Tehnične značilnosti mrd3 elektrod
 Varilci z izkušnjami običajno nimajo težav, kadar morajo izbrati najprimernejše elektrode za montažo nizko legiranih jekel. Večina strokovnjakov raje varuje elektrode MR-3 in ni naključje. Za to potrošno blago je značilna visoka učinkovitost pri delu in kakovost izvedbe, kar je pogojeno z zahtevami trenutnih GOST-jev in specifičnostjo uporabe varjenih izdelkov v različnih panogah.
Varilci z izkušnjami običajno nimajo težav, kadar morajo izbrati najprimernejše elektrode za montažo nizko legiranih jekel. Večina strokovnjakov raje varuje elektrode MR-3 in ni naključje. Za to potrošno blago je značilna visoka učinkovitost pri delu in kakovost izvedbe, kar je pogojeno z zahtevami trenutnih GOST-jev in specifičnostjo uporabe varjenih izdelkov v različnih panogah.
Splošne informacije
Varilni elementi blagovne znamke MR-3 primerna za spajanje s prahom ogljika in nizkoogljičnih jekel. Lahko jih varimo s tesnim stikom ali pustimo majhno vrzel. V slednjem primeru strokovnjaki priporočajo zelo previdno pristop k izbiri režima varjenja in uporabo toka, ki je manjši od nominalnega, da se prepreči nastanek napak ali razpok v kovini.
Polnilni materiali, proizvedeni pod to blagovno znamko, so ugodni, ker se med njihovo uporabo sprosti najmanjša količina snovi, zato ne more biti nobenega dvoma o njihovi varnosti. Nepogrešljivi so pri varjenju, ki se izvajajo v posebej težkih pogojih, saj so najmanj zahtevni za čiščenje površine, kjer so lahko prisotne rjavke pike ali vlaga, to pa ne vpliva na kakovost varjenja.
Varilna dela Uporabljajo se konvencionalni transformatorji, ki podpirajo najmanjšo napetost 50 V. Varilni material MR-3 se lahko uporablja tudi za montažo delov srednje ali velike debeline. Kovine lahko zlahka varimo skozi celotno votlino in zagotavljamo visoko trdnost povezave. Na podlagi tehnoloških pogojev varjenja, pri delu s temi elektrodami ustvarimo velik lok, da dobimo temperaturo, ki zadostuje za kovinsko nastavljanje z elektrodo, ni potrebno.
 V pripravljalni fazi je treba elektrode sušiti in žariti, kar le pozitivno vpliva na njihove delovne lastnosti. Elektrode te blagovne znamke se lahko uporabljajo v kombinaciji s transformatorji, ki podpirajo delovanje z neposrednim in izmeničnim tokom. Polnilni material lahko deluje v poljubnem položaju, saj lahko zagotavlja kakovostno povezavo, ne glede na pogoje delovanja.
V pripravljalni fazi je treba elektrode sušiti in žariti, kar le pozitivno vpliva na njihove delovne lastnosti. Elektrode te blagovne znamke se lahko uporabljajo v kombinaciji s transformatorji, ki podpirajo delovanje z neposrednim in izmeničnim tokom. Polnilni material lahko deluje v poljubnem položaju, saj lahko zagotavlja kakovostno povezavo, ne glede na pogoje delovanja.
Na koncu varjenja je potrebno opraviti končni postopek - odstraniti žlindro iz kovine. To je zelo enostavno, zato kakovost povezave ostaja stabilna. Pokrivanje elektrode neposredno vpliva na njene prednosti. Za varilni material je značilna posebna kemična sestava, zaradi katere je možno vzdrževati stabilno obločno obločanje pri delu v kateri koli ravnini. Zaradi stabilnosti loka je kakovost varjenja dosledno visoka, ne glede na vpliv tujih dejavnikov.
Elektrode z rutilnim premazom
 Obloga rutila je titanov dioksid v obliki praška, ki se uporablja za izboljšanje močnih lastnosti zvarov in stabiliziranje procesa izgorevanja. Čeprav so elektrode, ki imajo rutilno prevleko, veliko dražje, imajo številne prednosti, ki jim dajejo nedvomne prednosti pred ozadjem drugih vrst elektrod. Rutil je najučinkovitejši pri kombiniranju elementov, ki vsebujejo vlago in rje, zmanjšajo razpršenost kovine in s tem zmanjšajo porabo. Posebnost elektrod je enostavna ločitev žlindre.
