Varilna tehnika za aluminijasto elektrodo
 Trenutno se aluminij uporablja v številnih dejavnostih. Ta tanek in fleksibilen material je pogosto prisoten v podrobnostih vozil, vključno z bloki motorja, menjalniki in elementi nadgradnje. Tudi na njeni podlagi so ustvarjeni nerjaveči kontejnerji za gospodinjske in industrijske potrebe ter mnogi drugi pomembne teme
Trenutno se aluminij uporablja v številnih dejavnostih. Ta tanek in fleksibilen material je pogosto prisoten v podrobnostih vozil, vključno z bloki motorja, menjalniki in elementi nadgradnje. Tudi na njeni podlagi so ustvarjeni nerjaveči kontejnerji za gospodinjske in industrijske potrebe ter mnogi drugi pomembne teme
Če v takšni konstrukciji nastane razpaka ali problematična luknja, jo je bolje zapreti s pomočjo posebne naprave v argonskem mediju. Vendar pa vsaka povprečna oseba nima podobne enote, zato moramo iskati bolj dostopne rešitve. Eden od njih je varjenje aluminijaste elektrode.
 Za uspešno izvedbo take akcije potrebujete določen niz spretnosti in kupite ustrezno opremo in zaloge. Načelo in tehnologija takšnega varjenja je precej preprosta, zato se lahko s pravim pristopom naučite v kratkem času.
Za uspešno izvedbo take akcije potrebujete določen niz spretnosti in kupite ustrezno opremo in zaloge. Načelo in tehnologija takšnega varjenja je precej preprosta, zato se lahko s pravim pristopom naučite v kratkem času.
Značilnosti dela z aluminijem
Z električnim lokom se kombinirajo številne vrste železa. Takšna tehnika zagotavlja dovolj visoko temperaturo zgorevanja, zaradi česar je visokokakovostno penetracijo različne plošče debeline, ki ustvarjajo zanesljivo in hermetično zaščito. Vendar pa je varjenje aluminija z razsmernikom najtežje zaradi določenih specifičnih značilnosti.
Prva težava leži v higroskopskih lastnostih materiala, ki se lahko nabere sama po sebi vlaga. Čeprav to ni mogoče videti v naravnem ohlajenem stanju, vendar se pri začetku varjenja nujno pojavijo težave. Ko se lok vžge in kovina segreje na povišane temperature, delci vlage začnejo izhlapevati s površine in neizogibno vstopiti v zvarno cono. Zaradi tega nastajajo prekomerne brizge in ovire, ki motijo normalno šivanje.
 Da bi preprečili ta pojav, zadostuje predhodno segrevanje strukture pri temperaturnem režimu 150-190 stopinj Celzija. V tem primeru lahko opazite intenzivno sproščanje vlage na površino.
Da bi preprečili ta pojav, zadostuje predhodno segrevanje strukture pri temperaturnem režimu 150-190 stopinj Celzija. V tem primeru lahko opazite intenzivno sproščanje vlage na površino.
Naslednja težava je prisotnost oksidnega filma, ki pokriva vse izdelke. Njegov namen je zaščititi strukturo pred korozijskimi učinki kislega okolja. Vendar to zelo otežuje obdelavo s pomočjo pretvornika. Glavne težave so povezane z veliko razliko pri talilnih temperaturah. Znano je, da se aluminij začne topiti pri 500 stopinjah Celzija in njegov oksid pri 2000 stopinjah. Za odstranitev takšne kapljice zadostuje, da se varilno mesto očisti s čopičem za železo potreben dostop do kovine.
Interakcija z okoljem zagotavlja pravilno nastanek pore v strukturi šiva, kar bistveno poslabša integriteto. Za varjenje zvarnega bazena, argona ali oblaka plina se uporablja za varjenje z inverterjem.
 To ni skrivnost tega čisti aluminij praktično ni primeren za izdelavo delov, zato so lahko polnila in dodatni elementi, ki ga sestavljajo, problem. Na primer, blagovne znamke Al2 in Al2 vsebujejo silumin s 4 do 13%, zato jih navadno imenujemo z omejenim varjenjem. Podobni kazalniki so značilni za modele AM r 1 in Amr 6, kjer dodamo mangan v razmerju 2-6%.
