterih primerih pomagajo premikati obdelovance.
Mere in oblika elektrod se izberejo glede na materiale, ki jih je treba variti, in vrsto uporabljene opreme. Pri tlaku 5 kg / 2 mm2 morajo vzdržati temperature več kot 600 stopinj Celzija. Zato je glavni sestavni del bron in različni dodatki.
Varilne spoje je treba skrbno nadzorovati, da preprečijo napake. Vsi načini nedestruktivnega testiranja so dopustni, med katerimi je prvo mesto opravljen na primarnem izpitu. Toda stiskanje elementov ne omogoča celovitega pregleda, ker so izdelki izbrani in rezani vzdolž šivov, da bi ugotovili netočnosti. Če odkrijete napako, se serija pošlje v reciklažo, naprava pa se lahko kalibrira.
Vrste varjenja
 Reliefno varjenje. Njeno načelo sovpada s principom točke, vendar obstaja ena razlika: tako zvara kot tudi elektroda imajo posebno obliko reliefa. Uporablja se lahko za reševanje različnih nalog, zlasti za pritrditev nosilcev ali podpornih delov z ravnimi obdelovanci.
Reliefno varjenje. Njeno načelo sovpada s principom točke, vendar obstaja ena razlika: tako zvara kot tudi elektroda imajo posebno obliko reliefa. Uporablja se lahko za reševanje različnih nalog, zlasti za pritrditev nosilcev ali podpornih delov z ravnimi obdelovanci.- Šiv varjenje. Postopek večtočkovnega kuhanja, pri katerem so povezave na bližnjih razdaljah ali prekrivanju. V tem primeru se tvori trdna monolitna povezava. Če se točke med seboj prekrivajo, bodo šivi zapečateni, če ni tesnjenja, šivi niso predvideni. V industriji brez hermetičnih šivov ne moremo storiti s proizvodnjo rezervoarjev, sodov, steklenic in drugih posod.
- Zaščitno varjenje. Elementi se povezujejo s stiskanjem drug proti drugemu z nadaljnjim ponovnim pritiskom celotne kontaktne ravnine. Ta tehnologija ima več vrst, odvisno od kovine, njegove debeline in zahtevane kakovosti sklepov.
- Točkovno varjenje. V tem primeru se delo opravlja na eni ali več točkah. Na kakovost šiva vplivajo naslednji parametri:
- oblike in dimenzije elektrod;
- trenutna moč;
- stopnja tlaka;
- čas delovanja in kakovost čiščenja površine.
Za sodobne enote je značilna učinkovitost, ki prinaša do 600 varjenih spojev na minuto. Ta metoda se uporablja pri delu z deli precizne elektronike, s tlemi avtomobilov, letal, kmetijskih strojev in drugih industrij.
 Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to? Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo
Kako kuhati nerjavno jeklo z argonom: varilno tehnologijo Kako izbrati varilnega generatorja
Kako izbrati varilnega generatorja Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Nasveti za izbiro varilnega polavtomatskega pretvornika
Nasveti za izbiro varilnega polavtomatskega pretvornika Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti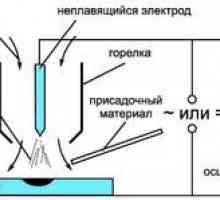 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami
Kako narediti napravo za točkovno varjenje iz mikrovalovne pečice sami Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti
Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti Elektrofuzijsko varjenje cevi
Elektrofuzijsko varjenje cevi Kakšne vrste in vrste varilnih strojev
Kakšne vrste in vrste varilnih strojev Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Polavtomatsko varjenje s plinom in žico
Polavtomatsko varjenje s plinom in žico Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Izbira varilnega polavtomatskega: klasifikacija, princip delovanja
Izbira varilnega polavtomatskega: klasifikacija, princip delovanja Značilnosti tehnologije ročne obločne varjenja
Značilnosti tehnologije ročne obločne varjenja