Obloga rutila je titanov dioksid v obliki praška, ki se uporablja za izboljšanje močnih lastnosti zvarov in stabiliziranje procesa izgorevanja. Čeprav so elektrode, ki imajo rutilno prevleko, veliko dražje, imajo številne prednosti, ki jim dajejo nedvomne prednosti pred ozadjem drugih vrst elektrod. Rutil je najučinkovitejši pri kombiniranju elementov, ki vsebujejo vlago in rje, zmanjšajo razpršenost kovine in s tem zmanjšajo porabo. Posebnost elektrod je enostavna ločitev žlindre.
MR-3
Elementi MR-3 so precej dobro poznani in zahtevajo različne rutilne elektrode. Uporabljajo se predvsem za povezovanje kritičnih konstrukcij iz ogljikovih jekel z vsebnostjo ogljika najmanj 0,25% in nizkoelegiranih jekel. Med delovanjem elektrode MR-3 tvorijo kontinuirni lok, ki zagotavlja urejen, trpežen in celo šiv. Te elektrode lahko delujejo na kateri koli tok.
Med varjenjem je mogoče elektrode MR-3 hraniti v poljubnem položaju, razen v navpični smeri. To je posledica dejstva, da se kakovostna povezava lahko ustvari samo, če je polarnost napačna. MP-3 vam omogoča, da opravite varjenje tudi na oksidacijski površini in z uporabo podolgovatega loka.
Visoko povpraševanje po varilne snovi zaradi prisotnosti proizvajalca imajo množice pozitivne lastnosti, med katerimi je treba dodeliti zmogljivosti za zagotavljanje visoke kakovosti spojine tudi v prisotnosti sledov rje na vodni površini, vlage in umazanije, kot tudi visoko produktivnost varjenja.
Elektrode MR-3: specifikacije
 Varilni MR elementi 3 so narejeni za izpolnitev zahtev nekaterih GOST 9466 in 9467. V slednji je omenjeno, da so tipa E46 in se uporablja prednostno za spojine z nizko legiranih mehanske trdnosti do 50 m ∙ KGF / cm2 in ogljikovih jekel. Zvara mora imeti debelino vsaj 3 mm in ne več kot 20 mm.
Varilni MR elementi 3 so narejeni za izpolnitev zahtev nekaterih GOST 9466 in 9467. V slednji je omenjeno, da so tipa E46 in se uporablja prednostno za spojine z nizko legiranih mehanske trdnosti do 50 m ∙ KGF / cm2 in ogljikovih jekel. Zvara mora imeti debelino vsaj 3 mm in ne več kot 20 mm.
Za izdelavo polnilnega materiala se uporablja posebna žica tipa SV-08 s prerezom od 3 do 6 mm. Debelino osnovnih elektrod lahko razdelimo na več skupin, odvisno od njihovega premera. Elektrode blagovne znamke MR-3 se razlikujejo od drugih vrst elementov s prisotnostjo rutilnega premaza, s kemičnimi sestavi, ki je povezana z delovnimi značilnostmi varilnega materiala.
Dolžina elementov se lahko giblje od 300 do 450 mm. Poleg tega se lahko razlikujejo glede na težo:
- 3 mm - 32 g;
- 4 mm - 62 g;
- 5 mm - 93 g.
En paket lahko vsebuje različno količino varilnega materiala glede na njihov premer:
• 3 mm - 84 kosov;
• 4 mm - 42 kosov;
• 5 mm - 44 kosov.
Proizvajalci varilnih elementov MR-3 kažejo na pomembnost izpolnjevanja pogojev za njihovo skladiščenje. Izbrani prostor je treba segreti in posušiti, temperatura zraka ne sme pasti pod oznako +15 stopinj. Elektrode morajo biti zaščitene pred prekomerno vlago, umazanijo in mehanskimi vplivi. Z znaki navlažitve je treba varilne elemente pred uporabo segreti 1 uro pri temperaturi + 180 stopinj Celzija.