To ni skrivnost tega čisti aluminij praktično ni primeren za izdelavo delov, zato so lahko polnila in dodatni elementi, ki ga sestavljajo, problem. Na primer, blagovne znamke Al2 in Al2 vsebujejo silumin s 4 do 13%, zato jih navadno imenujemo z omejenim varjenjem. Podobni kazalniki so značilni za modele AM r 1 in Amr 6, kjer dodamo mangan v razmerju 2-6%.
Faze varilnih dejavnosti
Razumevanje ključnih plodov varjenja aluminija ni tako težko, kot se zdi na prvi pogled. Skozi številne poskuse in eksperimente lahko dosežete uspešne rezultate in spoznate to spretnost. Torej, postopna dejanja kvalitativne povezave kovinskih izdelkov obsegajo takšne stopnje in značilnosti:
- Če debelina varjene plošče presega 5 milimetrov, je potrebno rezati robove. Za to je priporočljivo, da rezane robove pod kotom 45 stopinj, čeprav so dovoljene tudi druge vrednosti. Ni skrivnost, da je širina varilnega šiva odvisna od velikosti kota rezanja. Če debelina plošč presega 7 milimetrov, boste morali narediti tehnično vrzel med vsakim kosom dveh milimetrov. Če je delovni predmet predstavljen s treskom, se s pomočjo rezalnega diska in "brusilnika" razširi. V nasprotnem primeru bo šiv plitko.
- Pripravljen obdelovanec temeljito ogrejemo. Za odstranitev presežne tekočine uporabite plamen propan-kisika. Vloga delovnega orodja opravlja rezalnik ali konvencionalna posoda z gospodinjskim gorilnikom. Površino segrevajte na 150 stopinj in poskrbite, da je material dovolj suh.
- Po temeljitem segrevanju je potrebno očistiti oksidni film. V tem primeru lahko uporabite običajno krtačo za čiščenje kovine. Pomembno je odstraniti ognjevzdržno plast na začetku varilnega območja. Naslednji ukrepi se izvajajo z elektrodo, katere sestava in temperatura sta sposobna razjedati oksid in ponovno varjenje.
- Na pripravljenem izdelku, ki določa vse dele, ki jih je treba variti. Korenski šiv mora biti enakomeren in v celoti zapolniti vrzel. Kot glede na dele, ki jih je treba privariti, mora biti vsaj 90 stopinj. To se lahko zdi nenavadno za neizkušene varilce ali tiste, ki so bili prisiljeni delati z ogljikovimi jeklami. Vendar pa bo na ta način topljena kovina natančneje padla na skupno mesto. Ko se površina ohladi, žlica pade. Na žalost se takšno dejanje izvaja z velikimi težavami, zato ne morete storiti brez akutnega malleusa.
- Naslednje plasti slojev se nanašajo na nivo, dokler se ne napolni celotna debelina.
Pripravljalni ukrepi
Ne glede na varilne razmere - industrijske ali domače, morate pravilno pripraviti priprave Robovi obdelovanca. Taka tožba je sestavljena iz takih postopkov:
- Površina dela, ki se lahko variva (kot tudi površina polnilnega materiala), temeljito očistimo iz umazanije, olja in masti. Za razmaščevanje bele žleze na površini, acetona, letalskega bencina in mnogih drugih topil.
- Pripravljalna faza vključuje ukrepe, kot so rezanje robov varjenih delov, ki se izvajajo le v primeru akutne potrebe. Če ne uporabljate obloženih elektrod pri varjenju, se rezanje robov izvaja z debelino priključenih delov, ki presegajo 4 milimetre. Če debelina aluminijeve zlitine presega 20 mm, brez uporabe elektrod ne more storiti. Če je aluminijaste pločevine mogoče variti do debeline do 1,5 milimetrov, so njihovi konci pred zaklopom pred sklepom.
- Kot je bilo že omenjeno, je tik pred varjenjem površina dela popolnoma očiščena iz oksidnega filma. V tem primeru je običajno uporabiti kakovostno datoteko ali čopič z vili za odstranjevanje kovine. V nekaterih primerih odstranimo tanko plast oksidnega filma in skozi posebne kemikalije, kot so kavstična soda, bencin in druge. Pri predelavi kavstične sode gredice je treba skrbno sperite s tekočo vodo.