Uporaba
Varilni elementi blagovne znamke MR-3 so namenjeni za varjenje pri konstantnem ali spremenljivem toku, kar zagotavlja napetost v prostem teku najmanj 50 V. Pri napajanju iz napajalnika za enosmerni tok je treba polarnost obrniti. Med varjenjem se lahko polnilni material zadrži v kateri koli ravnini.
Tehnološke značilnosti
 Visoka kakovost povezave in zmogljivosti;
Visoka kakovost povezave in zmogljivosti;- Neprekinjeno ponovno vžiganje;
- Žlindrne skorje je enostavno ločiti od varilnega šiva;
- Majhna količina kovinskih pršil;
- Enostavnost postopka varjenja;
- Pri vžigu električnega loku in vzdrževanju njegovega stabilnega izgorevanja ni težav.
Pri normalnih temperaturnih pogojih kovinska zvara in tudi zvara kovina dobijo naslednje močne lastnosti:
- Indeks mehanske odpornosti na rupture - ne več kot 46 kg / mm2;
- Raztezek je 18%;
- Udarna trdnost - 8 kgf ∙ m / cm2.
Za pravilen izračun mora vrednost obratovalnega toka upoštevati značilnosti uporabe elektrod in njihovega premera:
- s premerom 6 mm samo na spodnji lokaciji - 300-360 A;
- 5 mm za navpično 160-200 A, za spodnje -180-260 A;
- 4 mm za navpično 140-180 A, za spodnje 160-220 A, za strop 140-180 A;
- 3 mm za navpično 90-110 A, za spodnje 100-140 A, za strop 100-120 A.
Odvisno od teže spojitve na 1 kg kovine porabi približno 1,7 kg MP-3.
Značilnosti
Polnilni material te blagovne znamke se lahko uporablja za priključitev konstrukcij tako dolgo, kot je drugi, in s pomočjo kratkih lepil. S svojo pomočjo lahko kovinsko spojino izvedemo brez predhodne priprave, ki ima lahko:
- mokra površina;
- sledi oksidov in kontaminantov;
- znaki rje.
 Varilni elementi MP-3 Primerni so tudi za povezovanje elementov v režah, vendar pri uporabi minimalnega toka. V nasprotnem primeru se lahko pore pojavijo v šivu. Prisotnost oznake elementov varjenju črka "m" (g 3m) označuje prisotnost rutil, ilmenita prevleke, in črka "c" (MR 3c) omenjeni o uporabi proizvajalec rutil prevleke iz vsebuje posebne ioniziranih dodatke.
Varilni elementi MP-3 Primerni so tudi za povezovanje elementov v režah, vendar pri uporabi minimalnega toka. V nasprotnem primeru se lahko pore pojavijo v šivu. Prisotnost oznake elementov varjenju črka "m" (g 3m) označuje prisotnost rutil, ilmenita prevleke, in črka "c" (MR 3c) omenjeni o uporabi proizvajalec rutil prevleke iz vsebuje posebne ioniziranih dodatke.
Če primerjamo te dve vrsti elektrod po njihovih lastnostih, potem so to iste elektrode MP-3.
Varilna materiala MP-3 omogoča loka vžiganjem zaradi prisotnosti specifičnih dodatkov v prevleki pri uporabi nizkih varilce zmogljivosti z napetostjo okoli 50 V. Poleg tega so ugodnejši od običajnih MR elektrode 3 zaradi višjih kazalnikov zdravja. Varjenje, izvedeno s takšnimi elementi, spremlja sprostitev največ 0,6 g mangana. Pri uporabi običajnih elektrod MR-3 se sprosti 1,25 g snovi.
Poleg tega elementi MP-3 omogočajo bolj enakomerne šive, kar pozitivno vpliva na mehanske lastnosti spoja.
Gradbeništvo in material izdelave
 Za izdelavo MR-3 elektrod se lahko uporablja žica različnih prerezov. Proizvodni postopek zahteva uporabo posebnega rutilnega premaza za vsak izdelek. Polnilni material se lahko razlikuje po dolžini, ki je lahko 300-450 mm, zunanji premer pa se spreminja v razponu od 2-6 mm.
Za izdelavo MR-3 elektrod se lahko uporablja žica različnih prerezov. Proizvodni postopek zahteva uporabo posebnega rutilnega premaza za vsak izdelek. Polnilni material se lahko razlikuje po dolžini, ki je lahko 300-450 mm, zunanji premer pa se spreminja v razponu od 2-6 mm.
Ta zasnova omogoča uporabo varilnega materiala MR-3 za varjenje na nepripravljenih površinah, ki imajo umazanijo in rjo. Med skladiščenjem je treba ohraniti optimalen indeks vlage v prostoru. Pri rutilnem premazu naj ne bi presegel 1,5%, sicer je treba pred uporabo elektrod porabiti najmanj 60 minut pri temperaturi +180 stopinj.
Med varjenjem se je treba osredotočiti na nominalne karakteristike, ki morajo biti visoke kakovosti varjen šiv. Če so izpolnjene zahteve delovne procesne tehnologije, mora imeti povezava odpornost proti udarcem 46 kgf / mm². Meja površin varjenja je 8,5 g / A * h. Za določitev zahtevanega števila elektrod je treba med varjenjem upoštevati maso površin. Za elektrode MP-3 je ta parameter 1,7 kg / h.
Za pridobitev zanesljivih varjenih spojev je potrebno imeti samo varilne veščine, pa tudi uporabo ustreznega potrošnega materiala. Med elektrodami, ki so dobro dokazane, je še posebej smiselno dodeliti elektrode blagovne znamke MR-3. Imajo veliko uporabnih lastnosti, med katerimi je še posebej vredno omeniti nezahtevno kakovost površin varjenih kovin.
 Ta polnilni material se lahko uporablja za varjenje delov, ki vsebujejo vlago, umazanijo in okside na površini. In končni rezultat tega ne trpi.
Ta polnilni material se lahko uporablja za varjenje delov, ki vsebujejo vlago, umazanijo in okside na površini. In končni rezultat tega ne trpi.
So na voljo na teh elektrodah in druge pozitivne lastnosti, ki so dobro znane izkušenim varilcem. Vendar pa je treba upoštevati, da so MR-3 elektrode zelo visoko specializirani polnilni materiali, ki so primerni za varjenje le nizkoogljičnih in ogljikovih jekel z vsebnostjo ogljika 0,25%. Zato je treba poznati značilnosti uporabe teh varilnih elementov, da bi izpolnili vse zahteve varilnega postopka. Še posebej to zadeva velikost delovnega toka, na kateri je v veliki meri odvisna kakovost varjenega šiva.
 Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma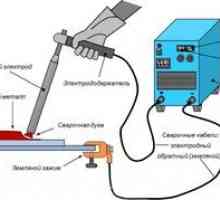 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje
Elektrode Uoni 13/55: tehnične značilnosti in dekodiranje Vrste in značilnosti naprav za kontaktno varjenje
Vrste in značilnosti naprav za kontaktno varjenje Značilnosti varjenja pod plastjo fluksa po GOST 8713-79
Značilnosti varjenja pod plastjo fluksa po GOST 8713-79 Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Varjenje volframove elektrode in klasifikacija materialov
Varjenje volframove elektrode in klasifikacija materialov Elektrode za kontaktno varjenje
Elektrode za kontaktno varjenje Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti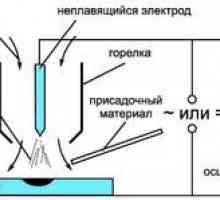 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Tehnične značilnosti elektrod ok-46
Tehnične značilnosti elektrod ok-46 Katere elektrode je treba izbrati za varjenje z inverterjem
Katere elektrode je treba izbrati za varjenje z inverterjem Varilni materiali: razvrstitev in značilnosti
Varilni materiali: razvrstitev in značilnosti Značilnosti elektrod monolitnega pc
Značilnosti elektrod monolitnega pc Volframove elektrode blagovne znamke wc 20
Volframove elektrode blagovne znamke wc 20 Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Elektrode za nerjavno jeklo: označevanje elementov za varjenje
Elektrode za nerjavno jeklo: označevanje elementov za varjenje Elektrode e42 in e42a: opis, tehnične značilnosti
Elektrode e42 in e42a: opis, tehnične značilnosti Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki
Tungsten: lastnosti in blagovne znamke, aplikacije, kovinski izdelki