Oprema in elektrode
 Bodite pozorni na seznam najbolj potrebnih orodja in naprave. V večini primerov se delovanje izvaja s konvencionalnim pretvornikom. Takšna naprava ima priročno obliko, zato je enostavno premikati ali premikati po delavnici. Polarnost je postavljena tako, da je v rokah delavca postavljena "plus", na obdelovanec pa "minus". V tem primeru potrebujete vtičnico z 220 V.
Bodite pozorni na seznam najbolj potrebnih orodja in naprave. V večini primerov se delovanje izvaja s konvencionalnim pretvornikom. Takšna naprava ima priročno obliko, zato je enostavno premikati ali premikati po delavnici. Polarnost je postavljena tako, da je v rokah delavca postavljena "plus", na obdelovanec pa "minus". V tem primeru potrebujete vtičnico z 220 V.
Pri izbiri elektrod, bi si raje želeli specializirane modele, kot so UTP 48 ali podobni analogi. Lahko imajo različne premere in jih je treba izbrati ob upoštevanju debeline kovine. Sestava potrošne surovine ima tudi nekaj higroskopskih lastnosti, zato jo je treba predhodno posušiti, da se zagotovi boljša povezava.
Pomembna priporočila za varilce
 Kot pravijo strokovnjaki, se včasih izvaja električno varjenje takšne prožne kovine brez uporabe argona, pa tudi z varjenjem argona. Če vas nekdo odvrne od takšne odločitve, pri čemer to trdijo z nizko kakovostjo končnega šiva in slabo zvarljivostjo, ne verjamite. Najverjetneje je nepravilno pristopil k metodi ali nikoli ni poskusil kuhajte aluminij z elektrodo.
Kot pravijo strokovnjaki, se včasih izvaja električno varjenje takšne prožne kovine brez uporabe argona, pa tudi z varjenjem argona. Če vas nekdo odvrne od takšne odločitve, pri čemer to trdijo z nizko kakovostjo končnega šiva in slabo zvarljivostjo, ne verjamite. Najverjetneje je nepravilno pristopil k metodi ali nikoli ni poskusil kuhajte aluminij z elektrodo.
Da bi se izognili nepopravljivim napakam in nepredvidljivim težavam, je dovolj slediti številnim priporočilom in pravilom:
- stično Postopek velja za najbolj obetavne. Preostale vrste kot čaj ali trebušnega zvara neprimerne, tj. K. Te spremembe povečujejo verjetnost žlindra, ki teče v vrzeli, ki bi povzročili reakcijo koroziji.
- Po varjenju se šiv speremo z vodo, da očistimo obdelovanec iz žlindre.
- Takoj pred predelavo mora biti material pravilno pripravljen. Če želite to narediti, odstranite oksidni film in preprečite njegovo pojavljanje v prihodnosti.
- Pri varjenju masnih delov z debelino treh milimetrov je potrebno robove ločiti pod kotom 60 stopinj z obliko V.
- Primarno segrevanje aluminija se izvaja pri 150-250 stopinj Celzija.
Ne pozabi tega  tehnično čisti aluminij lahko varimo veliko bolje kot zlitine z vsebnostjo magnezija ali mangana. Gre za duralumin ali silumin. Vendar se izdelki iz čistega materiala praktično ne uporabljajo, zato lahko varjenje povzroči nekaj težav.
tehnično čisti aluminij lahko varimo veliko bolje kot zlitine z vsebnostjo magnezija ali mangana. Gre za duralumin ali silumin. Vendar se izdelki iz čistega materiala praktično ne uporabljajo, zato lahko varjenje povzroči nekaj težav.
Vzroki za poslabšanje varljivosti kovin
Če ste v procesu varjenja soočeni s težavami in neprijetnimi trenutki, je treba upoštevati nastavljeno edinstvene lastnosti kovin:
- Ključna težava pri termičnem varjenju je prisotnost oksidnega filma, ki se lahko talini le pod vplivom temperature 20440 stopinj Celzija. Taljenje kovin se začne pri nižji temperaturi - od 660 stopinj.
- Kapljice staljenega dela, ki se pojavljajo v varilni coni, so hitro prekrite z ognjevzdržnim oksidnim filmom, kar preprečuje nastanek neprekinjenega šiva. Za zaščito obdelovanca od tega pojava je varilno območje zaščiteno pred stikom z okoliškim zrakom z argonom.
- Za talilni aluminij je značilna visoka tekočnost, kar bistveno otežuje nadaljnje tvorjenje zvarnega bazena. Iz tega razloga se delo izvaja z dodatnimi podložkami za odvod toplote.
- Sestava aluminija vključuje raztopljeni vodik, ki se po strditvi staljene kovine poslani zunaj. Kot rezultat, to povzroči nastanek pore in kristalizacijske razpoke v šivu. Poleg tega je za zlitine take kovine značilna povišana koncentracija silicija, kar povzroči tudi nastanek razpok zaradi hlajenja izdelka.
- Za aluminij je značilen dostojen koeficient linearne ekspanzije. Zaradi tega se med strjevanjem lahko pojavi precejšen krčenje kovine, zaradi česar pride do številnih resnih deformacij delov, ki jih je treba povezati.
- Varjenje čistega aluminija in njegovih zlitin se izvaja pod vplivom visokih vrednosti varilnega toka. Za kovino je značilna visoka toplotna prevodnost. Prav tako je pri varjenju jekla običajno uporabiti tokove z manj sile.
- Varjenje delov iz te kovine se v teh primerih šteje za težko, če ni mogoče določiti natančnega razreda zlitine. V tem primeru je potrebna dolga in vljudna izbira ustreznega varilskega načina in uporabljenih metod.
Vsakdo lahko spozna vse podatke o varjenju aluminija z elektrodo. Dovolj je, da imate dovolj potrpljenja in želje, da nekaj ur časa namenite za študij ustreznega gradiva in smernic. V tem primeru lahko opravite številne pomembne operacije doma, brez uporabe kvalificiranega osebja.
 Varilni usmernik: kaj je in kako deluje
Varilni usmernik: kaj je in kako deluje Kako kuhati iz nerjavečega jekla doma
Kako kuhati iz nerjavečega jekla doma Tig varjenje - kaj je to in za kaj je to?
Tig varjenje - kaj je to in za kaj je to?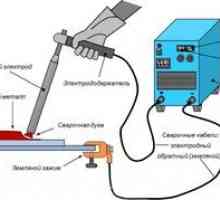 Kako izbrati elektrode za varjenje
Kako izbrati elektrode za varjenje Značilnosti metode varjenja argona, njegove prednosti in slabosti
Značilnosti metode varjenja argona, njegove prednosti in slabosti Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti
Argonsko obločno varjenje z elektrodami, ki jih ni mogoče porabiti Ognjevarne elektrode: namen, vrste in aplikacije
Ognjevarne elektrode: namen, vrste in aplikacije Vrste elektrod za varjenje litega železa
Vrste elektrod za varjenje litega železa Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu
Varjenje nerjavnega jekla polavtomatsko v argonu in ogljikovem dioksidu Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti
Avtomatsko varjenje pod plastjo fluksa: prednosti in slabosti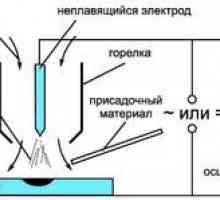 Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina
Značilnosti varjenja z negorljivo elektrodo v okolju zaščitnega plina Mobilne in stacionarne varilne postaje
Mobilne in stacionarne varilne postaje Oprema za samozaporno varjenje
Oprema za samozaporno varjenje Kako pravilno variti cevi polipropilena z lastnimi rokami
Kako pravilno variti cevi polipropilena z lastnimi rokami Izbira varilne žice za polavtomatsko
Izbira varilne žice za polavtomatsko Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti
Tehnologija ročnega varjenja z varjenjem: prednosti in slabosti Varjenje aluminija z argonom za začetnike: navodila po korakih
Varjenje aluminija z argonom za začetnike: navodila po korakih Proces trenja varjenja in njegove značilnosti
Proces trenja varjenja in njegove značilnosti Značilnosti plazemskega varjenja
Značilnosti plazemskega varjenja Opis in značilnosti aluminijastih elektrod pri varjenju z lokom
Opis in značilnosti aluminijastih elektrod pri varjenju z lokom Povratna in direktna polarnost pri varjenju s pretvornikom
Povratna in direktna polarnost pri varjenju s pretvornikom